


En la cima de una montaña en Chile se está construyendo el telescopio más grande del mundo, con un diámetro de espejo de 39 metros. Mientras la investigación promete una mirada única a las profundidades del universo, la fabricación de Jakob Behr Maschinenfabrik GmbH & Co. KG en Múnich enfrenta un problema muy terrenal: cavidades profundas en una pieza destinada al telescopio. Con nuevos fresadores, INGERSOLL WERKZEUGE GMBH encontró una solución.

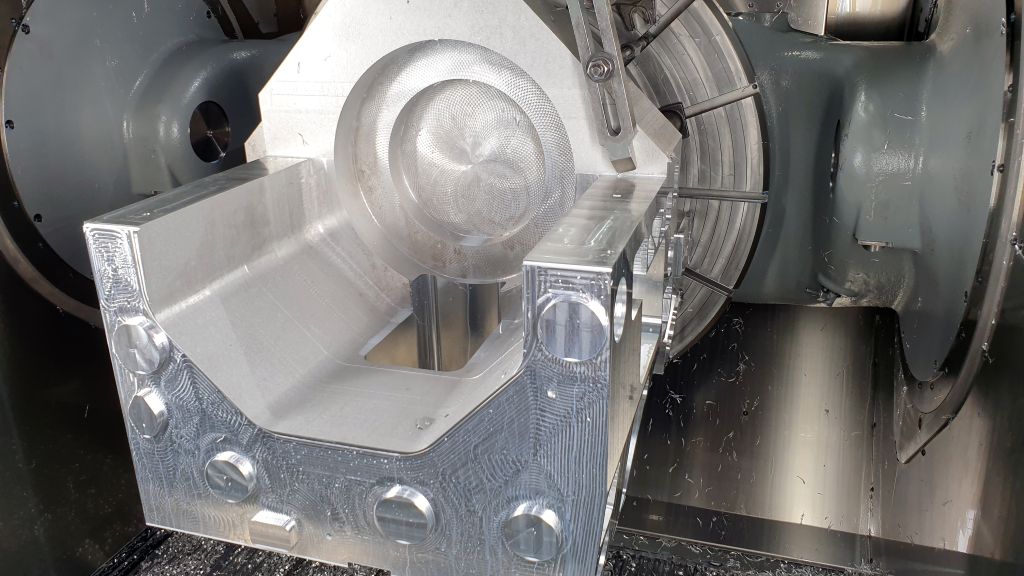
La parte trasera de la pieza de aluminio terminada recuerda mucho a un sillón. Inspirado por esto, el director de la empresa, Sebastian Behr, se sienta en el 'mueble' y se sienta en su Hermle C 62 U MT. La escena tardía oculta un poco lo delicada que es la parte frontal de la pieza, cuya fabricación requería cumplir con estrictas especificaciones de precisión y calidad de superficie.
El bloque de aluminio no es originalmente una pieza típica para la empresa familiar fundada en 1904 por Jakob Behr, pero podría mostrar hacia dónde va el futuro. La empresa comenzó fabricando transmisiones y tornos, y más tarde se construyeron principalmente máquinas de golpeo.
Con el paso de los años, estas máquinas se produjeron en versiones cada vez más grandes y con ellas también cambió el parque de máquinas en el taller de 3.000 metros cuadrados, donde hoy dominan las máquinas grandes.
Cuando la empresa de Múnich dejó de producir sus propias máquinas gradualmente y se dedicó completamente a la fabricación por contrato, la especialización en piezas grandes fue obvia y resultó ser un nicho lucrativo para Behr.
La base de clientes proviene principalmente de la construcción de máquinas e instalaciones, para las cuales se procesan muchas construcciones de soldadura. En los últimos años, ha aumentado la demanda de aluminio. Se procesan grandes discos, anillos y piezas cúbicas.
Máxima precisión para el telescopio

Se exige una precisión especialmente alta en la fabricación cuando se trata de componentes para la construcción de instrumentos. Precisamente para esto se encargó la pieza de aluminio recién terminada por Behr. Está destinada a uno de varios instrumentos de medición que se utilizarán en el Extremely Large Telescope (ELT) del Observatorio Europeo Austral ESO en la costa de Atacama en Chile. Con un diámetro de espejo de 39 metros, se convertirá en el telescopio óptico más grande del mundo. Después de diez años de construcción, se espera que esté terminado en 2027.
Metis es un instrumento multifuncional que, tras su instalación en el ELT, observará el espacio en el rango medio del infrarrojo. Incluye un sensor óptico adaptativo, un espectrógrafo de alta resolución y una cámara de alto contraste. La actual pieza de aluminio está destinada a este instrumento. Behr la fabricó por encargo de una institución de investigación neerlandesa que participa en el gran proyecto internacional.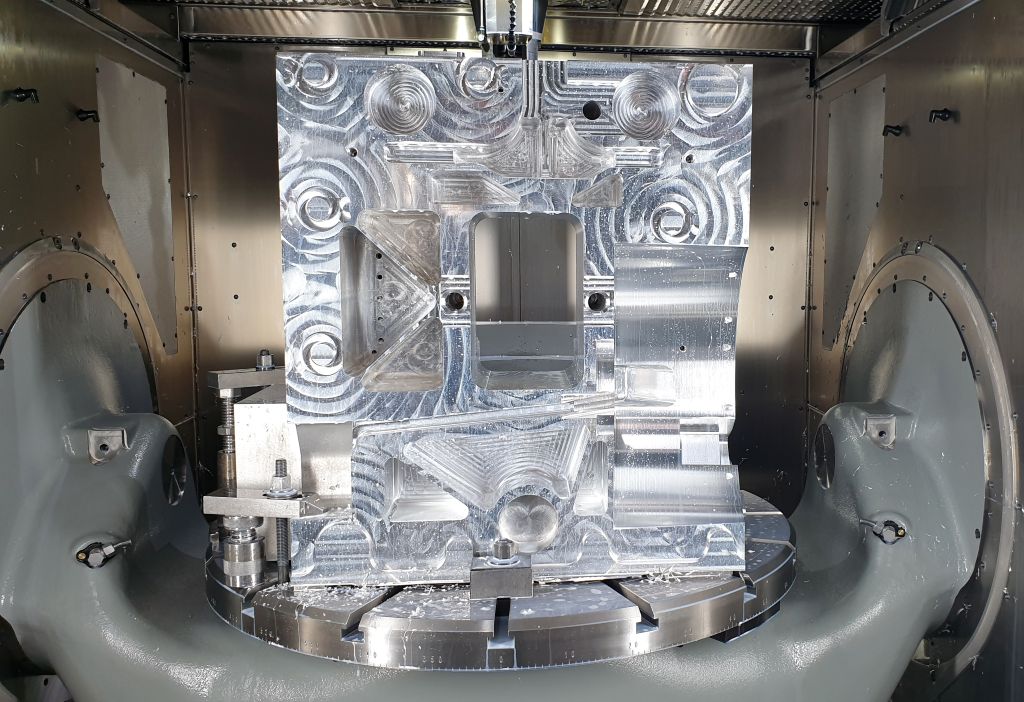
Para el mecanizado del bloque de aluminio de 950 x 900 x 850 mm, los fabricantes de Múnich necesitaron aproximadamente dos meses y medio. Sebastian Behr está bastante satisfecho con esto, especialmente porque la fabricación de una pieza muy similar, que se había procesado anteriormente, tomó más de cuatro meses. 'No se pueden comparar directamente las piezas, pero definitivamente hemos sido mucho más rápidos, estamos avanzando', se alegra Behr. Desde su perspectiva, esto es urgentemente necesario, ya que en total se deben fabricar 20 piezas con requisitos muy similares para el ELT.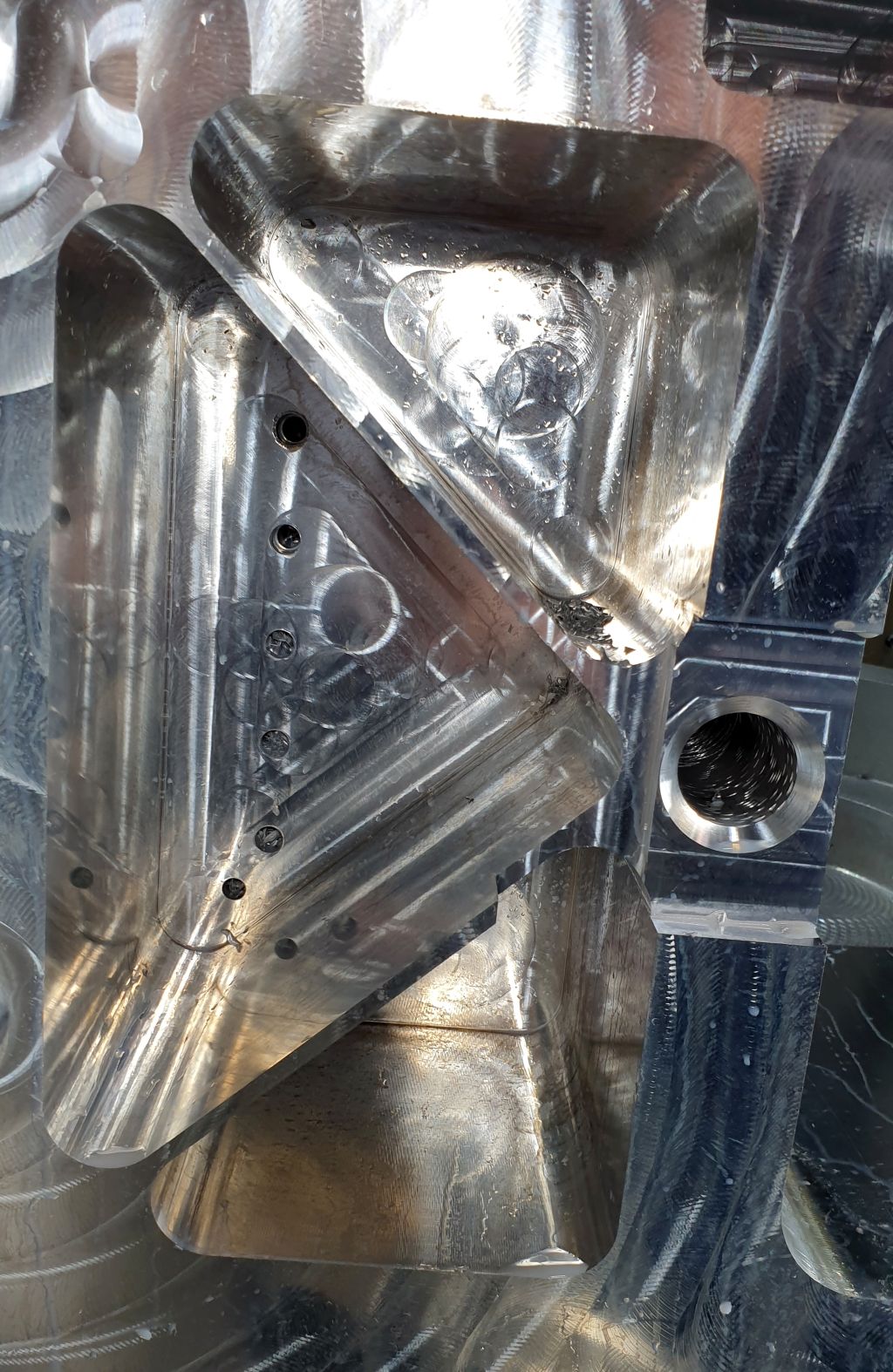
Si todas las piezas llegan como se previó, la máquina Hermle, que Behr adquirió específicamente para este tipo de mecanizados, estará ocupada solo con esto durante los próximos año y medio.
Sebastian Behr explica por qué el mecanizado inicialmente tomó tanto tiempo: 'Para alcanzar la calidad de superficie requerida, solo pudimos avanzar muy poco con las herramientas que teníamos. Eso consumió tiempo.' Los fabricantes enfrentaron problemas, especialmente con las numerosas cavidades profundas en la pieza, que no podían fabricarse de manera eficiente. 'En lugar de ir directamente a la profundidad, solo podíamos andar a tientas en cada cavidad', admite Behr. En busca de ayuda, finalmente se dirigió a Michael Bum, asesor técnico de INGERSOLL.
Nueva línea de productos PrimoLine

Bum introdujo dos novedades de INGERSOLL: la herramienta de desbaste 3729605 P3N2RM250A038L054R008W y la herramienta de acabado 3729341 P3N2FM250A153R002C de la nueva línea de productos PrimoLine. INGERSOLL ha desarrollado esta línea para el mecanizado altamente eficiente de aluminio y se basa en herramientas de carburo sólido con una nueva geometría de corte suave. Para el desbaste, el fabricante de herramientas utiliza un engranaje de cordón y equipa los fresadores con un recubrimiento innovador. Los separadores de virutas están diseñados para no solo producir virutas cortas, sino también prevenir el enganche de estas virutas. En las herramientas de acabado, el carburo pulido para el mecanizado de aluminio no está recubierto. Gracias a sus bordes afilados, estas herramientas también manejan bien con poco desbaste y funcionan sin vibraciones incluso a bajas velocidades de corte. Los desbastadores y acabadores están equipados de serie con refrigeración interna y están disponibles en el rango de diámetro de 6 a 25 mm hasta 6xD.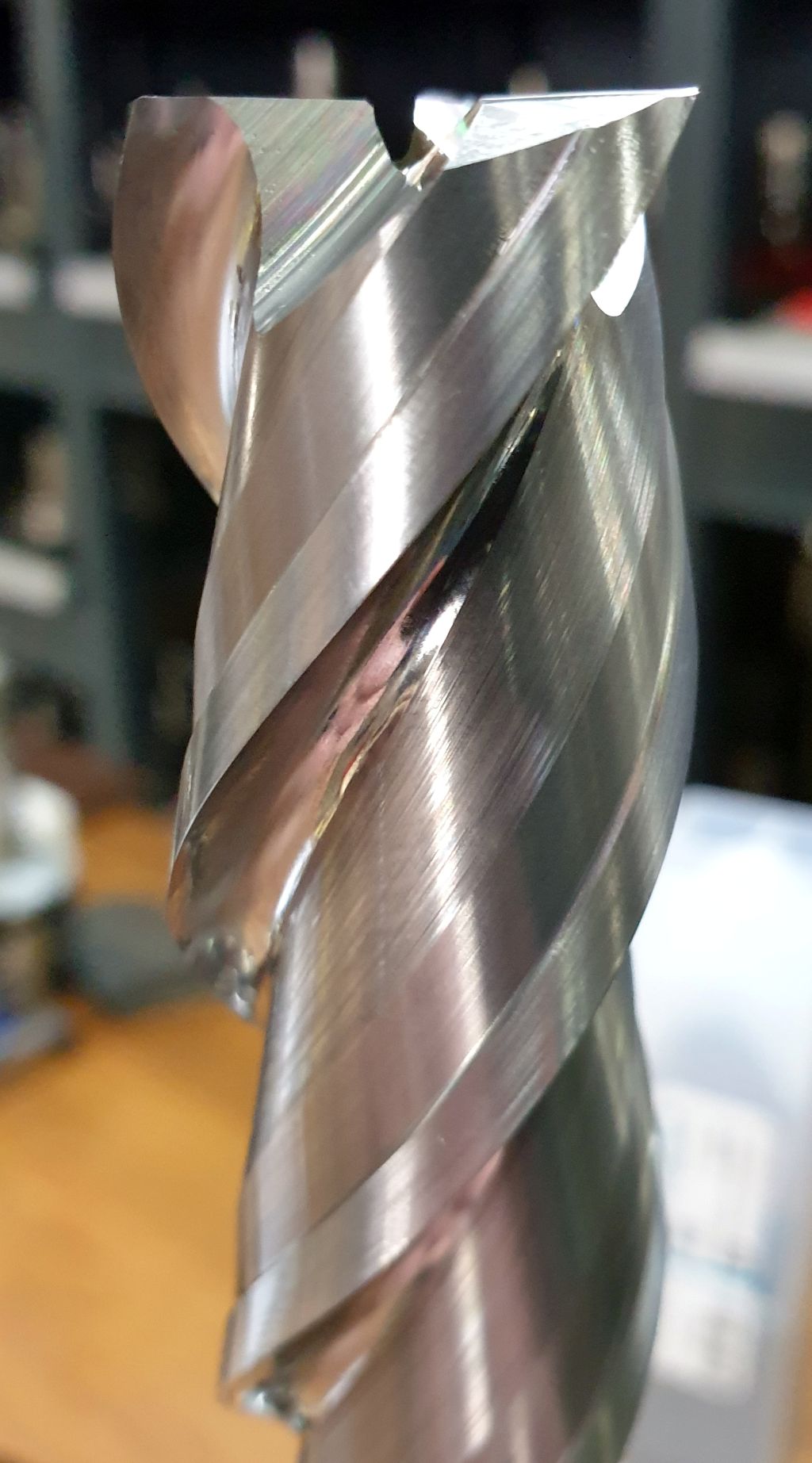
Aunque las herramientas nunca se habían utilizado en la práctica en una pieza comparable, se decidió hacer una prueba con ellas debido a los graves problemas de mecanizado en Behr. Siguiendo la recomendación de INGERSOLL, se eligieron desbastadores y acabadores con un diámetro de 25 mm y una longitud de 6xD, es decir, las herramientas más grandes de la nueva línea de productos.
La primera prueba en Múnich fue exitosa. Sobre todo, se cumplió la esperanza de poder profundizar en los bolsillos con las nuevas herramientas. "Lo especial de estas herramientas, especialmente del acabado, es que podemos alcanzar la profundidad total de 150 mm con una tolerancia de un décimo de milímetro de una sola vez", explica Michael Bum. "Aunque la herramienta tiene un poco más de envoltura en las esquinas, sigue funcionando muy suavemente."
Bolsillos profundos, paredes delgadas
A la profundidad de los bolsillos se sumó otro desafío: están muy juntos y el grosor de la pared entre ellos es relativamente pequeño, con 5,5 mm. A pesar de las grandes salientes, el desbaste ya funcionaba muy suavemente. Siguiendo la recomendación de INGERSOLL, se perforó primero para evitar que la herramienta oscilara en el movimiento helicoidal. Con esto, se logró un volumen de material removido de 700 cm3/min con la herramienta 6xD.
También en el acabado, la entrega de 150 mm no presentó problemas. La superficie generada fue excelente. Bum explica esto con la fase de soporte pronunciada, que también proporciona una alta suavidad en trabajos de paredes delgadas. Lo silencioso que fue, lo relata Sebastian Behr: "En el acabado, la herramienta es prácticamente inaudible en el corte. Estábamos frente a la máquina y tuvimos que mirar para convencernos de que el mecanizado ya estaba en marcha." La pieza pudo ser procesada con una precisión de 5 a 8 µ.
Si antes la fabricación de un bolsillo tardaba más de una hora, ahora solo se requieren unos pocos minutos. "Gracias a la nueva combinación con el desbastador y el acabado, hemos obtenido resultados increíbles", se alegra Sebastian Behr. "Hemos aumentado nuestra velocidad por un factor de 10." También se ha descartado la idea de haber invertido en una herramienta para casos muy especiales.
Las herramientas de la PrimoLine pueden estar estándar en la máquina para diversas tareas de fresado. "A esta herramienta no le importa cuán profundo sea el bolsillo", dice Bum.
El material exige la máxima seguridad del proceso

Además de una alta calidad de superficie y precisión, la fabricación de las piezas para el telescopio también depende mucho de la seguridad del proceso. Los errores no solo son inaceptables debido al largo tiempo de procesamiento, sino también por la dificultad de conseguir el material. La aleación de aluminio AlMgSi1 no es un material exótico, pero su uso en el dispositivo de medición plantea requisitos especiales sobre su pureza. Para que el análisis espectral no se distorsione más tarde, no se deben desgasificar otros elementos en la cámara de vacío.
Esto podría suceder con el material común en Europa que contiene material reciclado, por lo que la materia prima se importa de China. Allí se encuentra, según la información de Behr, la única fundición en el mundo que garantiza al cliente que la aleación no contiene material reciclado.
La colaboración entre Behr e INGERSOLL continuará, aunque ahora se ha logrado un procesamiento económico de tales piezas. Michael Bum anunció que aún quiere ajustar algunos detalles y seguir optimizando el procesamiento con la inclusión del TechCenter en Haiger. En un próximo paso, se podrían probar diferentes portaherramientas. Sebastian Behr admite que al principio habló poco con los especialistas en herramientas.
"En el futuro, buscaré la opinión de los expertos de inmediato cuando vea un problema", dice el director general.
Contacto:


