


On a mountain peak in Chile, the world's largest telescope with a mirror diameter of 39 meters is currently being constructed. While research promises a unique view into the depths of the universe, the production at Jakob Behr Maschinenfabrik GmbH & Co. KG in Munich is dealing with a very earthly problem: deep pockets in a component intended for the telescope. With new milling cutters, INGERSOLL WERKZEUGE GMBH provided a solution.

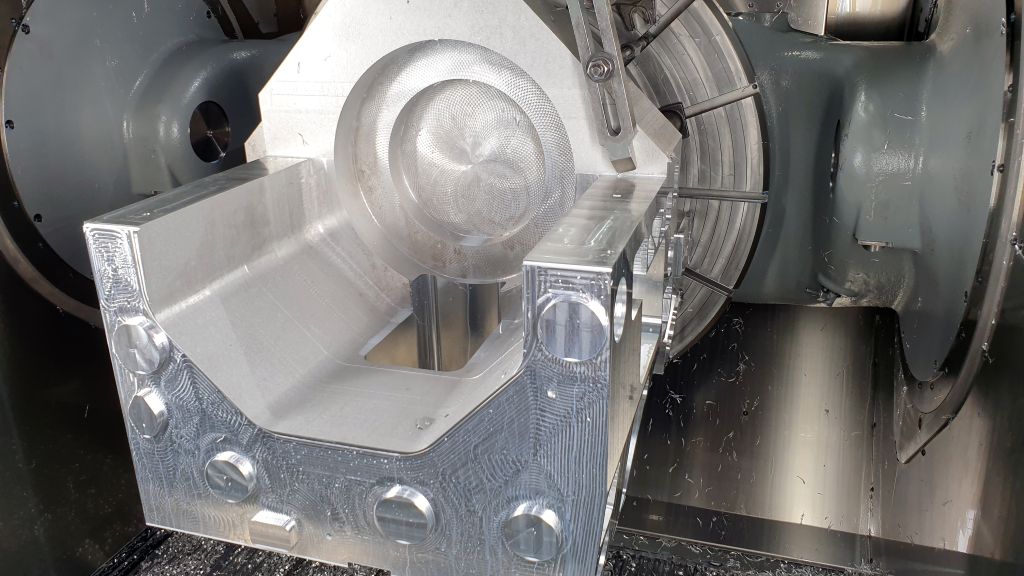
The back of the finished aluminum component strongly resembles an armchair in its shape. Inspired by this, company head Sebastian Behr takes a seat on the 'piece of furniture' and sits proudly in the workspace of his Hermle C 62 U MT. The playful scene somewhat obscures how intricate the front side of the part is, for which strict requirements for precision and surface quality had to be met during production.
The aluminum block is originally not a typical component for the family business founded by Jakob Behr in 1904, but it could indicate where the future is headed. The company started with the production of transmissions and lathes, later primarily designing and building impact machines.
Over the years, these machines were produced in increasingly larger versions, and with the machines, the machinery in the 3,000 square meter hall also changed, where large machines now dominate.
When the Munich company gradually stopped producing its own machines and fully focused on contract manufacturing, specializing in large parts became a logical step and proved to be a profitable niche for Behr.
The customer base primarily comes from mechanical and plant engineering, for which many welding constructions are processed. In recent years, there has been an increasing demand for aluminum. Large discs, rings, and cubic parts are to be processed.
Highest Precision for the Telescope

Particularly high precision is required in manufacturing when it comes to components for instrument construction. This is exactly what the aluminum part recently completed by Behr was commissioned for. It is intended for one of several measuring instruments that will be used at the Extremely Large Telescope (ELT) of the European Southern Observatory ESO in the Chilean Atacama Desert. With a mirror diameter of 39 meters, it is set to become the world's largest optical telescope. After ten years of construction, it is expected to be completed in 2027.
Metis is a multifunctional instrument that will observe space in the mid-infrared range after its installation on the ELT. It includes an adaptive optics sensor, a high-resolution spectrograph, and a high-contrast camera. The current aluminum component is intended for this instrument. Behr manufactured it on behalf of a Dutch research institution involved in the international large project.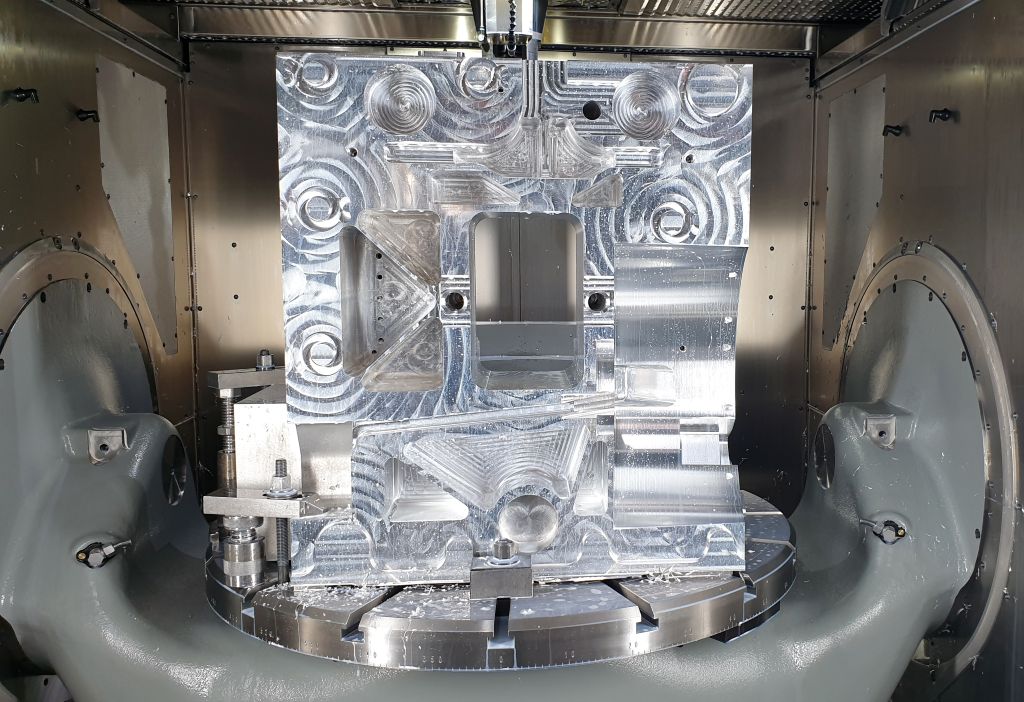
For the machining of the 950 x 900 x 850 mm large aluminum block, the Munich manufacturers needed about two and a half months. Sebastian Behr is quite satisfied with this, especially since the production of a very similar component that had been processed earlier took more than four months. 'While you can't directly compare the parts, we have definitely become significantly faster; things are moving forward,' Behr is pleased to say. From his perspective, this is also urgently needed, as a total of 20 components with very similar requirements are to be manufactured for the ELT.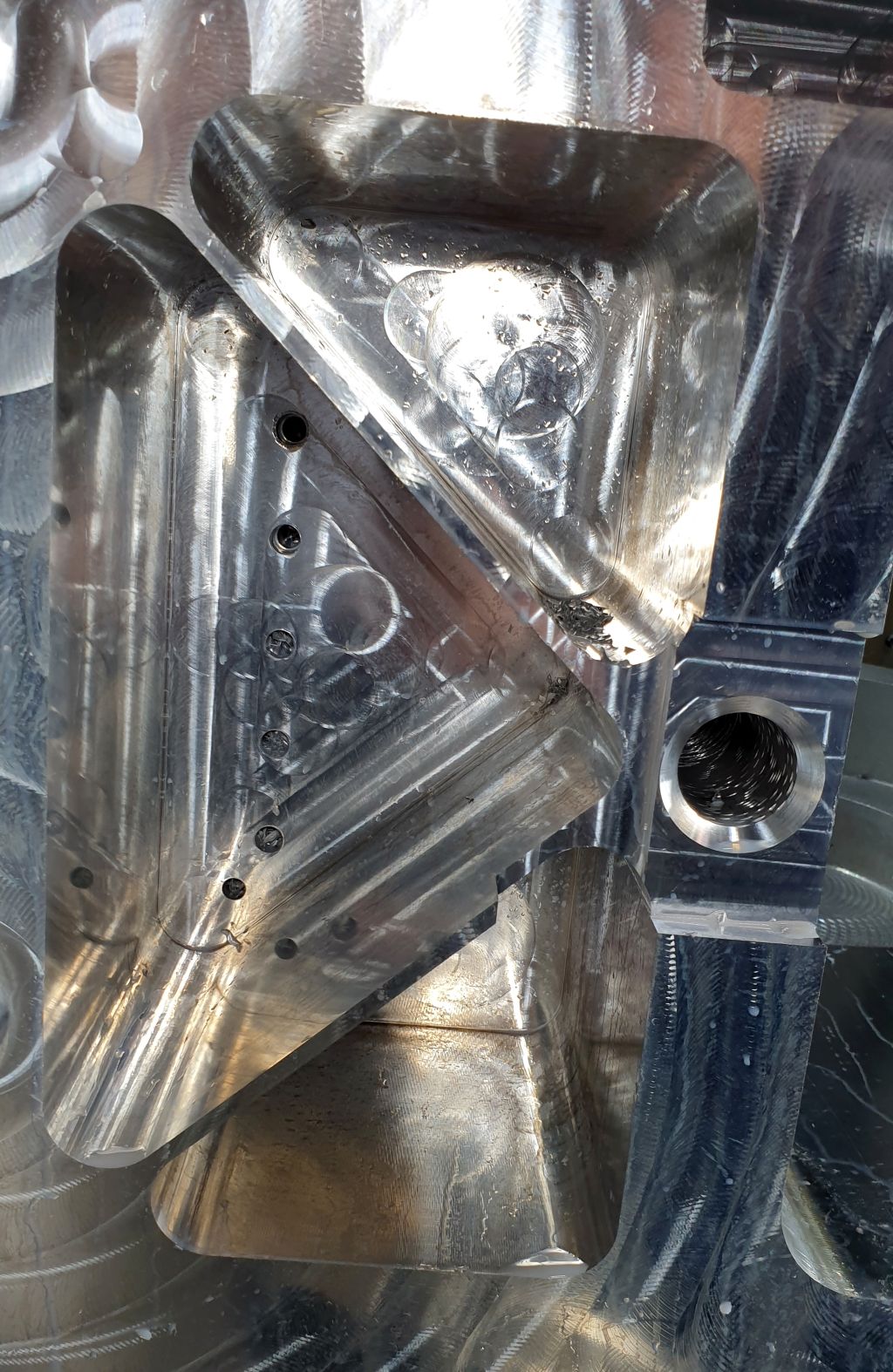
If all parts come out as intended, the Hermle machine, which Behr specifically purchased for such machining tasks, will be fully utilized for the next one and a half years.
Sebastian Behr explains why the machining initially took so long: 'To achieve the required surface quality, we could only make very little feed with the tools we had available. That consumed time.' The numerous deep pockets in the component posed particular problems for the manufacturers, as they could not be produced efficiently. 'Instead of going straight to the depth, we could only crawl around in each pocket,' Behr admits. Seeking help, he finally turned to Michael Bum, a technical consultant for INGERSOLL.
New Product Line PrimoLine

Bum introduced two innovations from INGERSOLL: the roughing tool 3729605 P3N2RM250A038L054R008W and the finishing tool 3729341 P3N2FM250A153R002C from the brand new product line PrimoLine. INGERSOLL developed this line for the high-efficiency machining of aluminum, relying on solid carbide tools with a new, soft-cutting geometry. For roughing, the tool manufacturer uses a cord tooth design and equips the milling cutters with an innovative coating. The chip breakers are designed not only to produce short chips but also to prevent these chips from getting stuck. For the finishing tools, the polished carbide for aluminum machining remains uncoated. Thanks to their sharp cutting edges, these tools also handle minimal allowances well and operate free of vibrations even at low cutting speeds. Roughing and finishing tools are standardly equipped with internal cooling and are available in the diameter range of 6 to 25 mm up to 6xD.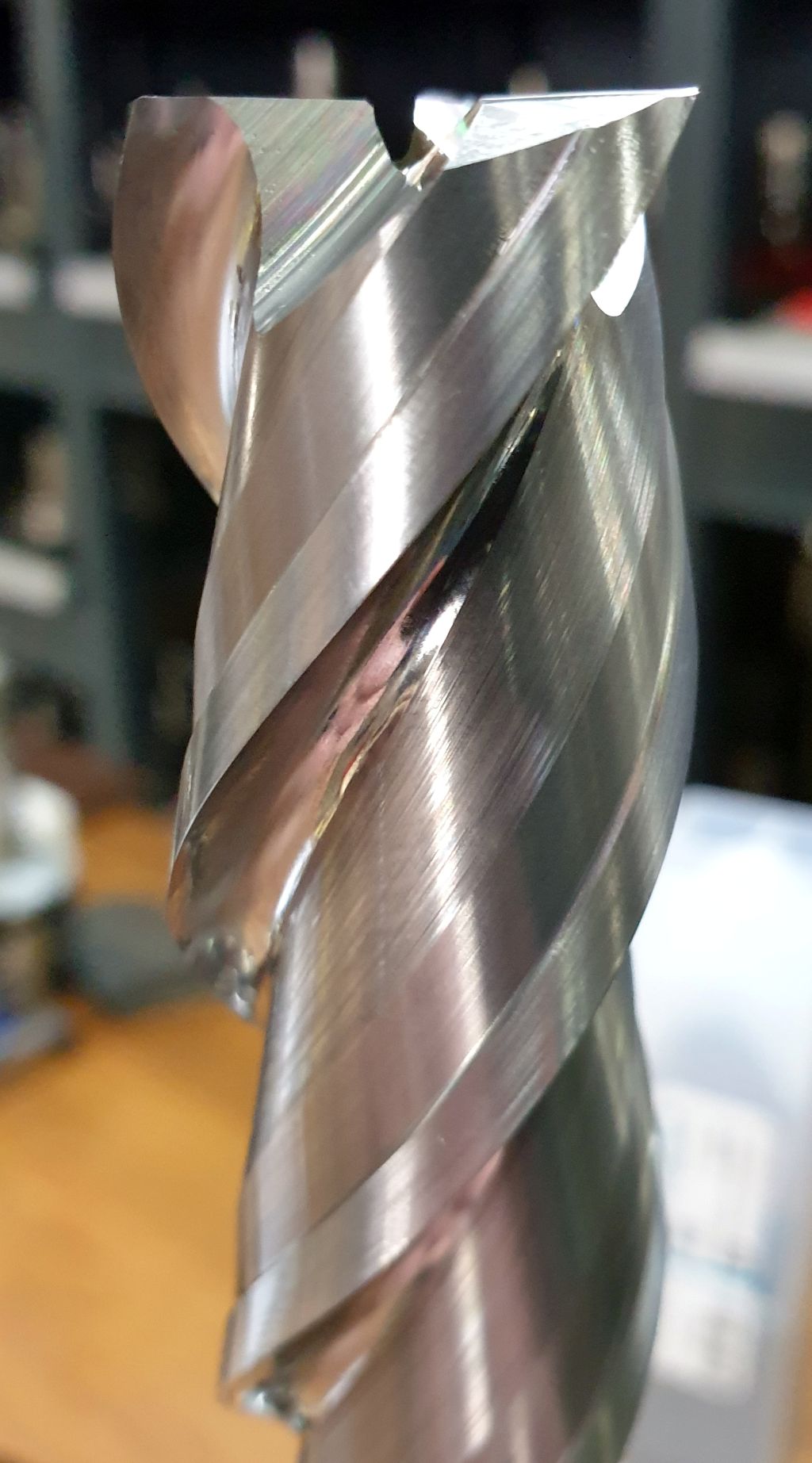
Although the tools had never been used in practice on a comparable component, a trial was attempted given the significant machining problems at Behr. Based on a recommendation from INGERSOLL, the choice fell on roughing and finishing tools with a diameter of 25 mm and a length of 6xD, which are the largest tools in the new product line.
The very first test in Munich was successful. Above all, the hope was fulfilled that with the new tools, we could go deep into the pockets right away. "The special thing about these tools, especially the finishing tool, is that we can achieve the full depth of 150 mm with a dimension of one-tenth of a millimeter all at once," explains Michael Bum. "Even though the tool gets a bit more engagement in the corners, it still runs very smoothly."
Deep pockets, thin walls
In addition to the depth of the pockets, there was another challenge: they are closely spaced, and the wall thickness in between is relatively small at 5.5 mm. Despite the high overhangs, the roughing was already running very smoothly. Following INGERSOLL's recommendation, pre-drilling was first done to avoid tool oscillation during the helical movement. With the 6xD tool, a material removal rate of 700 cm3/min was achieved.
Even with finishing, the feed of 150 mm posed no problems. The surface produced was excellent. Bum explains this with the pronounced support face, which ensures high running smoothness even in thin-walled machining. How quietly this was done is reported by Sebastian Behr: "During finishing, the tool is practically inaudible. We stood in front of the machine and had to look closely to convince ourselves that the machining was already in progress." The component could be machined with a precision of 5 to 8 microns.
Where it previously took more than an hour to create a pocket, now only a few minutes are required. "With the new combination of the roughing and finishing tools, we have achieved incredible results," says Sebastian Behr happily. "We have become ten times faster." The idea of having invested in a tool for very specific cases is also off the table.
The tools of the PrimoLine can be used for various milling tasks as standard in the machine. "This tool doesn't care how deep the pocket is," says Bum.
Material demands the highest process reliability

In addition to high surface quality and precision, process reliability is also very important in the manufacturing of components for the telescope. Errors are unacceptable not only because of the long processing time but also due to the difficult-to-source material. The aluminum alloy AlMgSi1 is not an exotic material, but its use in the measuring device imposes special requirements on its purity. To ensure that the spectral analysis is not distorted later, no other elements may outgas in the vacuum chamber.
This could happen with the commonly used material in Europe that contains recycled content, which is why the raw material is imported from China. According to Behr's information, there is the only foundry in the world that guarantees the customer that the alloy contains no recycled material.
The collaboration between Behr and INGERSOLL will continue, even though an economical processing of such components has now been achieved. Michael Bum announced that he wants to fine-tune a few more details and continue optimizing the processing with the involvement of the TechCenter in Haiger. In the next step, different tool holders could be tested. Sebastian Behr admits that he initially spoke too little with the tool specialists.
"In the future, I will seek expert opinions right away when I see a problem," says the managing director.
Contact:


