


Sulla cima di una montagna in Cile si sta costruendo il telescopio più grande del mondo con un diametro dello specchio di 39 metri. Mentre la ricerca promette qui uno sguardo unico nelle profondità dell'universo, la produzione della Jakob Behr Maschinenfabrik GmbH & Co. KG a Monaco ha a che fare con un problema molto terrestre: tasche profonde in un componente destinato al telescopio. Con nuovi fresatori, la INGERSOLL WERKZEUGE GMBH ha fornito una soluzione.

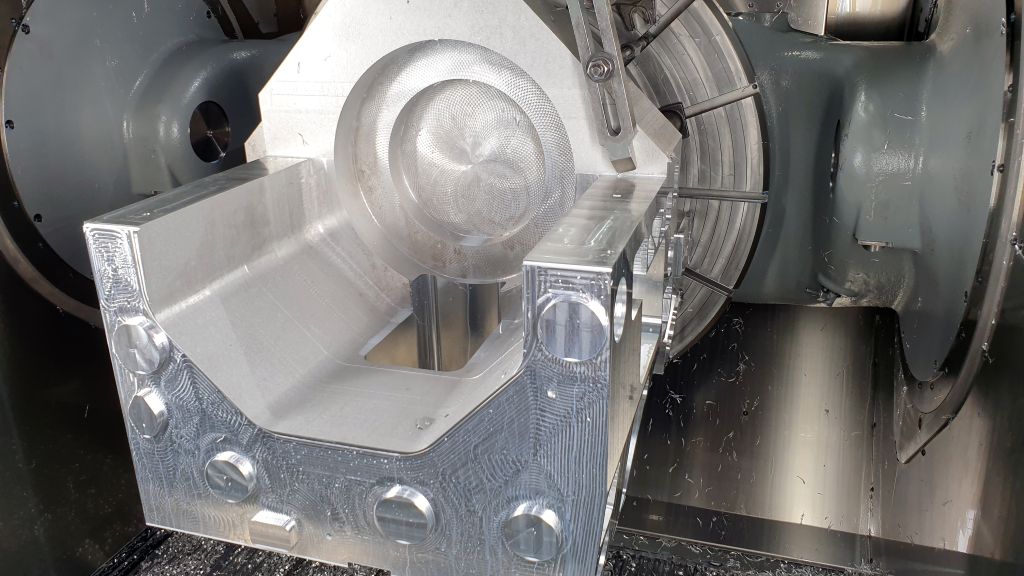
Il retro del componente in alluminio finito ricorda molto la forma di una poltrona. Ispirato da ciò, il titolare dell'azienda Sebastian Behr si siede senza pensarci due volte sul "mobile da seduta" e si erge nell'area di lavoro della sua Hermle C 62 U MT. La scena tardiva nasconde un po' quanto sia filigranata la parte anteriore del pezzo, la cui produzione ha dovuto rispettare requisiti rigorosi in termini di precisione e qualità della superficie.
Il blocco di alluminio non è originariamente un componente tipico per l'azienda familiare fondata nel 1904 da Jakob Behr, ma potrebbe mostrare la direzione futura. L'azienda ha iniziato con la produzione di trasmissioni e torni, in seguito sono state progettate e costruite principalmente macchine per colpi.
Queste macchine sono state prodotte nel corso degli anni in versioni sempre più grandi e con le macchine è cambiato anche il parco macchine nella hall di 3.000 metri quadrati, dove oggi dominano le macchine di grandi dimensioni.
Quando l'azienda di Monaco ha gradualmente interrotto la produzione di macchine proprie e si è dedicata completamente alla produzione su commissione, la specializzazione in grandi componenti è stata ovvia e si è rivelata una nicchia redditizia per Behr.
La clientela proviene principalmente dal settore della costruzione di macchine e impianti, per il quale vengono lavorate molte costruzioni saldate. Negli ultimi anni è aumentata la richiesta di alluminio. Si devono lavorare grandi dischi, anelli e parti cubiche.
Massima precisione per il telescopio

La produzione richiede una precisione particolarmente elevata quando si tratta di componenti per la costruzione di strumenti. Proprio per questo è stato commissionato il pezzo in alluminio recentemente completato da Behr. È destinato a uno dei diversi strumenti di misura che verranno utilizzati nell'Extremely Large Telescope (ELT) dell'Osservatorio Astronomico Europeo ESO nel deserto di Atacama in Cile. Con un diametro dello specchio di 39 metri, dovrebbe diventare il telescopio ottico più grande del mondo. Dopo dieci anni di costruzione, si prevede che sarà completato nel 2027.
Metis è uno strumento multifunzionale che, dopo la sua installazione all'ELT, osserverà lo spazio nella gamma dell'infrarosso medio. Comprende un sensore ottico adattivo, uno spettrografo ad alta risoluzione e una fotocamera ad alto contrasto. L'attuale componente in alluminio è destinato a questo strumento. Behr lo ha realizzato su commissione di un'istituzione di ricerca olandese coinvolta nel grande progetto internazionale.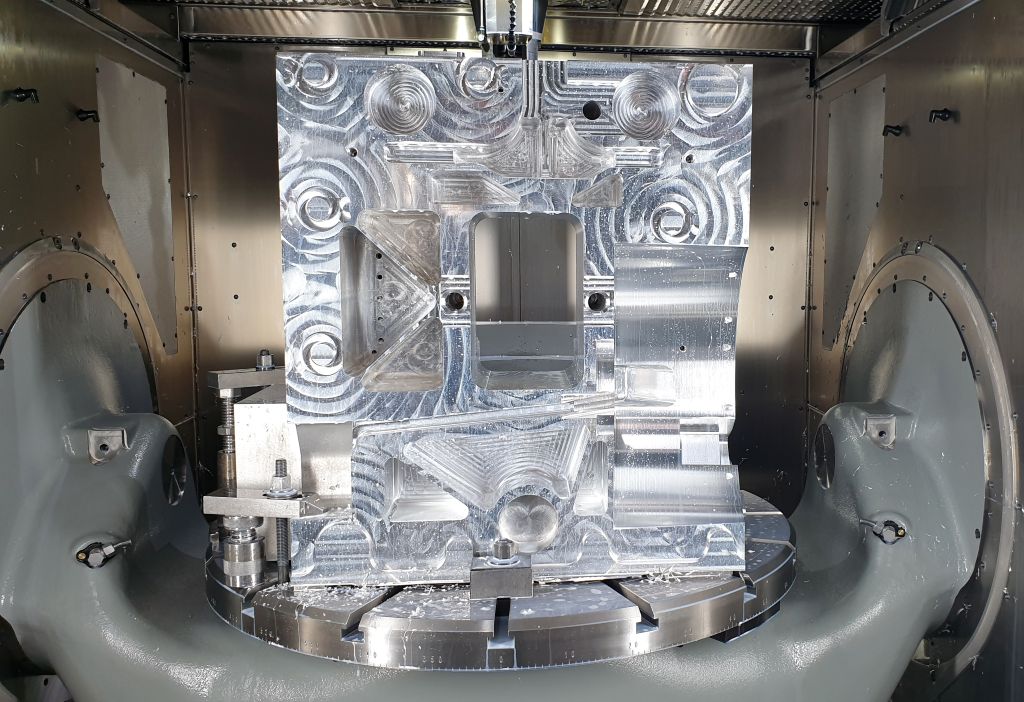
Per la lavorazione del blocco di alluminio di 950 x 900 x 850 mm, i produttori di Monaco hanno impiegato circa due mesi e mezzo. Sebastian Behr è molto soddisfatto, considerando che la produzione di un pezzo molto simile, lavorato in precedenza, ha richiesto oltre quattro mesi. "Non si possono confrontare direttamente i pezzi, ma siamo sicuramente diventati molto più veloci, stiamo andando avanti", si rallegrano Behr. Questo è anche urgentemente necessario, poiché in totale devono essere prodotti 20 componenti con requisiti molto simili per l'ELT.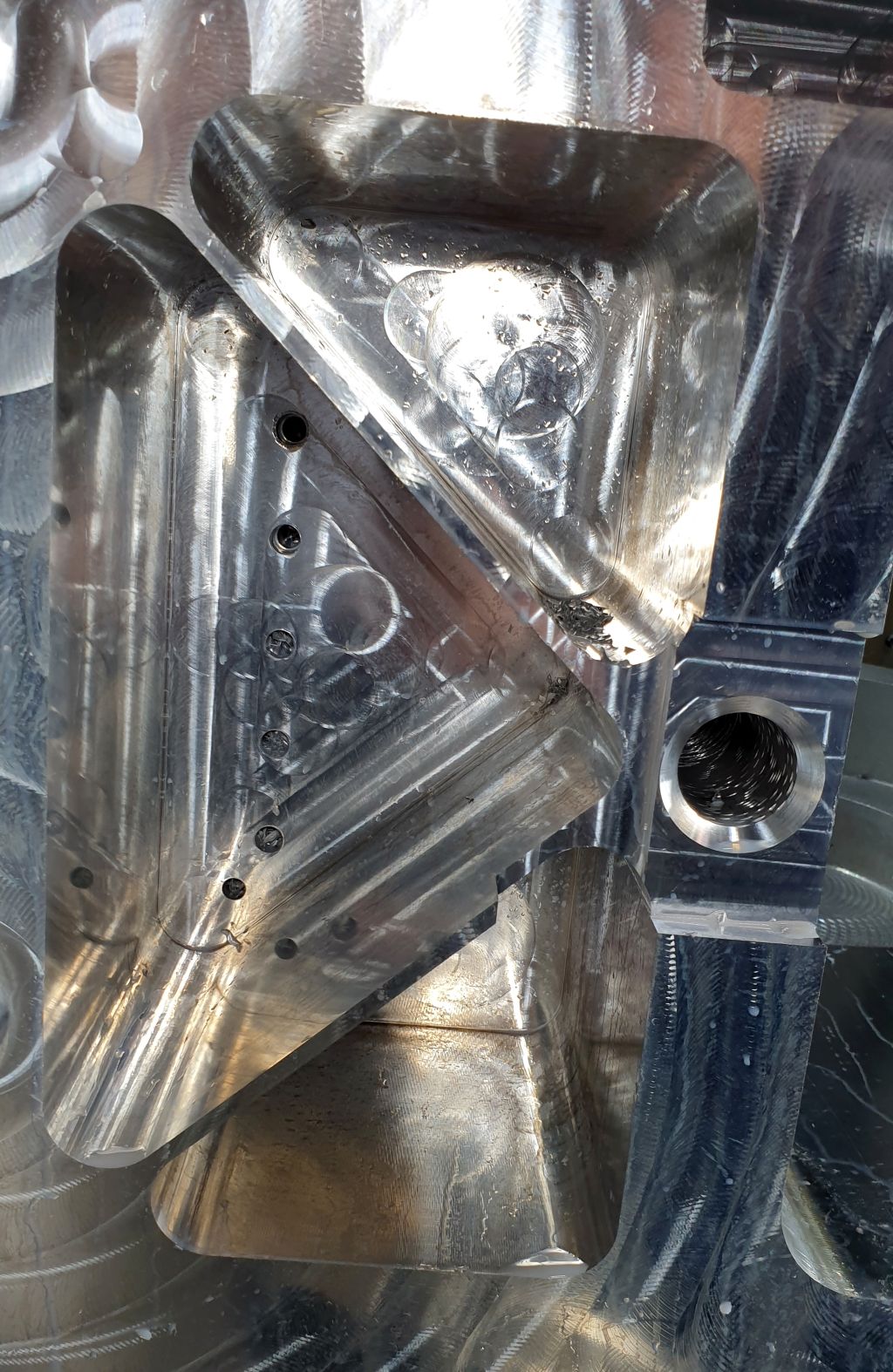
Se tutti i pezzi arrivano come previsto, la macchina Hermle, che Behr ha acquistato appositamente per tali lavorazioni, sarà occupata solo con questo per i prossimi un anno e mezzo.
Sebastian Behr spiega perché la lavorazione ha impiegato inizialmente così tanto tempo: "Per raggiungere la qualità della superficie richiesta, con gli utensili a nostra disposizione potevamo effettuare solo pochissimi passaggi. Questo ha poi consumato tempo." I produttori hanno avuto soprattutto problemi con le numerose tasche profonde nel componente, che non potevano essere prodotte in modo efficiente. "Invece di andare subito in profondità, potevamo solo muoverci in ogni tasca", ammette Behr. Cercando aiuto, si è infine rivolto a Michael Bum, consulente tecnico per INGERSOLL.
Nuova linea di prodotti PrimoLine

Bum ha introdotto due novità di INGERSOLL: l'utensile da sgrossatura 3729605 P3N2RM250A038L054R008W e l'utensile da finitura 3729341 P3N2FM250A153R002C della nuovissima linea di prodotti PrimoLine. INGERSOLL ha sviluppato questa linea per la lavorazione altamente efficiente dell'alluminio e utilizza utensili in metallo duro integrale con una nuova geometria a taglio morbido. Per la sgrossatura, il produttore di utensili utilizza un profilo a corda e riveste i fresatori con un rivestimento innovativo. I separatori dei trucioli sono progettati in modo tale da non solo produrre trucioli corti, ma anche prevenire l'intreccio di questi trucioli. Negli utensili da finitura, il metallo duro lucidato per la lavorazione dell'alluminio rimane non rivestito. Grazie ai loro bordi affilati, questi utensili si comportano bene anche con piccole tolleranze e lavorano senza vibrazioni anche a basse velocità di taglio. Gli utensili da sgrossatura e da finitura sono dotati di raffreddamento interno di serie e disponibili nel range di diametro da 6 a 25 mm fino a 6xD.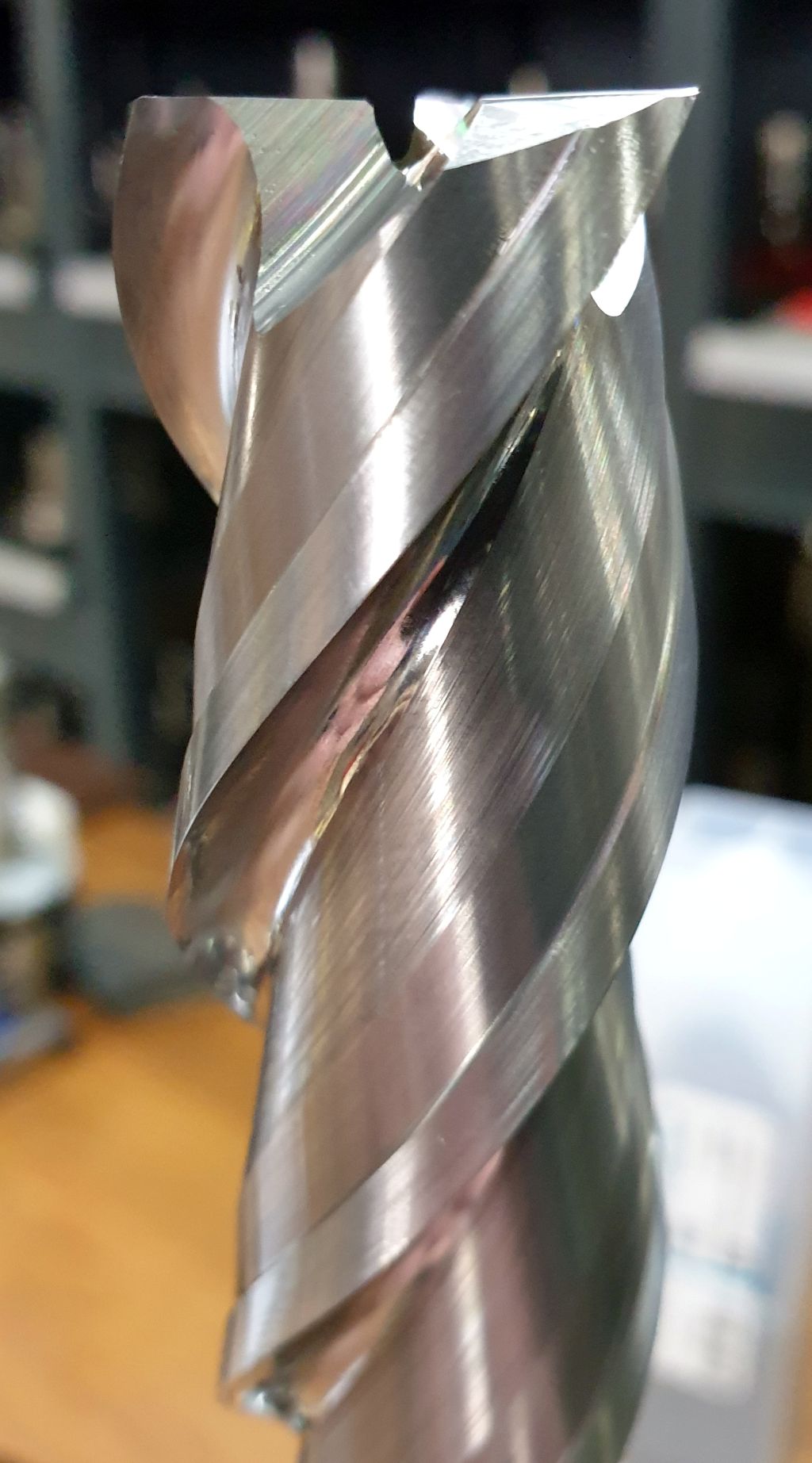
Sebbene gli utensili non siano mai stati utilizzati in pratica su un componente comparabile, si è deciso di tentare un esperimento con essi a causa dei gravi problemi di lavorazione riscontrati da Behr. Su raccomandazione di INGERSOLL, si è optato per fresatori e finitori con un diametro di 25 mm e una lunghezza di 6xD, quindi gli utensili più grandi della nuova linea di prodotti.
Il primo test a Monaco è stato un successo. In particolare, si è realizzata la speranza di poter lavorare in profondità nelle tasche con i nuovi strumenti. "La particolarità di questi strumenti, soprattutto per il finitore, è che possiamo raggiungere la profondità massima di 150 mm con una tolleranza di un decimo di millimetro in un solo passaggio", spiega Micheal Bum. "Anche se lo strumento ha un po' più di avvolgimento negli angoli, funziona ancora molto tranquillamente."
Tasche profonde, pareti sottili
Oltre alla profondità delle tasche, c'era un'altra sfida: sono molto vicine tra loro e lo spessore delle pareti intermedie è relativamente piccolo, con 5,5 mm. Nonostante le lunghezze sporgenti, la sgrossatura è avvenuta in modo molto tranquillo. Su raccomandazione di INGERSOLL, è stato inizialmente effettuato un preforo per evitare oscillazioni dello strumento durante il movimento a elica. Con lo strumento 6xD è stato raggiunto un volume di truciolo di 700 cm3/min.
Anche durante la finitura, l'impostazione di 150 mm non ha presentato problemi. La superficie ottenuta era eccellente. Bum spiega che ciò è dovuto alla fase di supporto pronunciata, che garantisce un'elevata stabilità anche nelle lavorazioni a parete sottile. Quanto fosse silenziosa questa operazione, lo racconta Sebastian Behr: "Durante la finitura, lo strumento è praticamente impercettibile. Stavamo davanti alla macchina e dovevamo guardare per assicurarci che la lavorazione fosse già in corso." Il componente è stato lavorato con una precisione di 5-8 µ.
Se prima la realizzazione di una tasca richiedeva più di un'ora, ora bastano solo pochi minuti. "Grazie alla nuova combinazione con lo sgrossatore e il finitore, abbiamo ottenuto risultati straordinari", si rallegrano Sebastian Behr. "Siamo diventati dieci volte più veloci." È anche svanito il pensiero di aver investito in uno strumento per casi molto specifici.
Gli strumenti della PrimoLine possono essere standardizzati per vari compiti di fresatura in macchina. "A questo strumento non importa quanto profonda sia la tasca", afferma Bum.
Il materiale richiede la massima sicurezza del processo

Oltre a un'elevata qualità superficiale e precisione, nella produzione dei componenti per il telescopio è fondamentale anche la sicurezza del processo. Gli errori non sono tollerabili non solo a causa del lungo tempo di lavorazione, ma anche per la difficoltà di approvvigionamento del materiale. La lega di alluminio AlMgSi1 non è un materiale esotico, ma l'uso nel dispositivo di misurazione pone requisiti particolari sulla sua purezza. Affinché l'analisi spettrale non venga distorta in seguito, non devono essere presenti altri elementi che possano fuoriuscire nella camera a vuoto.
Questo potrebbe accadere con il materiale comune in Europa con contenuto riciclato, motivo per cui la materia prima viene importata dalla Cina. Lì si trova, secondo le informazioni di Behr, l'unica fonderia al mondo che garantisce al cliente che la lega non contiene materiale riciclato.
La collaborazione tra Behr e INGERSOLL continuerà, anche se ora è stata raggiunta una lavorazione economica di tali componenti. Michael Bum ha annunciato di voler ancora lavorare su alcuni dettagli e ottimizzare ulteriormente la lavorazione coinvolgendo il TechCenter di Haiger. In un prossimo passo, potrebbero essere testati diversi portautensili. Sebastian Behr ammette di aver parlato inizialmente troppo poco con gli specialisti degli utensili.
"In futuro chiederò subito il parere degli esperti quando vedo un problema", afferma il direttore.
Contatto:


