


Egy chilei hegycsúcson készül éppen a világ legnagyobb távcsöve, amelynek tükörátmérője 39 méter. Miközben a kutatás itt egyedülálló betekintést ígér a világűr mélységeibe, a müncheni Jakob Behr Maschinenfabrik GmbH & Co. KG egy egészen földi problémával foglalkozik: mély zsebek egy, a távcső számára készült alkatrészben. Az INGERSOLL WERKZEUGE GMBH új marókkal segített a megoldásban.

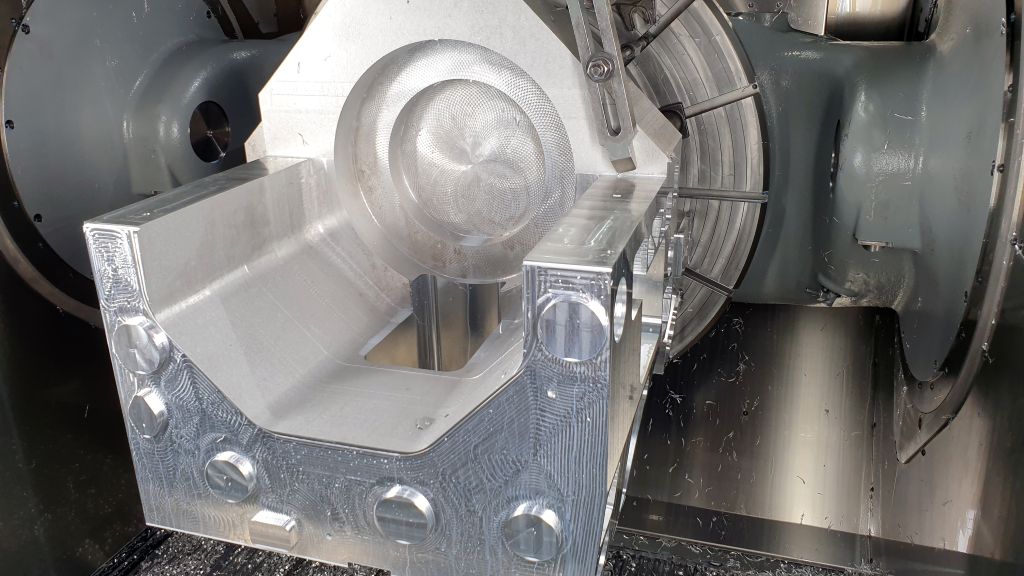
A kész alumínium alkatrész hátoldala formájával erősen emlékeztet egy székre. Ebből az ihletből merítve, a cégvezető Sebastian Behr gyorsan helyet foglal a „ülőbútoron”, és trónol a Hermle C 62 U MT munkaterében. A szórakoztató jelenet némileg eltereli a figyelmet arról, mennyire filigrán a rész elülső oldala, amelynek gyártása során szigorú követelményeket kellett betartani a precizitás és a felületi minőség tekintetében.
Az alumínium blokk eredetileg nem tipikus alkatrész a 1904-ben Jakob Behr által alapított családi vállalkozás számára, de megmutathatja, merre tart a jövő. A vállalat a hajtóművek és esztergagépek gyártásával kezdte, később elsősorban ütőgépeket terveztek és építettek.
Ezeket a gépeket az évek során egyre nagyobb kivitelben gyártották, és a gépekkel együtt a 3.000 négyzetméteres csarnok gépparkja is átalakult, ahol ma már a nagygépek dominálnak.
Amikor a müncheni vállalat fokozatosan leállította saját gépeinek gyártását, és teljesen a bérgyártásra összpontosított, a nagyméretű alkatrészekre való specializálódás kézenfekvő volt, és Behr számára jövedelmező piaci résnek bizonyult.
A vevőkör elsősorban a gép- és berendezésgyártásból származik, ahol sok hegesztett szerkezetet dolgoznak fel. Az elmúlt években egyre nagyobb kereslet mutatkozott az alumínium iránt. Feldolgozandóak nagy tányérok, gyűrűk és kocka alakú alkatrészek.
Legmagasabb precizitás a távcsőhöz

Különösen magas precizitásra van szükség a gyártás során, amikor az instrumentációs alkatrészekről van szó. Pontosan ezért készült el a Behr által most befejezett alumínium alkatrész. Biztosan az Európai Déli Obszervatórium (ESO) chilei Atacama sivatagában működő Extremely Large Telescope (ELT) egyik mérőműszeréhez készült. A 39 méteres tükörátmérőjével a világ legnagyobb optikai távcsöve lesz. Tíz év építkezés után várhatóan 2027-re fejezik be.
A Metis egy multifunkciós eszköz, amely az ELT telepítése után a középső infravörös tartományban fogja megfigyelni az űrt. Tartalmaz egy adaptív optikai érzékelőt, egy nagy felbontású spektográfot és egy kontrasztos kamerát. A jelenlegi alumínium alkatrész ezen eszköz számára készült. A Behr egy holland kutatóintézet megbízásából készítette, amely részt vesz a nemzetközi nagyszabású projektben.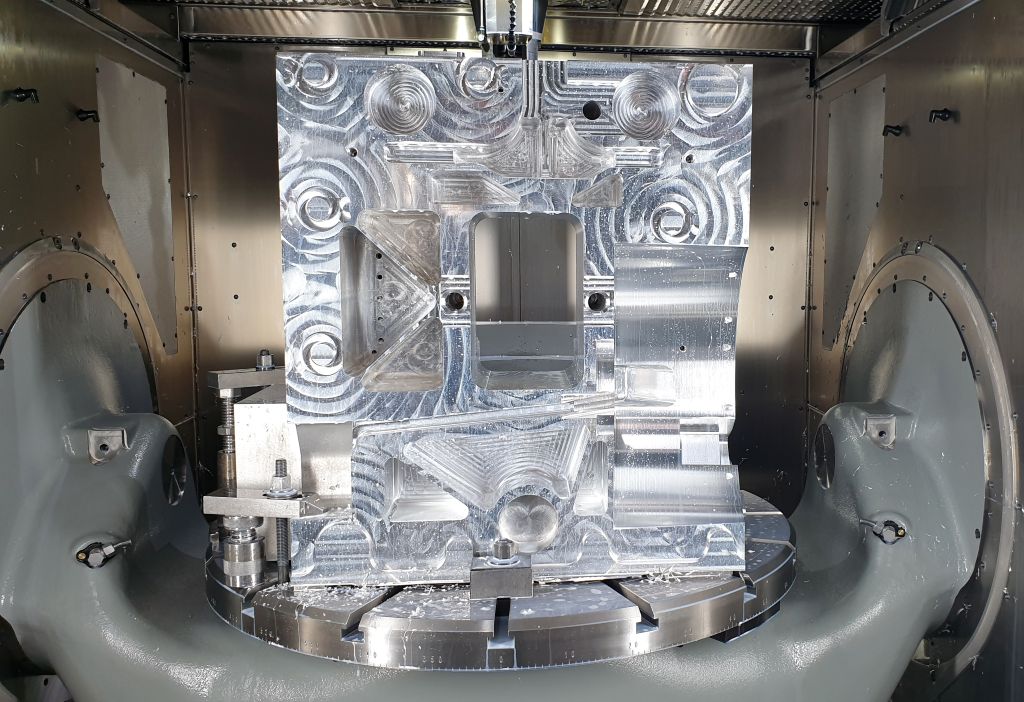
A 950 x 900 x 850 mm méretű alumínium blokk megmunkálásához a müncheni gyártóknak körülbelül másfél hónapra volt szükségük. Ezzel Sebastian Behr teljesen elégedett, hiszen egy hasonló alkatrész előállítása, amelyet korábban dolgoztak fel, még több mint négy hónapig tartott. „A darabokat ugyan nem lehet közvetlenül összehasonlítani, de mindenképpen sokkal gyorsabbak lettünk, haladunk előre” – örül Behr. Véleménye szerint ez sürgősen szükséges, mivel összesen 20, hasonló követelményekkel rendelkező alkatrészt kell előállítani az ELT számára.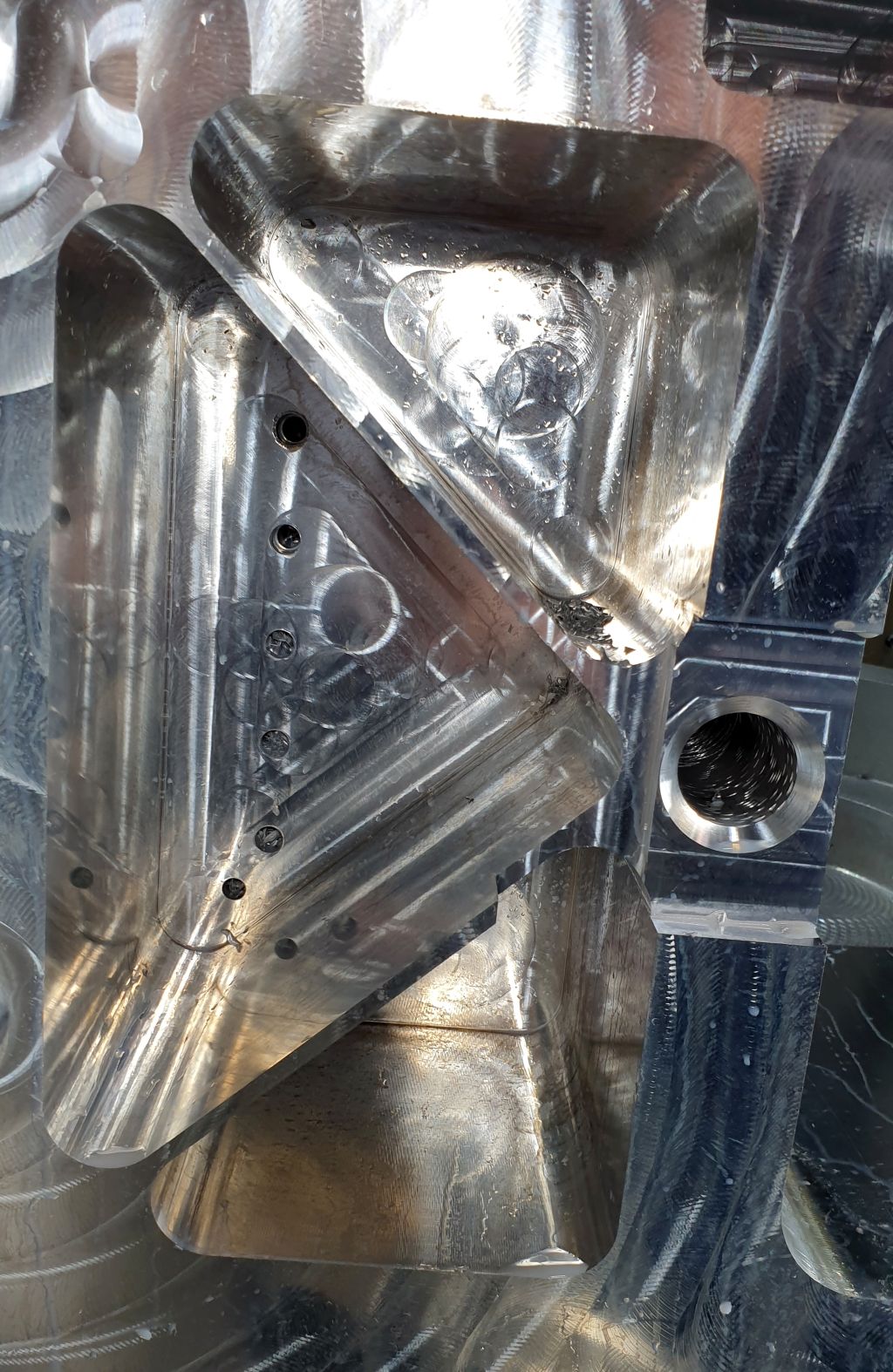
Ha minden alkatrész a tervek szerint érkezik, akkor a Hermle gép, amelyet Behr kifejezetten az ilyen feldolgozásokhoz újonnan beszerzett, önállóan másfél évre elegendő munkát biztosít.
Sebastian Behr elmagyarázza, miért tartott olyan sokáig a megmunkálás: „Ahhoz, hogy elérjük a szükséges felületi minőséget, a rendelkezésünkre álló szerszámokkal csak nagyon kis előtolást tudtunk alkalmazni. Ez aztán elvitte az időt.” A gyártónak különösen a sok mély zseb okozott problémát, amelyeket nem hatékonyan tudtak előállítani. „Ahelyett, hogy egyből mélyre mentünk volna, minden zsebben csak körbe-körbe tudtunk mászkálni” - ismeri el Behr. Segítséget keresve végül Michael Bumhoz fordult, az INGERSOLL műszaki tanácsadójához.
Új termékcsalád: PrimoLine

A Bum két újdonságot hozott be az INGERSOLL-tól: a 3729605 P3N2RM250A038L054R008W marószerszámot és a 3729341 P3N2FM250A153R002C simító szerszámot az új PrimoLine termékcsaládból. Az INGERSOLL ezt a vonalat a nagy hatékonyságú alumínium megmunkálására fejlesztette ki, és teljes keményfém szerszámokra épít, amelyek új, lágy vágású geometriával rendelkeznek. A marószerszámok esetében a szerszámgyártó zsinórfogazást alkalmaz, és innovatív bevonattal látja el a marókat. A forgácsmegosztók úgy vannak kialakítva, hogy ne csak rövid forgácsokat termeljenek, hanem megakadályozzák a forgácsok elakadását is. A simító szerszámok esetében a polírozott keményfém bevonat nélkül marad az alumínium megmunkálásához. Éles vágóéleiknek köszönhetően ezek a szerszámok kis levonatokkal is jól boldogulnak, és alacsony vágási sebességek mellett is rezgésmentesen dolgoznak. A marók és simítók alapfelszereltségként belső hűtéssel rendelkeznek, és 6-25 mm átmérőig 6xD-ig elérhetők.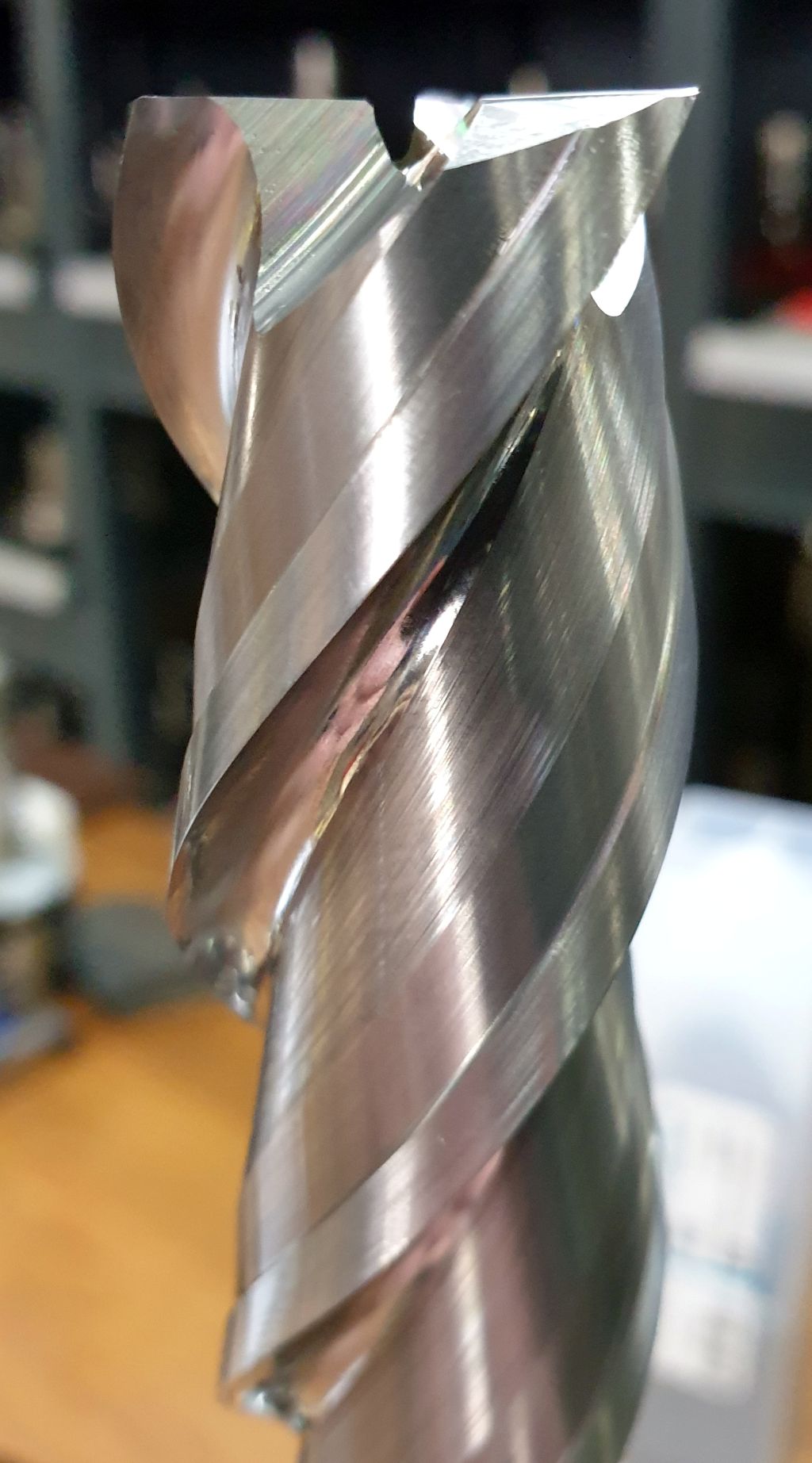
Bár a szerszámokat a gyakorlatban még soha nem használták hasonló alkatrészen, a Behr-nél tapasztalt súlyos megmunkálási problémák miatt kísérletet tettek velük. Az INGERSOLL ajánlása alapján a választás a 25 mm átmérőjű, 6xD hosszúságú marókra és simítókra esett, tehát az új termékcsalád legnagyobb szerszámaira.
A müncheni első teszt sikeresen zajlott. Főleg az a remény teljesült, hogy az új szerszámokkal mélyebbre tudunk menni a zsebekben. „Ami különleges ezekben a szerszámokban, főleg a simító esetében, az az, hogy a teljes 150 mm mélységet egy tizedmilliméteres méretben egyszerre tudjuk beállítani” - magyarázza Micheal Bum. „Bár a szerszám a sarkokban kicsit jobban körbefogja, még mindig nagyon csendesen működik.”
Mélységi zsebek, vékony falak
A zsebek mélysége mellett egy újabb kihívás is adódott: szorosan egymás mellett helyezkednek el, és a közöttük lévő falvastagság 5,5 mm-rel viszonylag kicsi. A magas túlnyúlások ellenére a marás már nagyon csendesen zajlott. Az INGERSOLL ajánlására először előfúrtak, hogy elkerüljék a szerszám rezgését a helix mozgás során. Így a 6xD szerszámmal 700 cm3/min időtartamú térfogatot értek el.
A simítás során a 150 mm-es beállítás sem okozott problémát. A létrehozott felület kiváló volt. Bum ezt az erőteljes támaszfázissal magyarázza, amely a vékony falú megmunkálások esetén is magas futási csendességet biztosít. Milyen csendesen zajlott, arról Sebastian Behr számolt be: „A simítás során a szerszám a vágásban gyakorlatilag nem hallható. A gép előtt álltunk, és néznünk kellett, hogy megbizonyosodjunk arról, hogy a forgácsolás már folyik.” A komponenst 5-8 µ precizitással tudták megmunkálni.
Ha korábban egy zseb elkészítése több mint egy órát vett igénybe, most már csak néhány percre van szükség. „Az új kombinációnak a maróval és simítóval köszönhetően őrületes eredményeket értünk el” - örül Sebastian Behr. „Ezáltal tízszer gyorsabbak lettünk.” Az a gondolat is eltűnt, hogy itt egy nagyon speciális esetekre szánt szerszámba fektettünk be.
A PrimoLine szerszámok különféle marási feladatokhoz standard módon a gépben lehetnek. „Ennek a szerszámnak mindegy, hogy milyen mély a zseb” - mondja Bum.
Az anyag a legmagasabb folyamatbiztonságot követeli meg

A teleszkóp alkatrészeinek gyártásánál a magas felületi minőség és precizitás mellett a folyamatbiztonság is nagyon fontos. A hibák nemcsak a hosszú megmunkálási idő miatt tilosak, hanem a nehezen beszerezhető anyag miatt is. Az AlMgSi1 ötvözet nem egzotikus anyag, de a mérőeszközben való használata különleges követelményeket támaszt a tisztaságával szemben. Ahhoz, hogy a spektrális elemzés később ne torzuljon, a vákuumkamrában nem szabad más elemeknek kiáramlaniuk.
Ez a helyzet a Európában elterjedt, újrahasznosított anyagokkal is megtörténhet, ezért a nyersanyagot Kínából importálják. Behr információi szerint ott található a világ egyetlen öntödéje, amely garantálja az ügyfélnek, hogy az ötvözet nem tartalmaz újrahasznosított anyagot.
Az együttműködés Behr és INGERSOLL között folytatódni fog, még akkor is, ha most már gazdaságosan megvalósítható ilyen alkatrészek gyártása. Michael Bum bejelentette, hogy még néhány beállításon szeretne finomítani, és a TechCenter Haiger bevonásával tovább optimalizálni a megmunkálást. A következő lépésben például különböző szerszámtartókat tesztelhetnek. Sebastian Behr elismeri, hogy kezdetben túl keveset beszélt a szerszámspecialistákkal.
„A jövőben azonnal kikérem a szakértők véleményét, ha problémát látok” - mondja az ügyvezető.
Kapcsolat:


