


Pe un vârf de munte din Chile se construiește cel mai mare telescop din lume, cu un diametru al oglinzii de 39 de metri. În timp ce cercetarea își promite o privire unică în adâncurile universului, fabrica de mașini Jakob Behr GmbH & Co. KG din München se confruntă cu o problemă foarte pământească: găuri adânci într-o componentă destinată telescopului. Cu ajutorul unor freze noi, INGERSOLL WERKZEUGE GMBH a găsit o soluție.

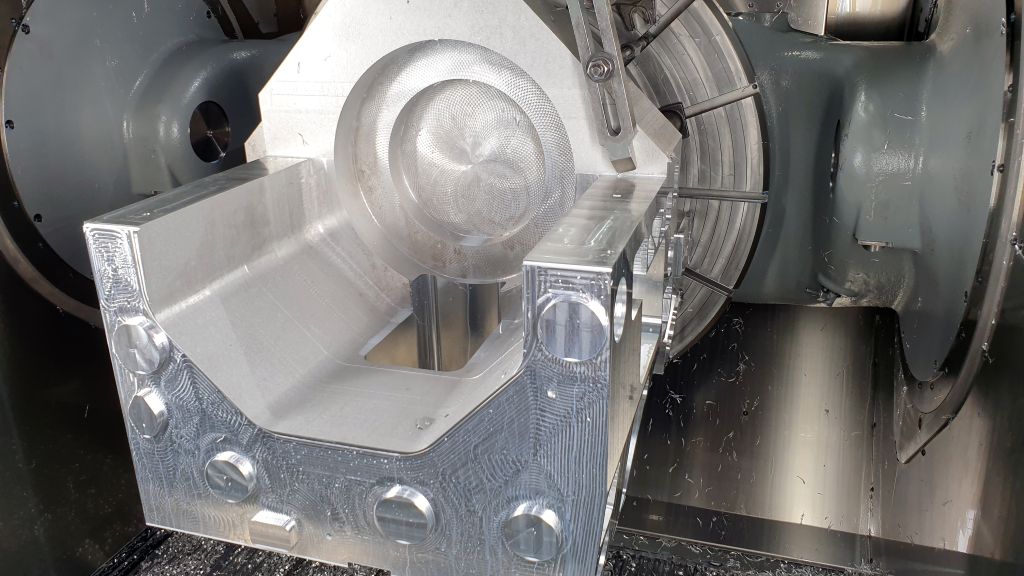
Partea din spate a componentului finit din aluminiu amintește prin forma sa puternic de un scaun. Inspirat astfel, directorul firmei, Sebastian Behr, ia loc pe „mobilierul de șezut” și domnește deasupra în spațiul de lucru al mașinii sale Hermle C 62 U MT. Scena amuzantă ascunde puțin cât de filigran este concepută partea din față a piesei, la fabricarea căreia au fost respectate cerințe stricte de precizie și calitate a suprafeței.
Blocul de aluminiu nu este inițial un component tipic pentru compania de familie fondată în 1904 de Jakob Behr, dar ar putea arăta încotro se îndreaptă viitorul. Compania a început cu fabricarea de transmisii și strunguri, iar mai târziu au fost concepute și construite în special mașini de lovire.
Aceste mașini au fost produse de-a lungul anilor în dimensiuni din ce în ce mai mari, iar odată cu mașinile s-a schimbat și parcul de mașini din hala de 3.000 de metri pătrați, unde astăzi domină mașinile mari.
Când compania din München a început să își oprească treptat producția de mașini proprii și s-a dedicat complet fabricării la comandă, specializarea pe piese mari a fost o alegere firească și s-a dovedit a fi o nișă profitabilă pentru Behr.
Clientela provine în principal din domeniul construcțiilor de mașini și instalații, pentru care se prelucrează multe construcții sudate. În ultimii ani, s-a cerut tot mai mult aluminiu. De prelucrat sunt discuri mari, inele și piese cubice.
Precizie maximă pentru telescop

O precizie deosebit de ridicată este solicitată în producție atunci când vine vorba de componente pentru construcția instrumentelor. Exact pentru acest lucru a fost comandat piesa din aluminiu finalizată acum de Behr. Cu siguranță este destinată unuia dintre mai multe instrumente de măsură care vor fi utilizate la Telescopul Extremely Large Telescope (ELT) al Observatorului European de Sud ESO, în deșertul Atacama din Chile. Cu un diametru al oglinzii de 39 de metri, acesta va deveni cel mai mare telescop optic din lume. După zece ani de construcție, se preconizează că va fi finalizat în 2027.
Metis este un instrument multifuncțional care, după instalarea sa pe ELT, va observa spațiul în domeniul infraroșu mediu. Acesta include un senzor optic adaptiv, un spectrograf de înaltă rezoluție și o cameră cu contrast ridicat. Componenta actuală din aluminiu este destinată acestui instrument. Behr a fabricat-o la comanda unei instituții de cercetare olandeze care este implicată în acest mare proiect internațional.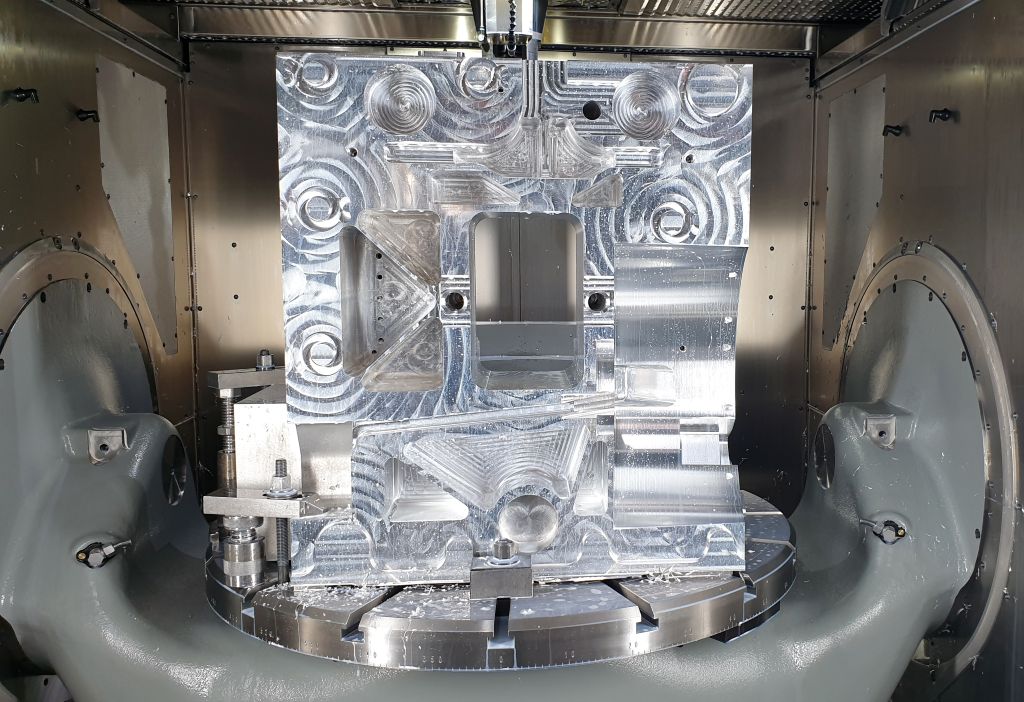
Pentru prelucrarea blocului de aluminiu de dimensiuni 950 x 900 x 850 mm, producătorii din München au avut nevoie de aproximativ două luni și jumătate. Sebastian Behr este foarte mulțumit de acest lucru, mai ales că fabricarea unei piese foarte asemănătoare, care fusese prelucrată anterior, a durat încă mai mult de patru luni. „Deși piesele nu pot fi comparate direct, cu siguranță am devenit mult mai rapizi, lucrurile avansează”, se bucură Behr. Din perspectiva sa, acest lucru este, de asemenea, urgent necesar, deoarece în total ar trebui fabricate 20 de piese cu cerințe foarte asemănătoare pentru ELT.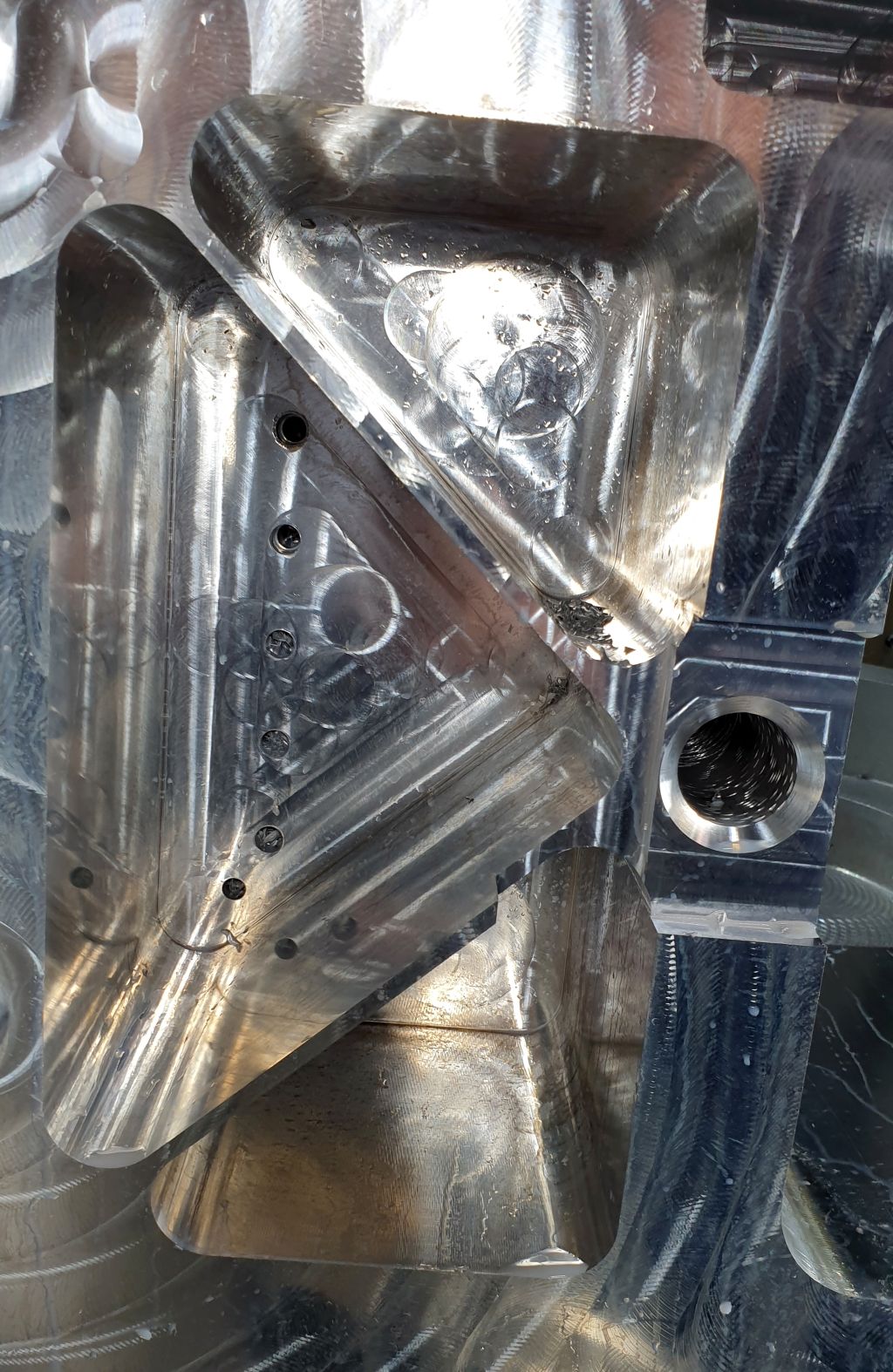
Dacă toate piesele vin așa cum este prevăzut, mașina Hermle, pe care Behr a achiziționat-o special pentru astfel de prelucrări, va fi ocupată doar cu aceasta pentru următorii un an și jumătate.
Sebastian Behr explică de ce prelucrarea a durat inițial atât de mult: „Pentru a atinge calitatea necesară a suprafeței, am putut folosi un avans foarte mic cu uneltele disponibile la noi. Asta a consumat timp.” Problemele au fost cauzate în principal de numeroasele buzunare adânci de pe componentă, care nu puteau fi fabricate eficient. „În loc să mergem direct în adâncime, am putut să ne mișcăm doar în jurul fiecărui buzunar,” recunoaște Behr. Căutând ajutor, s-a adresat în cele din urmă lui Michael Bum, consultant tehnic pentru INGERSOLL.
Noua linie de produse PrimoLine

Bum a adus în discuție două noutăți de la INGERSOLL: un instrument de prelucrare grosieră 3729605 P3N2RM250A038L054R008W și un instrument de finisare 3729341 P3N2FM250A153R002C din noua linie de produse PrimoLine. INGERSOLL a dezvoltat această linie pentru prelucrarea eficientă a aluminiului și folosește unelte din carburi metalice integrale cu o geometrie nouă, cu tăiere moale. Pentru prelucrarea grosieră, producătorul de unelte utilizează un profil de dinți în formă de cordon și echipează frezele cu un strat inovator. Separatoarele de așchii sunt concepute astfel încât să nu genereze doar așchii scurte, ci și să prevină încurcarea acestora. La uneltele de finisare, carbura metalică lustruită pentru prelucrarea aluminiului rămâne neacoperită. Datorită tăișurilor lor ascuțite, aceste unelte se descurcă bine chiar și cu toleranțe mici și funcționează fără vibrații chiar și la viteze de tăiere reduse. Uneltele de prelucrare grosieră și de finisare sunt echipate standard cu răcire internă și sunt disponibile în intervalul de diametru de 6 până la 25 mm, până la 6xD.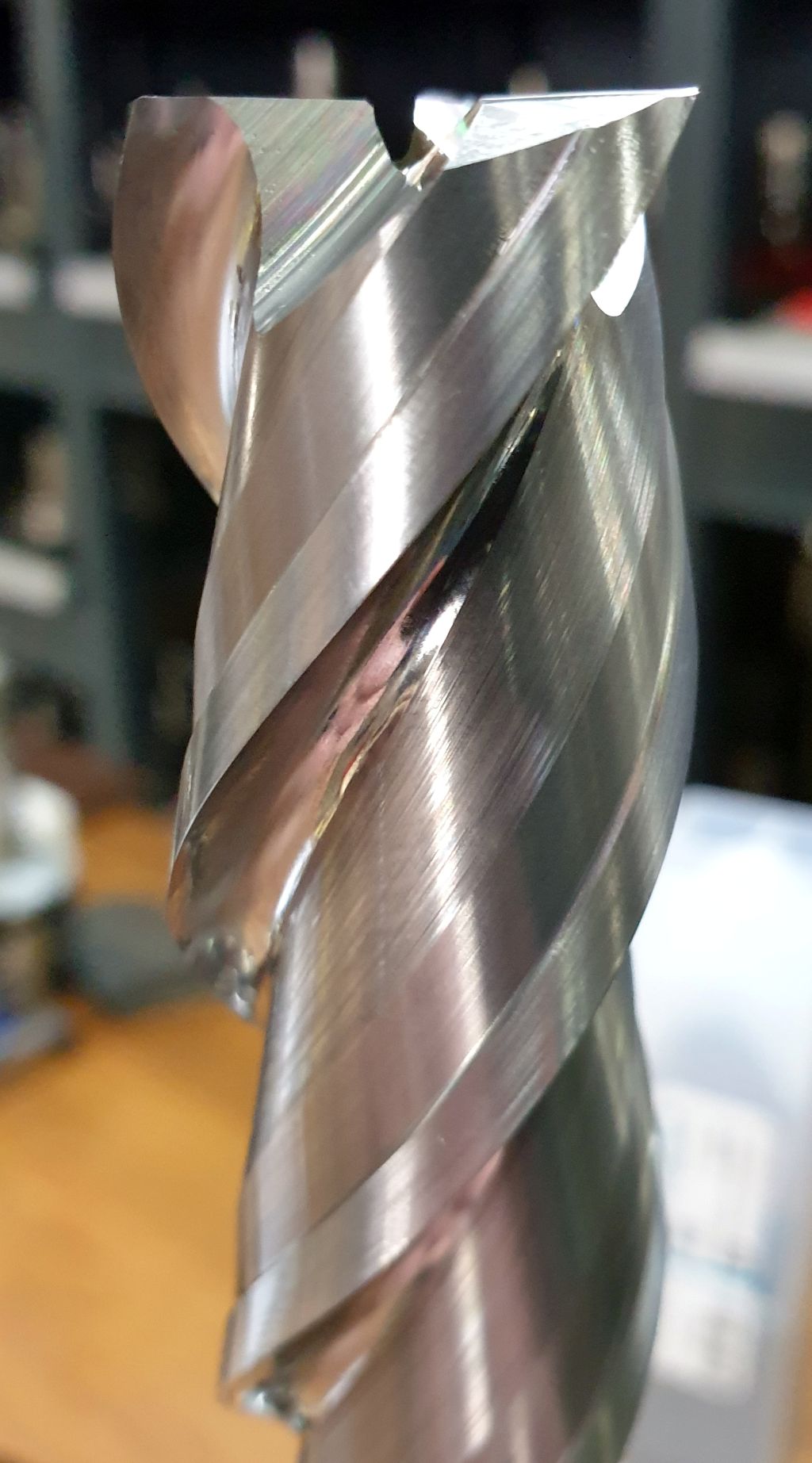
Deși uneltele nu fuseseră niciodată utilizate în practică pe un component comparabil, s-a decis să se facă o încercare având în vedere problemele grave de prelucrare întâmpinate la Behr. La recomandarea INGERSOLL, s-a optat pentru unelte de tip Schrupper și Schlichter cu un diametru de 25 mm și o lungime de 6xD, adică cele mai mari unelte din noua linie de produse.
Chiar primul test din München a fost un succes. În special, s-a împlinit speranța de a putea ajunge direct în adâncimea buzunarelor cu noile unelte. „Particularitatea acestor unelte, în special la șlefuitor, este că putem acoperi întreaga adâncime de 150 mm cu o toleranță de un zecime de milimetru dintr-o dată”, explică Micheal Bum. „Chiar dacă unealta primește un pic mai multă învăluire în colțuri, funcționează în continuare foarte lin.”
Buzunare adânci, pereți subțiri
La adâncimea buzunarelor a apărut o altă provocare: acestea sunt foarte apropiate unele de altele, iar grosimea peretelui dintre ele este relativ mică, de 5,5 mm. În ciuda lungimii mari de ieșire, prelucrarea a fost foarte liniștită. La recomandarea INGERSOLL, s-a forat inițial pentru a evita oscilația uneltei în mișcarea de helix. Astfel, cu un instrument de 6xD s-a obținut un volum de așchiere de 700 cm3/min.
Chiar și la finisare, livrarea de 150 mm nu a prezentat probleme. Suprafața obținută a fost excelentă. Bum explică acest lucru prin faza de suport bine definită, care asigură o funcționare lină chiar și în cazul prelucrărilor cu pereți subțiri. Cât de silențios a fost, relatează Sebastian Behr: „La finisare, uneltele nu se aud practic deloc. Am stat în fața mașinii și a trebuit să ne uităm pentru a ne convinge că prelucrarea deja se desfășoară.” Componentele au putut fi prelucrate cu o precizie de 5 până la 8 µ.
Dacă anterior fabricarea unei genți dura mai mult de o oră, acum sunt necesare doar câteva minute. „Prin noua combinație cu freza și finisorul am obținut rezultate incredibile“, se bucură Sebastian Behr. „Am devenit de 10 ori mai rapizi.” De asemenea, gândul că am investit într-un instrument pentru cazuri foarte speciale nu mai este de actualitate.
Uneltele din gama PrimoLine pot fi standard în mașină pentru diverse sarcini de frezare. „Acest instrument nu îi pasă cât de adâncă este gaura”, spune Bum.
Materialul necesită cea mai mare siguranță a procesului.

Pe lângă o calitate superioară a suprafeței și precizie, siguranța procesului este, de asemenea, foarte importantă în fabricarea componentelor pentru telescop. Erorile nu sunt permise nu doar din cauza timpului lung de prelucrare, ci și din cauza materialului greu de procurat. Legătura de aliaj AlMgSi1 nu este un material exotic, dar utilizarea sa în instrumentul de măsurare impune cerințe speciale privind puritatea acestuia. Pentru a nu distorsiona ulterior analiza spectrală, în camera de vid nu trebuie să degajeze alte elemente.
Acest lucru ar putea apărea cu materialul obișnuit în Europa care conține un procent de reciclare, motiv pentru care materia primă este importată din China. Acolo se află, conform informațiilor de la Behr, singura turnătorie din lume care garantează clientului că aliajul nu conține material reciclat.
Colaborarea dintre Behr și INGERSOLL va continua, chiar dacă acum a fost atinsă o prelucrare economică a unor astfel de componente. Michael Bum a anunțat că dorește să ajusteze încă câteva aspecte și să continue optimizarea prelucrării cu implicarea TechCenter-ului din Haiger. Într-un pas următor, ar putea fi testate diferite suporturi de unelte. Sebastian Behr recunoaște că la început a discutat prea puțin cu specialiștii în unelte.
„Pe viitor, voi solicita direct părerea experților atunci când observ o problemă“, a declarat directorul de afaceri.
Contact:


