


Na vrhu gore v Čilu nastaja največji teleskop na svetu s premerom zrcala 39 metrov. Medtem ko raziskave obetajo edinstven pogled v globine vesolja, se proizvodnja podjetja Jakob Behr Maschinenfabrik GmbH & Co. KG v Münchnu ukvarja z zelo zemeljskim problemom: globokimi žepi v delu, namenjenem teleskopu. S novimi rezkarji je INGERSOLL WERKZEUGE GMBH našel rešitev.

Zadnja stran dokončanega aluminijastega dela močno spominja na naslonjač. Navdihnjen, se podjetnik Sebastian Behr hitro usede na 'sedežno pohištvo' in na njem kraljuje v delovnem prostoru svoje Hermle C 62 U MT. Pozna scena nekoliko prikriva, kako filigransko je zasnovana sprednja stran dela, pri čemer so bili pri njegovi proizvodnji postavljeni strogi standardi glede natančnosti in kakovosti površine.
Aluminijasti blok prvotno ni tipičen del za družinsko podjetje, ki ga je leta 1904 ustanovil Jakob Behr, bi pa lahko pokazal, kam gre prihodnost. Podjetje se je začelo s proizvodnjo prenosov in stružnic, kasneje so predvsem zasnovali in izdelali stroje za udarce.
Ti stroji so se skozi leta proizvajali v vedno večjih izvedbah, s stroji pa se je spremenil tudi strojni park v dvorani velikosti 3.000 kvadratnih metrov, kjer danes prevladujejo veliki stroji.
Ko je münchensko podjetje postopoma prenehalo s proizvodnjo lastnih strojev in se popolnoma posvetilo pogodbeni proizvodnji, je bila specializacija za velike dele logična in se je izkazala za donosno nišo za Behr.
Baza strank prihaja predvsem iz strojništva in gradnje naprav, kjer se obdeluje veliko varjenih konstrukcij. V preteklih letih se je vse bolj povpraševanje po aluminiju povečalo. Obdelovati je treba velike diske, obroče in kubične dele.
Najvišja natančnost za teleskop

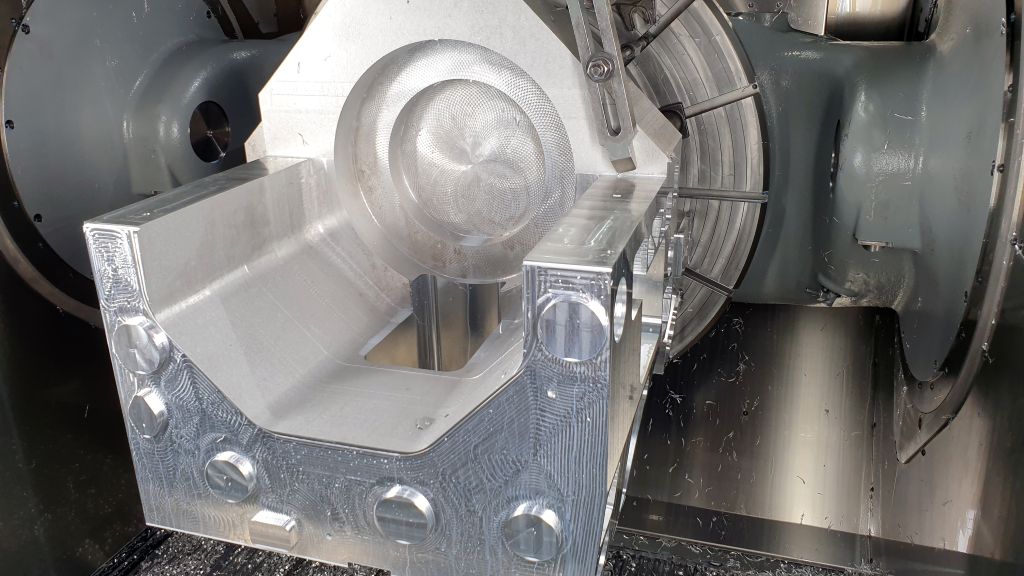
Zelo visoka natančnost je zahtevana pri proizvodnji komponent za gradnjo instrumentov. Prav za to je bilo zdaj dokončano aluminijasto delce naročeno. Namenjeno je enemu od več merilnih instrumentov, ki bodo uporabljeni pri Extremely Large Telescope (ELT) Evropske južne opazovalnice ESO v čilski Atacami. S premerom zrcala 39 metrov naj bi postal največji optični teleskop na svetu. Po desetletju gradnje naj bi bil dokončan leta 2027.
Metis je večfunkcijski instrument, ki bo po svoji namestitvi na ELT opazoval vesolje v srednjem infrardečem območju. Vključuje prilagodljiv optični senzor, visoko ločljiv spektrograf in kontrastno kamero. Trenutni aluminijasti del je namenjen temu instrumentu. Behr ga je izdelal po naročilu nizozemske raziskovalne ustanove, ki sodeluje v mednarodnem velikem projektu.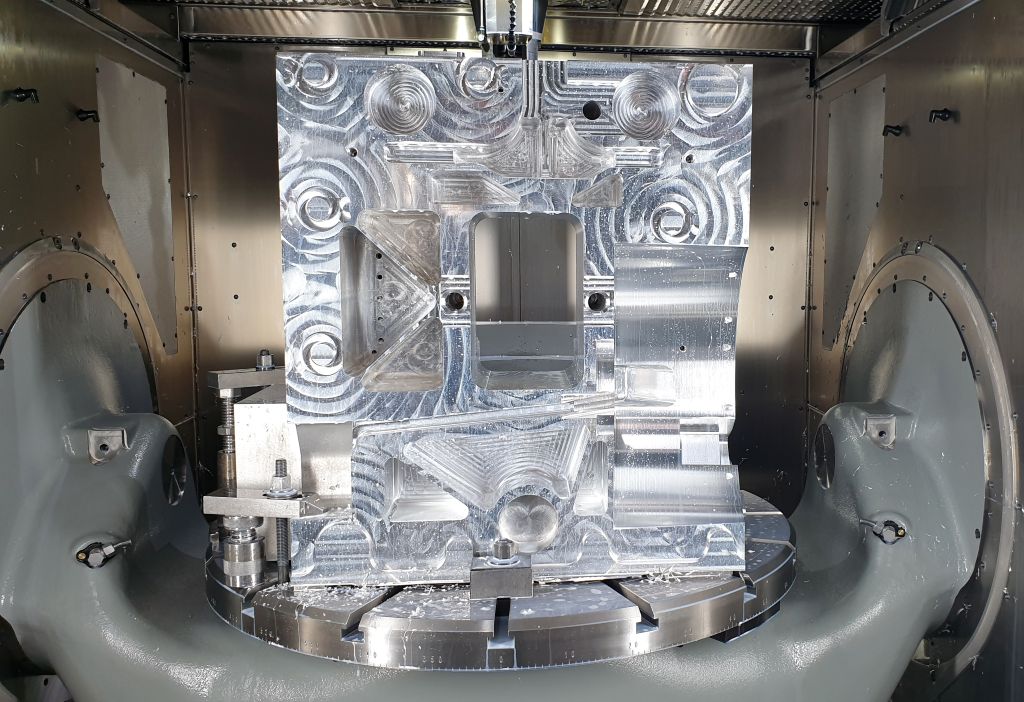
Za obdelavo aluminijastega bloka velikosti 950 x 900 x 850 mm so münchenski proizvajalci potrebovali približno dva in pol meseca. Sebastian Behr je s tem povsem zadovoljen, saj je izdelava zelo podobnega dela, ki je bilo prej obdelano, trajala več kot štiri mesece. 'Delov sicer ne moremo neposredno primerjati, a zagotovo smo postali precej hitrejši, stvari gredo naprej,' se veseli Behr. To je po njegovem mnenju tudi nujno potrebno, saj naj bi bilo skupno izdelanih 20 delov s podobnimi zahtevami za ELT.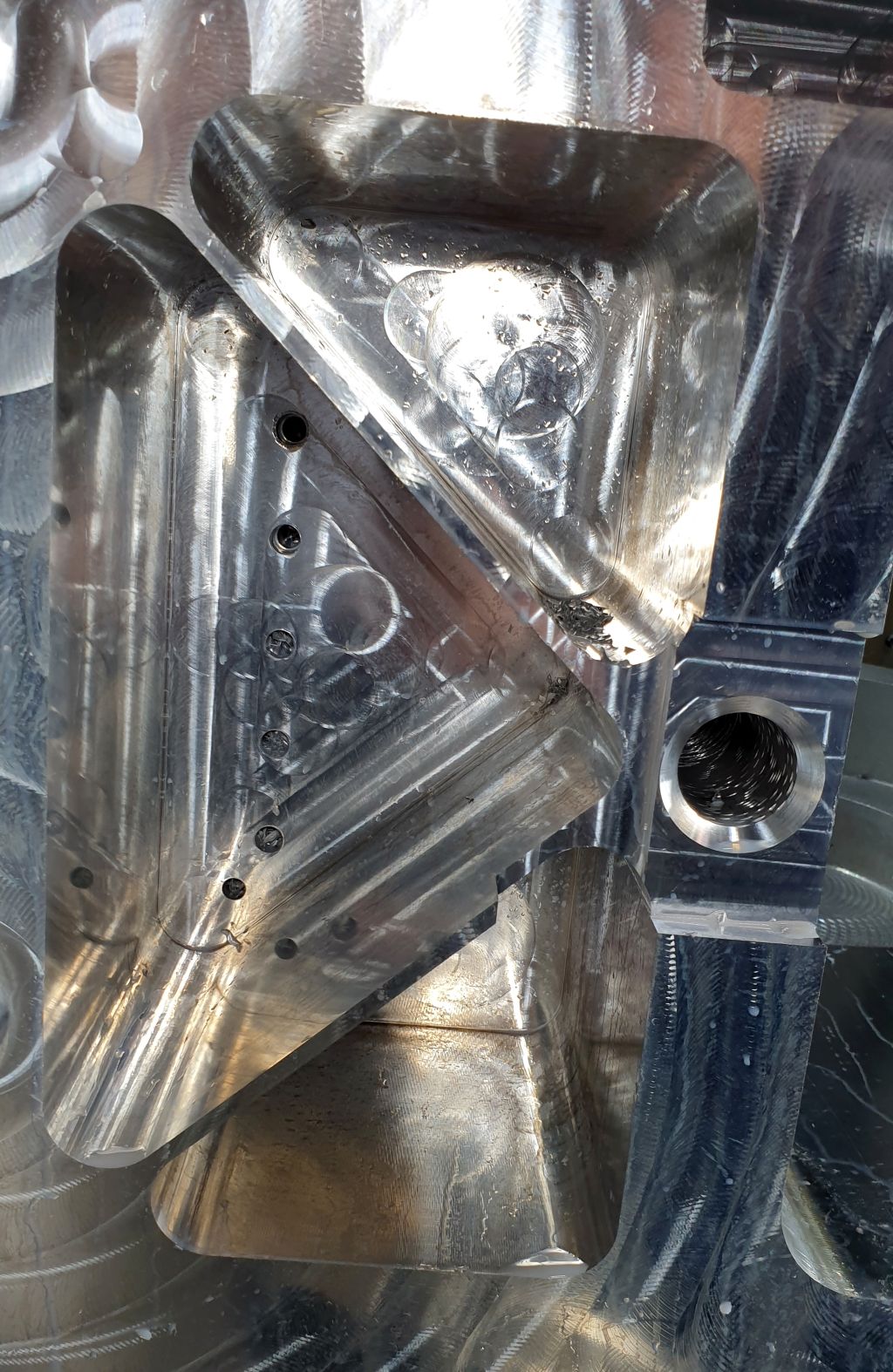
Če bodo vsi deli prišli tako, kot je predvideno, bo Hermle stroj, ki ga je Behr posebej kupil za tovrstne obdelave, sam s tem obremenjen za naslednjih eno in pol leta.
Sebastian Behr pojasnjuje, zakaj je obdelava sprva trajala tako dolgo: 'Da bi dosegli zahtevano kakovost površine, smo lahko z orodji, ki jih imamo, le zelo malo dodajali. To je vzelo čas.' Proizvajalcem so predvsem številni globoki žepi na delu povzročali težave, ki jih ni bilo mogoče učinkovito izdelati. 'Namesto da bi takoj šli globoko, smo lahko v vsakem žepu le plavali,' priznava Behr. Iskajoč pomoč se je na koncu obrnil na Michaela Buma, tehničnega svetovalca za INGERSOLL.
Nova produktna linija PrimoLine

Bum je predstavil dve novosti od INGERSOLL: stružno orodje 3729605 P3N2RM250A038L054R008W in orodje za končno obdelavo 3729341 P3N2FM250A153R002C iz povsem nove produktne linije PrimoLine. INGERSOLL je to linijo razvil za visoko učinkovito obdelavo aluminija in se pri tem zanaša na orodja iz trdnega karbida z novo, mehko rezalno geometrijo. Za struženje proizvajalec orodij uporablja zobato zobčasto rezilo in opremi rezkarje z inovativno prevleko. Delilniki čipov so zasnovani tako, da ne le da proizvajajo kratke čipe, temveč tudi preprečujejo zapletanje teh čipov. Pri orodjih za končno obdelavo ostane polirani trdi karbid za obdelavo aluminija brez prevleke. Zaradi svojih ostrih rezil ta orodja dobro delujejo tudi pri majhnih tolerancah in delujejo brez vibracij tudi pri nizkih hitrostih rezanja. Stružni in končni obdelovalci so standardno opremljeni z notranjim hlajenjem in so na voljo v premerih od 6 do 25 mm do 6xD.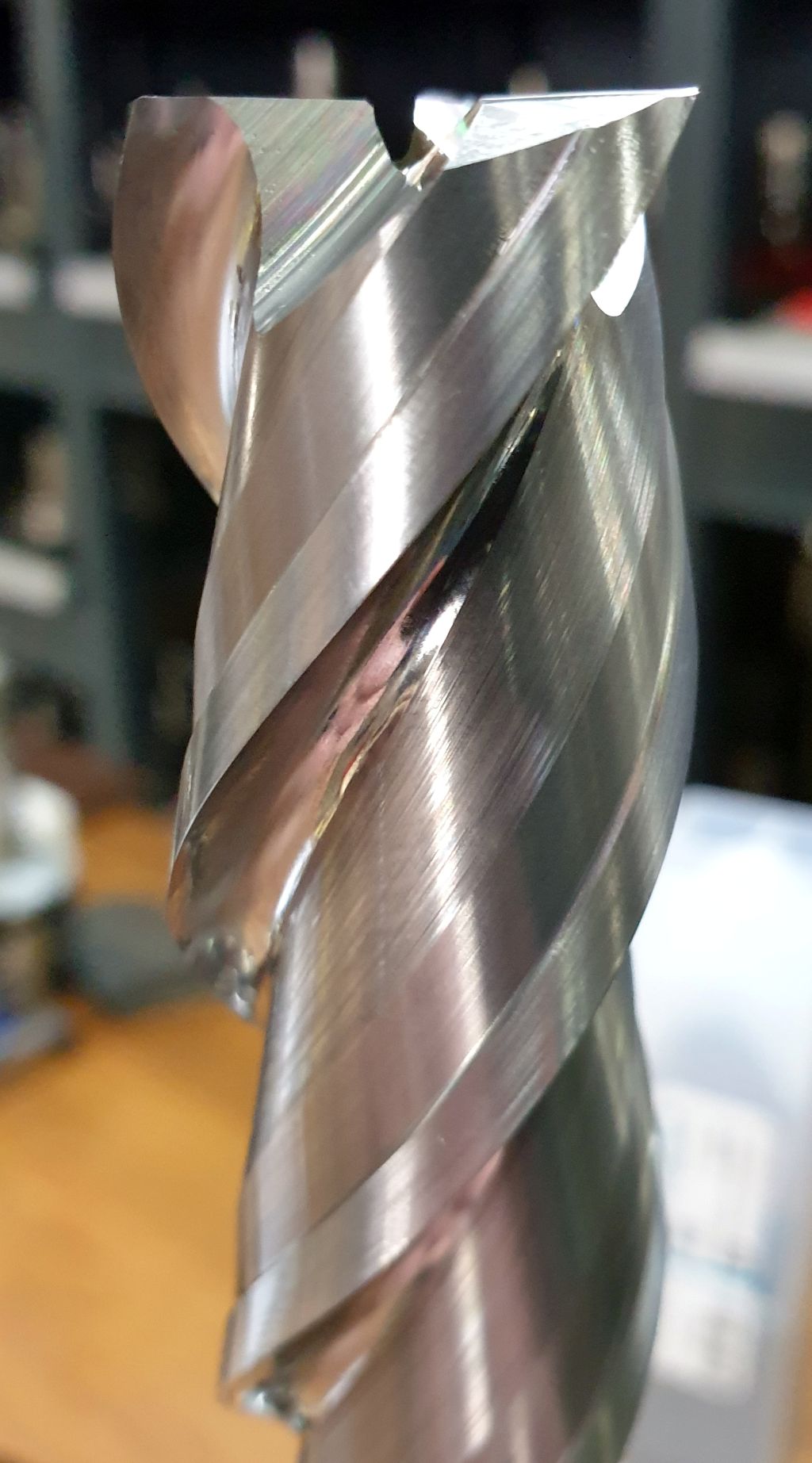
Čeprav orodja v praksi še nikoli niso bila uporabljena na primerljivem delu, so se odločili za poskus ob upoštevanju resnih težav pri obdelavi pri Behr. Na priporočilo INGERSOLL so se odločili za stružne in končne obdelovalce s premerom 25 mm in dolžino 6xD, torej največja orodja nove produktne linije.
Že prvi test v Münchnu je bil uspešen. Predvsem se je izpolnila upanje, da bomo z novimi orodji lahko šli globoko v žepke. „Posebnost teh orodij, predvsem pri fini obdelavi, je, da lahko dosežemo polno globino 150 mm z odmikom desetinke milimetra naenkrat,“ pojasnjuje Michael Bum. „Tudi če orodje v vogalih dobi nekoliko več ovijanja, še vedno deluje zelo mirno.“
Globoki žepki, tanke stene
K globini žepkov se je pridružila še ena izziv: so blizu drug drugemu, debelina stene med njimi pa je s 5,5 mm razmeroma majhna. Kljub visokim previsom je že struženje potekalo zelo mirno. Na priporočilo INGERSOLL so najprej predvrtali, da bi se izognili nihanju orodja v heliksnem gibanju. S tem je bilo z orodjem 6xD doseženo časovno obsežno obdelovanje 700 cm3/min.
Tudi pri fini obdelavi dostava 150 mm ni povzročala težav. Ustvarjena površina je bila odlična. Bum to pojasnjuje z izrazito podporno fazo, ki tudi pri tankostenskih obdelavah zagotavlja visoko mirnost delovanja. Kako tiho je to potekalo, poroča Sebastian Behr: „Pri fini obdelavi orodje praktično ni slišati. Stali smo pred strojem in morali smo pogledati, da smo se prepričali, da obdelava že poteka.“ Komponenta je bila obdelana s preciznostjo od 5 do 8 µ.
Če je prej izdelava enega žepka trajala več kot eno uro, je zdaj potrebnih le še nekaj minut. „Z novo kombinacijo stružnika in finišerja smo dosegli neverjetne rezultate,“ se veseli Sebastian Behr. „Postali smo 10-krat hitrejši.“ Tudi misel, da bi tukaj investirali v orodje za zelo posebne primere, je odšla s mize.
Orodja PrimoLine lahko standardno uporabljamo za različne frezarske naloge v stroju. „To orodje ni pomembno, kako globok je žep,“ pravi Bum.
Material zahteva najvišjo procesno varnost

Poleg visoke kakovosti površine in preciznosti je pri proizvodnji komponent za teleskop zelo pomembna tudi procesna varnost. Napake so prepovedane ne le zaradi dolgega časa obdelave, temveč tudi zaradi težko dostopnega materiala. Zlitina AlMgSi1 sicer ni eksotičen material, vendar uporaba v merilnem instrumentu postavlja posebne zahteve glede njegove čistosti. Da kasneje spektralna analiza ne bi bila izkrivljena, ne smejo v vakuumski komori izhlapevati drugi elementi.
To bi se lahko zgodilo pri materialu z recikliranjem, ki je običajen v Evropi, zato se surovina uvaža iz Kitajske. Tam se po Behrjevih informacijah nahaja edina livarna na svetu, ki strankam zagotavlja, da zlitina ne vsebuje recikliranega materiala.
Sodelovanje med Behrjem in INGERSOLL se bo nadaljevalo, tudi ko je zdaj dosežena ekonomska obdelava takšnih komponent. Michael Bum je napovedal, da bo še naprej optimiziral obdelavo z vključitvijo TechCentra v Haiger. V naslednjem koraku bi lahko preizkusili različne držala orodij. Sebastian Behr priznava, da je sprva premalo govoril s strokovnjaki za orodja.
„V prihodnje bom takoj poiskal mnenje strokovnjakov, ko bom opazil težavo,“ pravi direktor.
Kontakt:


