


На вершині гори в Чилі зараз створюється найбільший у світі телескоп з діаметром дзеркала 39 метрів. Поки дослідження обіцяє унікальний погляд у глибини Всесвіту, виробництво компанії Jakob Behr Maschinenfabrik GmbH & Co. KG у Мюнхені стикається з цілком земним проблемою: глибокими кишенями в деталі, призначеній для телескопа. З новими фрезами компанія INGERSOLL WERKZEUGE GMBH знайшла вирішення.

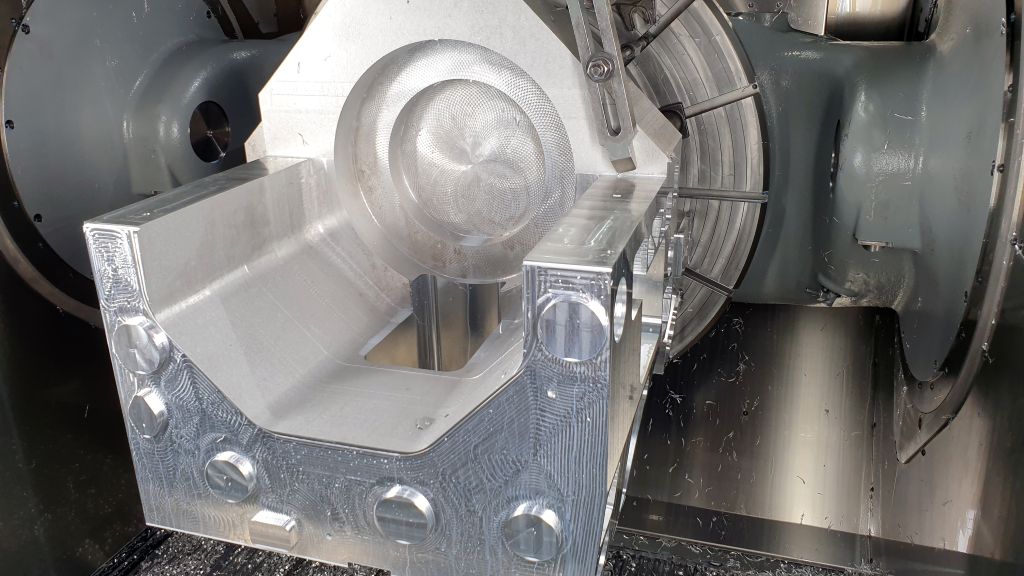
Зворотний бік готової алюмінієвої деталі сильно нагадує форму крісла. Надихнувшись цим, керівник компанії Себастіан Беер швидко сідає на "меблі для сидіння" і тронується на робочому місці свого Hermle C 62 U MT. Ця весела сцена трохи приховує, наскільки витончено оформлена передня частина деталі, при виготовленні якої потрібно було дотримуватися суворих вимог до точності та якості поверхні.
Алюмінієвий брусок спочатку не є типовим компонентом для сімейної компанії, заснованої Яковом Бером у 1904 році, але може продемонструвати, куди йде майбутнє. Компанія почала з виробництва трансмісій та токарних верстатів, пізніше були розроблені та побудовані в основному ударні машини.
Ці машини протягом років вироблялися в усе більших виконаннях, і разом з машинами змінився також машинний парк у залі площею 3.000 квадратних метрів, де сьогодні домінують великі машини.
Коли мюнхенська компанія поступово припинила виробництво власних машин і повністю зосередилася на контрактному виробництві, спеціалізація на великих деталях стала очевидною і виявилася для Behr вигідною нішою.
Клієнтська база в основному складається з машинобудування та будівництва установок, для яких обробляються численні зварні конструкції. У останні роки спостерігався зростаючий попит на алюміній. Обробляються великі диски, кільця та кубічні деталі.
Найвища точність для телескопа

Особливо висока точність вимагається від виробництва, коли йдеться про компоненти для виготовлення інструментів. Саме для цього було замовлено виготовлення алюмінієвої деталі, завершеної компанією Behr. Вона, напевно, призначена для одного з кількох вимірювальних приладів, які будуть використовуватися на Надзвичайно великому телескопі (ELT) Європейської південної обсерваторії ESO в чилійській пустелі Атакама. З діаметром дзеркала 39 метрів, він має стати найбільшим оптичним телескопом у світі. Після десяти років будівництва його планують завершити у 2027 році.
Metis — це багатофункціональний інструмент, який після установки на ELT буде спостерігати за космосом у середньому інфрачервоному діапазоні. Він включає адаптивний оптичний сенсор, високороздільний спектрограф і камеру з високим контрастом. Поточна алюмінієва деталь призначена для цього інструмента. Behr виготовила її за замовленням нідерландської дослідницької установи, яка бере участь у міжнародному великому проекті.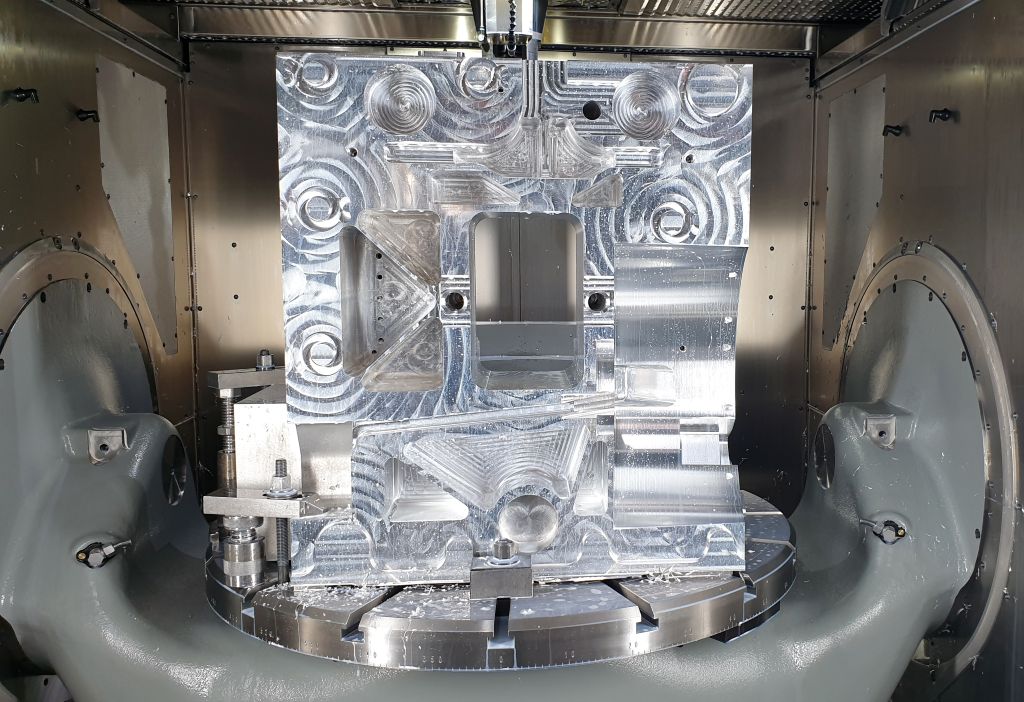
Для обробки алюмінієвого блоку розмірами 950 x 900 x 850 мм мюнхенським виробникам знадобилося близько двох з половиною місяців. Себастіан Беар цілком задоволений цим, оскільки виготовлення дуже подібного компонента, який було оброблено раніше, зайняло ще більше чотирьох місяців. „Хоча ці деталі не можна безпосередньо порівнювати, але ми однозначно стали значно швидшими, є прогрес“, - радіє Беар. З його точки зору, це також вкрай необхідно, адже в цілому планується виготовлення 20 компонентів з дуже подібними вимогами для ELT.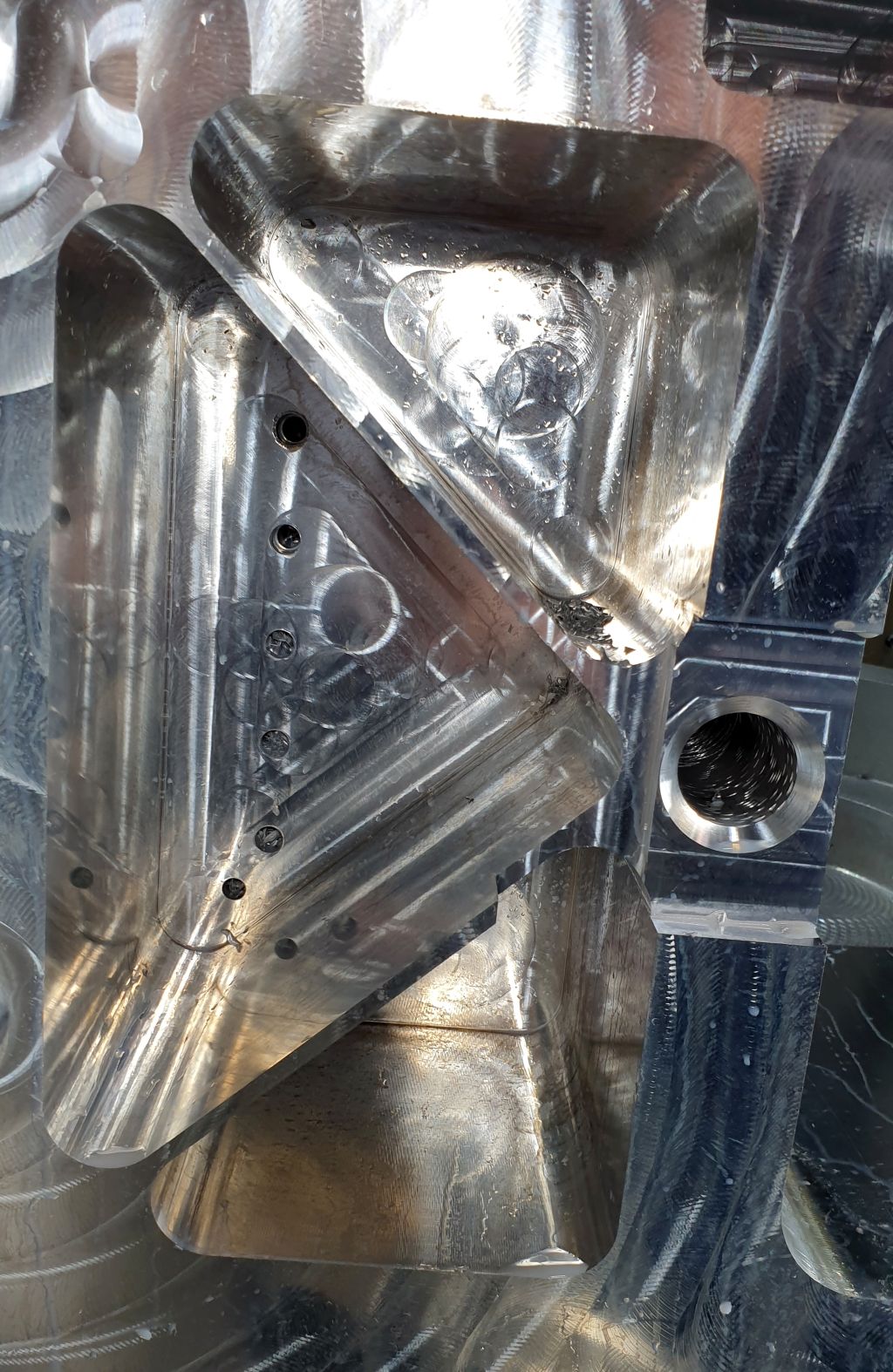
Якщо всі деталі прийдуть так, як заплановано, машина Hermle, яку Behr спеціально придбав для таких обробок, буде завантажена лише цим протягом наступних півтора року.
Себастіан Беер пояснює, чому обробка спочатку тривала так довго: «Щоб досягти необхідної якості поверхні, ми могли використовувати лише дуже малу подачу з наявними у нас інструментами. Це забрало багато часу». Проблеми викликали у виробника численні глибокі виїмки на деталі, які не можна було виготовити ефективно. «Замість того, щоб одразу йти в глибину, ми могли лише блукати в кожній виїмці», визнає Беер. У пошуках допомоги він врешті-решт звернувся до Міхаеля Бума, технічного консультанта компанії INGERSOLL.
Нова продуктова лінія PrimoLine

Bum представив дві новинки від INGERSOLL: обробне знаряддя 3729605 P3N2RM250A038L054R008W та фінішне знаряддя 3729341 P3N2FM250A153R002C з абсолютно нової продуктної лінії PrimoLine. INGERSOLL розробила цю лінію для високоефективної обробки алюмінію, використовуючи повноцінні твердосплавні інструменти з новою, м'яко ріжучою геометрією. Для грубої обробки виробник інструментів використовує кордову зубчастість і оснащує фрези інноваційним покриттям. Спеціальні елементи для стружки розроблені так, щоб не лише генерувати короткі стружки, а й запобігати їх застряганню. У фінішних інструментах полірований твердий метал для обробки алюмінію не має покриття. Завдяки своїм гострим ріжучим краям ці інструменти добре справляються навіть з невеликим припуском і працюють без вібрацій навіть при низьких швидкостях різання. Грубошліфувальники та фінішери стандартно оснащені внутрішнім охолодженням і доступні в діаметрному діапазоні від 6 до 25 мм до 6xD.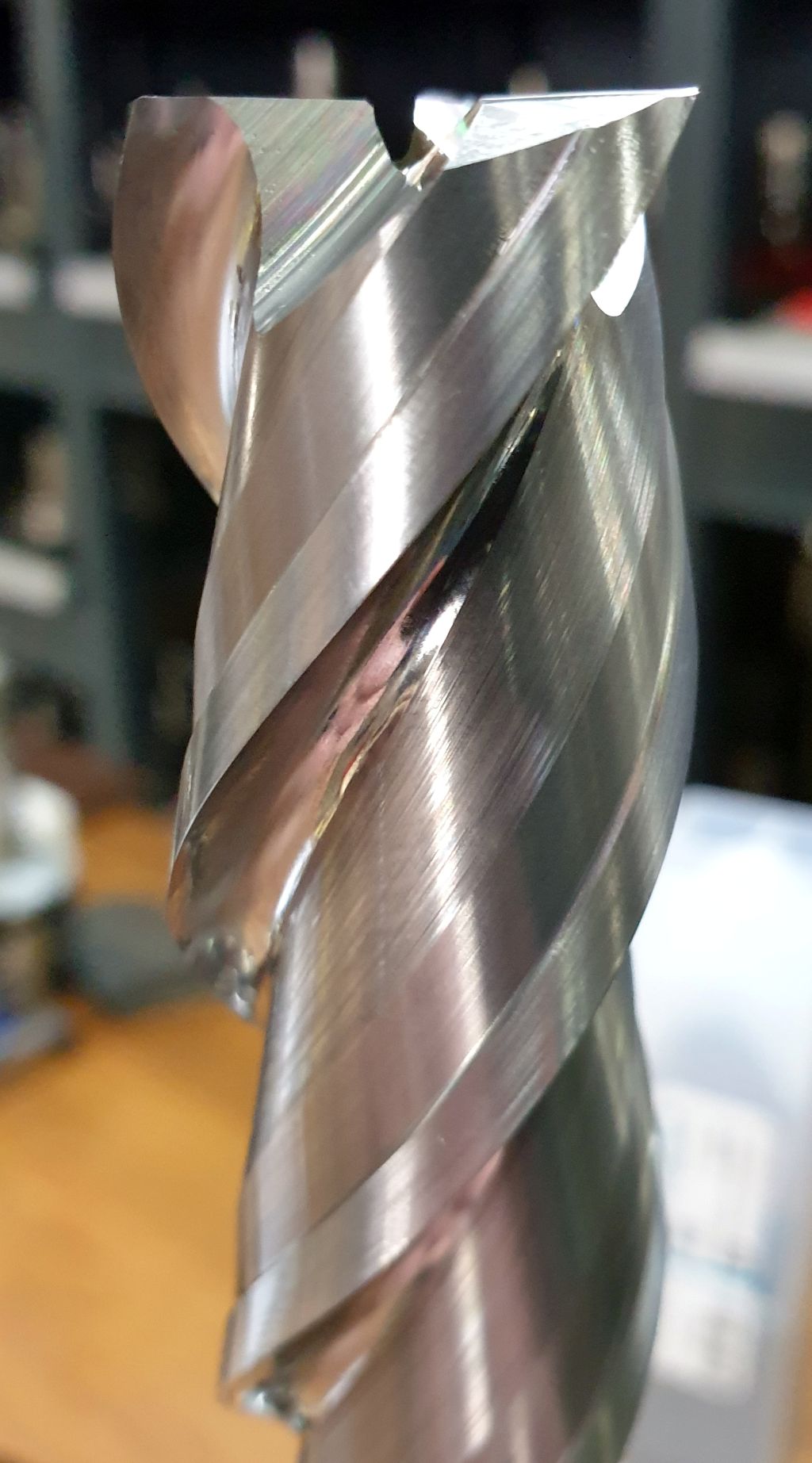
Хоча інструменти на практиці ніколи не використовувалися на подібних деталях, було вирішено спробувати їх у зв'язку з серйозними проблемами обробки у Behr. За рекомендацією INGERSOLL вибір впав на шліфувальні та фрезерні інструменти діаметром 25 мм з довжиною 6xD, тобто на найбільші інструменти нової продуктної лінії.
Вже перший тест у Мюнхені пройшов успішно. Передусім здійснилася надія, що з новими інструментами можна буде відразу заглибитися в глибину кишень. "Особливість цих інструментів, особливо у шліфувальника, полягає в тому, що ми можемо подати повну глибину 150 мм з точністю до десятої частини міліметра за один раз", - пояснює Міхаель Бум. "Навіть якщо інструмент у кутах отримує трохи більше обертання, він все ще працює дуже тихо."
Глибокі кишені, тонкі стінки
До глибини кишень додалася ще одна проблема: вони розташовані близько одна до одної, а товщина стінок між ними становить всього 5,5 мм. Незважаючи на великі навантаження, обробка вже проходила дуже тихо. За рекомендацією INGERSOLL спочатку було просвердлено, щоб уникнути коливань інструмента під час спірального руху. Таким чином, з інструментом 6xD було досягнуто обсягу видалення матеріалу 700 см3/хв.
Навіть при фінішній обробці подача 150 мм не викликала проблем. Отримана поверхня була відмінною. Бум пояснює це вираженим опорним фасом, який також забезпечує високу стабільність при обробці тонкостінних деталей. Як тихо це проходило, розповідає Себастьян Бехр: "Під час фінішної обробки інструмент практично не чути. Ми стояли біля машини і мусили подивитися, щоб переконатися, що обробка вже йде." Деталь могла бути оброблена з точністю від 5 до 8 мкм.
Якщо раніше виготовлення однієї кишені займало більше години, то тепер потрібно лише кілька хвилин. "Завдяки новій комбінації з грубим та фінішним інструментом ми отримали неймовірні результати", - радіє Себастьян Бехр. "Ми стали в 10 разів швидшими." Також відкинуто думку про інвестування в інструмент для дуже специфічних випадків.
Інструменти лінії PrimoLine можуть стандартно використовуватися для різних фрезерних завдань. "Цьому інструменту не важливо, як глибока кишеня", - говорить Бум.
Матеріал вимагає найвищої процесуальної безпеки

Окрім високої якості поверхні та точності, у виробництві деталей для телескопа також дуже важлива процесуальна безпека. Помилки недопустимі не лише через тривалий час обробки, але й через важкодоступний матеріал. Сплав AlMgSi1, хоча й не є екзотичним матеріалом, ставить особливі вимоги до його чистоти при використанні в вимірювальному приладі. Щоб пізніше спектральний аналіз не спотворювався, у вакуумній камері не повинні виділятися інші елементи.
Це може статися з матеріалом, що використовується в Європі з вмістом вторинних сировин, тому сировина імпортується з Китаю. За інформацією Бехра, там знаходиться єдине у світі литейне підприємство, яке гарантує клієнту, що сплав не містить вторинних матеріалів.
Співпраця між Behr та INGERSOLL продовжиться, навіть якщо тепер досягнуто економічної обробки таких деталей. Міхаель Бум оголосив, що хоче ще налаштувати деякі параметри та продовжити оптимізацію обробки з урахуванням TechCenter у Хайгері. На наступному етапі можуть бути протестовані різні утримувачі інструментів. Себастьян Бехр визнає, що спочатку говорив занадто мало з фахівцями з інструментів.
"В майбутньому я одразу запитуватиму думку експертів, коли бачу проблему", - говорить директор.
Контакт:


