


Na vrhu planine u Čileu trenutno se gradi najveći teleskop na svijetu s promjerom zrcala od 39 metara. Dok istraživanje ovdje obećava jedinstven pogled u dubine svemira, proizvodnja tvrtke Jakob Behr Maschinenfabrik GmbH & Co. KG u Münchenu suočava se s potpuno zemaljskim problemom: dubokim džepovima u dijelu namijenjenom teleskopu. S novim frezama, INGERSOLL WERKZEUGE GMBH pruža rješenje.

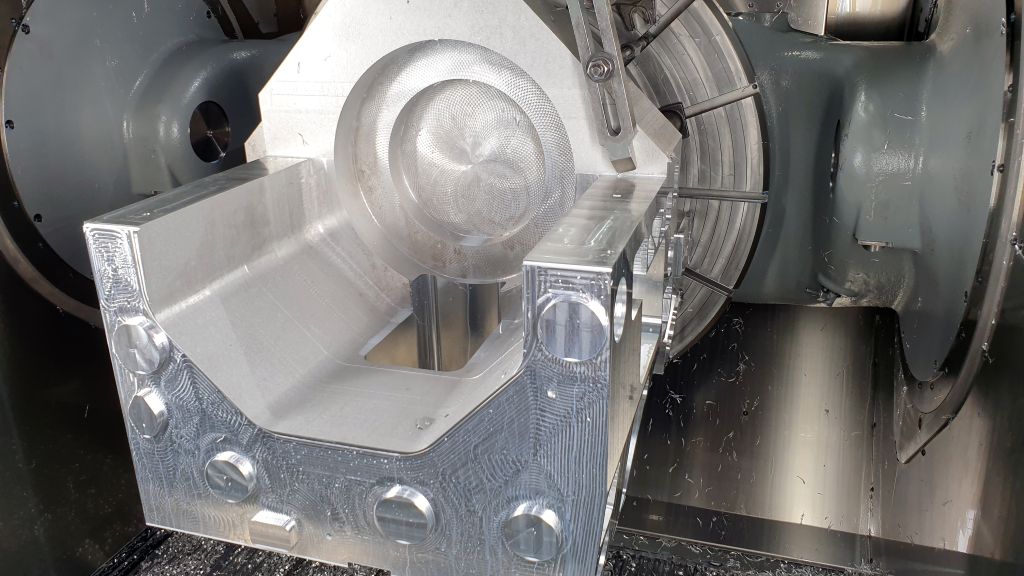
Stražnja strana gotovog aluminijskog dijela snažno podsjeća na naslonjač. Inspiriran time, vlasnik tvrtke Sebastian Behr jednostavno sjeda na 'sjedeću garnituru' i sjedi u radnom prostoru svoje Hermle C 62 U MT. Ova kasna scena donekle prikriva koliko je prednja strana dijela filigranski oblikovana, pri čemu su se prilikom proizvodnje morale poštovati stroge specifikacije za preciznost i kvalitetu površine.
Aluminijski blok izvorno nije tipičan dio za obiteljsku tvrtku koju je 1904. godine osnovao Jakob Behr, ali bi mogao pokazati kamo ide budućnost. Tvrtka je započela s proizvodnjom prijenosnika i okretnih strojeva, a kasnije su se posebno konstruirali i gradili udarni strojevi.
Ove su se mašine tijekom godina proizvodile u sve većim izvedbama, a s mašinama se također mijenjao i strojni park u hali od 3.000 četvornih metara, gdje danas dominiraju velike mašine.
Kada je münchenska tvrtka postupno prestala s proizvodnjom vlastitih mašina i potpuno se posvetila ugovornoj proizvodnji, specijalizacija za velike dijelove bila je logičan korak i pokazala se kao unosna niša za Behr.
Baza klijenata dolazi uglavnom iz građevinske i industrijske opreme, za koju se obrađuju mnoge zavarene konstrukcije. Tijekom posljednjih godina sve više se traži aluminij. Za obradu su tu veliki diskovi, prstenovi i kubični dijelovi.
Najveća preciznost za teleskop

Posebno visoka preciznost zahtijeva se u proizvodnji komponenti za izradu instrumenata. Upravo za to je sada završeni aluminijski dio naručen. Namijenjen je jednom od nekoliko mjernih instrumenata koji će se koristiti na Extremely Large Telescope (ELT) Europske južne opservatorije ESO u čileanskoj Atacami. S promjerom zrcala od 39 metara trebao bi postati najveći optički teleskop na svijetu. Nakon deset godina gradnje, očekuje se da će biti dovršen 2027. godine.
Metis je multifunkcionalni instrument koji će nakon svoje instalacije na ELT-u promatrati svemir u srednjem infracrvenom području. Uključuje adaptivni optički senzor, visoko razlučiv spektrograf i kameru s visokim kontrastom. Trenutni aluminijski dio namijenjen je ovom instrumentu. Behr ga je izradio po narudžbi nizozemske istraživačke institucije koja sudjeluje u međunarodnom velikom projektu.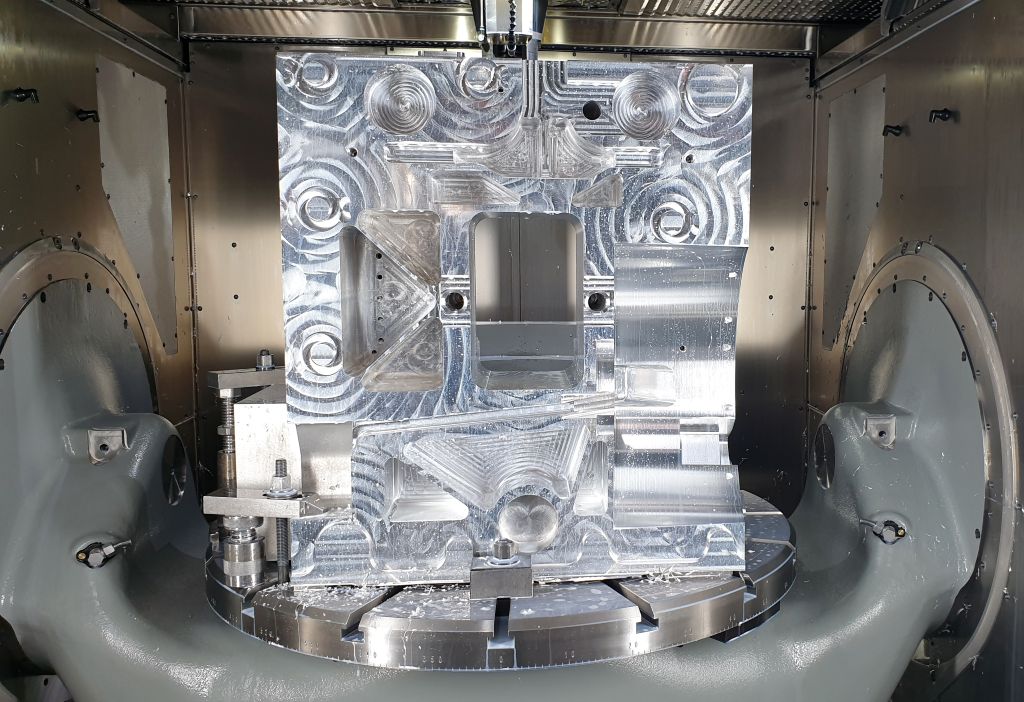
Za obradu aluminijskog bloka dimenzija 950 x 900 x 850 mm münchenski proizvođači trebali su otprilike dva i pol mjeseca. Sebastian Behr je s tim potpuno zadovoljan, budući da je izrada potpuno sličnog dijela, koji je prethodno obrađen, trajala više od četiri mjeseca. 'Dijelove se ne može izravno usporediti, ali smo svakako postali znatno brži, stvari idu naprijed', raduje se Behr. To je s njegove točke gledišta također hitno potrebno, jer ukupno treba proizvesti 20 dijelova s potpuno sličnim zahtjevima za ELT.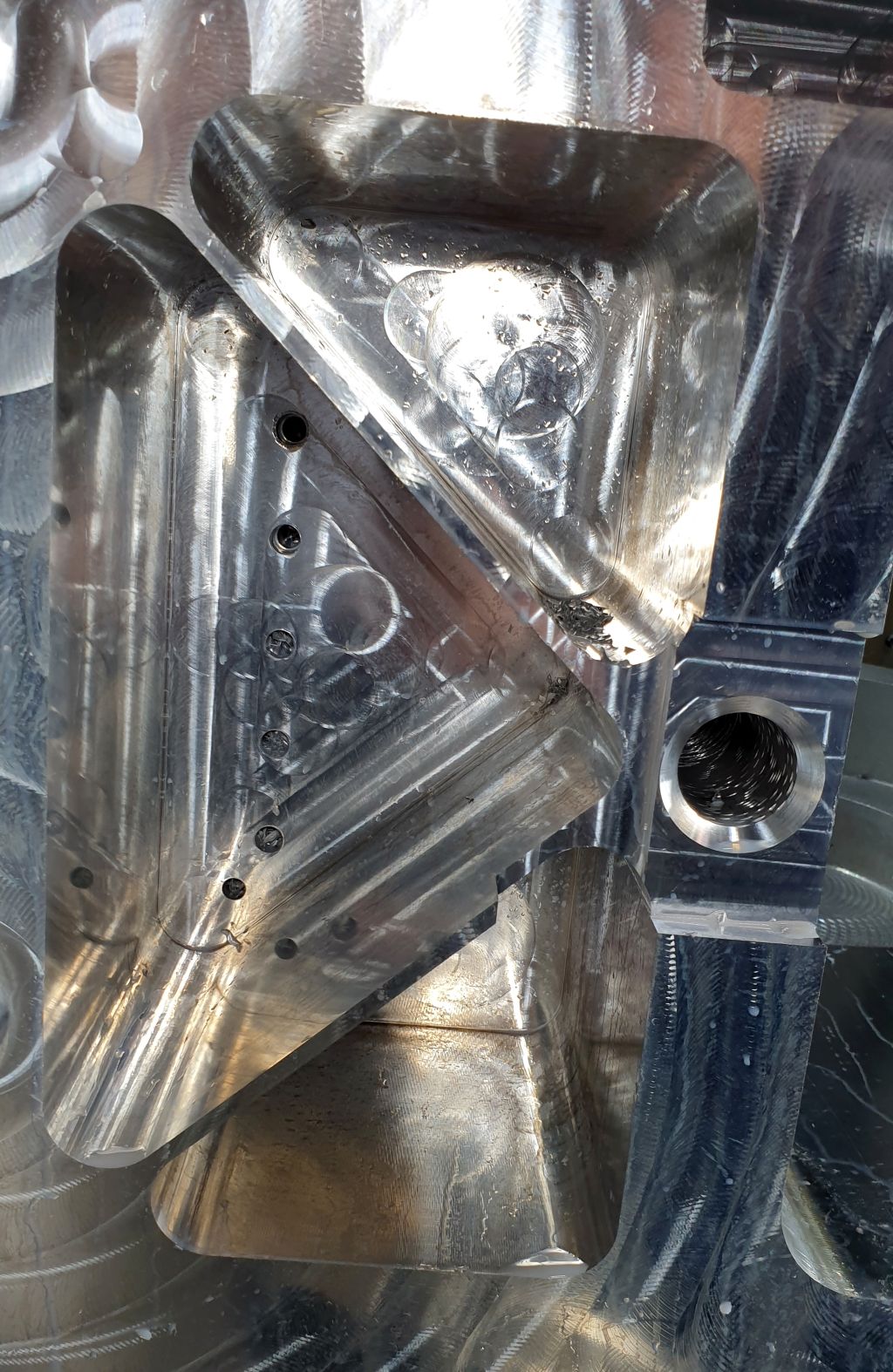
Ako svi dijelovi dođu onakvi kakvi su predviđeni, Hermle mašina, koju je Behr posebno nabavio za takve obrade, bit će sama time opterećena sljedećih godinu i pol.
Sebastian Behr objašnjava zašto je obrada isprva trajala tako dugo: 'Da bismo postigli potrebnu kvalitetu površine, mogli smo s alatima koje imamo samo vrlo malo napredovati. To je oduzelo vrijeme.' Proizvođačima su posebno problem predstavljali brojni duboki džepovi na dijelu koji se nisu mogli učinkovito izraditi. 'Umjesto da odmah idemo duboko, mogli smo se samo kretati po svakom džepu', priznaje Behr. U potrazi za pomoći obratio se Michaelu Bumu, tehničkom savjetniku za INGERSOLL.
Nova linija proizvoda PrimoLine

Bum je predložio dvije novine iz INGERSOLL-a: alat za grubinsku obradu 3729605 P3N2RM250A038L054R008W i alat za završnu obradu 3729341 P3N2FM250A153R002C iz potpuno nove linije proizvoda PrimoLine. INGERSOLL je ovu liniju razvio za visoko učinkovitu obradu aluminija i oslanja se na alate od punog tvrdog metala s novom, mekom geometrijom rezanja. Za grubinsku obradu, proizvođač alata se oslanja na zupčastu strukturu i oprema freze inovativnim premazom. Strugotine su dizajnirane tako da ne samo da proizvode kratke strugotine, već i sprječavaju zaplitanje tih strugotina. Kod alata za završnu obradu, polirani tvrdi metal za obradu aluminija ostaje bez premaza. Zahvaljujući svojim oštrim oštricama, ovi alati dobro se snalaze i s malim tolerancijama i rade bez vibracija čak i pri niskim brzinama rezanja. Grubci i završni alati standardno su opremljeni unutarnjim hlađenjem i dostupni su u rasponu promjera od 6 do 25 mm do 6xD.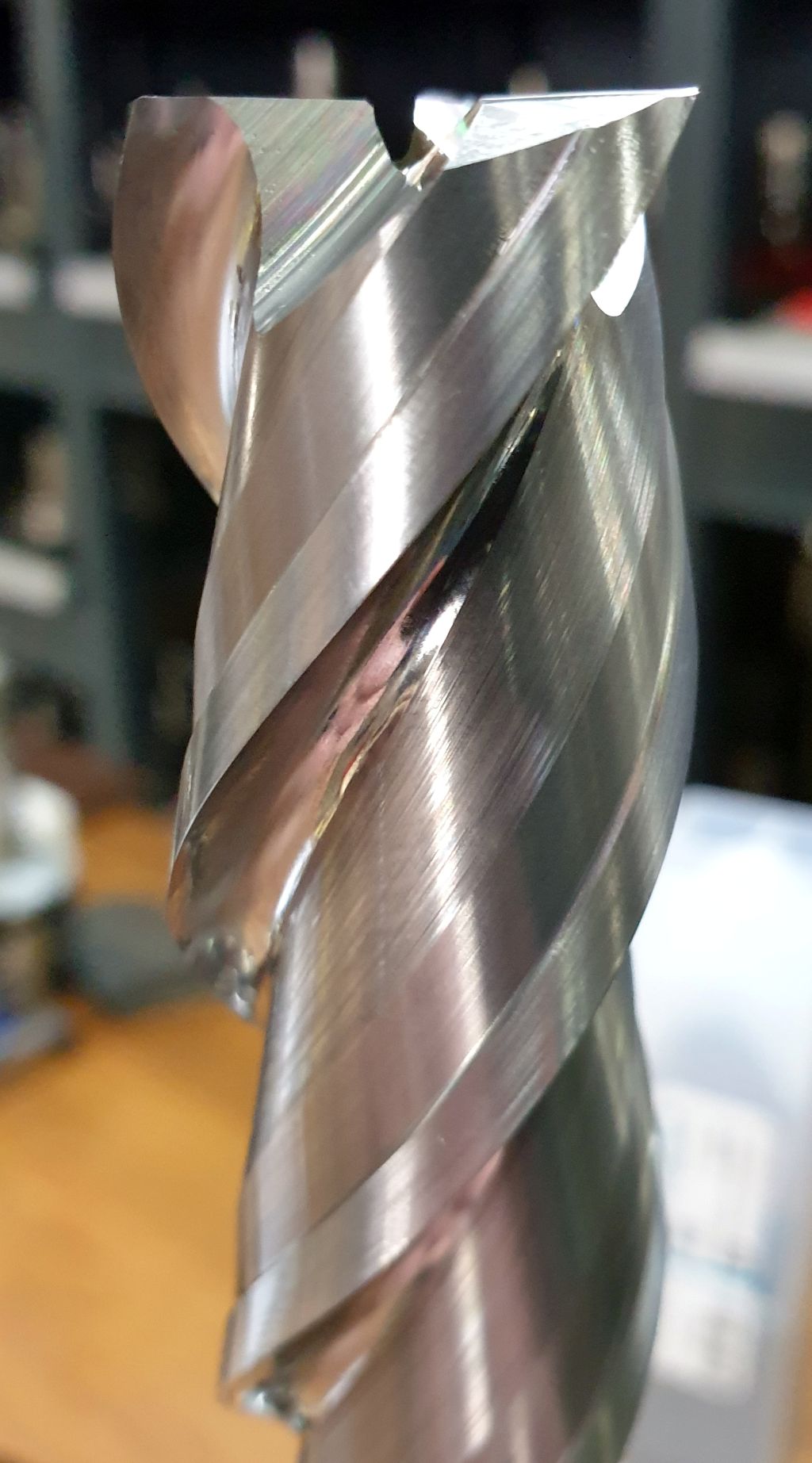
Iako alati do sada nikada nisu korišteni na usporedivom dijelu, odlučili su se na pokušaj s obzirom na ozbiljne probleme obrade kod Behr-a. Na preporuku INGERSOLL-a, odabrani su grubac i završni alat promjera 25 mm s duljinom od 6xD, dakle najveći alati nove linije proizvoda.
Veći prvi test u Münchenu bio je uspješan. Prije svega, ispunila se nada da ćemo s novim alatima moći odmah ići u dubinu džepova. „Posebnost ovih alata, posebno kod finog rezanja, je to što možemo postići punu dubinu od 150 mm s tolerancijom od jednog desetog milimetra odjednom“, objašnjava Micheal Bum. „Čak i kada alat u kutovima dobije malo više obuhvata, i dalje radi vrlo mirno.“
Duboke džepove, tanke zidove
Na dubinu džepova došla je još jedna izazov: nalaze se blizu jedan drugome, a debljina zida između njih je relativno mala, samo 5,5 mm. Unatoč velikoj izbočenosti, već je i grubljenje bilo vrlo mirno. Na preporuku INGERSOLL-a prvo je napravljeno predbušenje kako bi se izbjeglo osciliranje alata tijekom heliksnog kretanja. Time je s alatom 6xD postignut volumen obrade od 700 cm3/min.
Čak i pri završnoj obradi, dostava od 150 mm nije predstavljala probleme. Stvorena površina bila je izvrsna. Bum to objašnjava izraženom potporom koja osigurava visoku stabilnost čak i kod tankostijenih obrada. Kako je to tiho prolazilo, izvještava Sebastian Behr: „Pri završnoj obradi alat se praktički ne čuje. Stajali smo ispred stroja i morali smo pogledati da bismo se uvjerili da obrada već radi.“ Komponenta je mogla biti obrađena s preciznošću od 5 do 8 µ.
Prije je izrada torbe trajala više od sat vremena, a sada su potrebne samo nekoliko minuta. „Zahvaljujući novoj kombinaciji s grubim i finim alatom postigli smo nevjerojatne rezultate“, raduje se Sebastian Behr. „Postali smo 10 puta brži.“ Također je uklonjena pomisao da smo ovdje investirali u alat za vrlo specifične slučajeve.
Alati PrimoLine mogu biti standardno ugrađeni u mašinu za razne frezarske zadatke. „Ovom alatu nije važno koliko je duboka šupljina“, kaže Bum.
Materijal zahtijeva najvišu procesnu sigurnost.

Osim visoke kvalitete površine i preciznosti, kod proizvodnje dijelova za teleskop također je vrlo važna sigurnost procesa. Greške su neprihvatljive ne samo zbog dugog vremena obrade, već i zbog teško dostupnog materijala. Legura AlMgSi1 nije egzotičan materijal, ali upotreba u mjernom uređaju postavlja posebne zahtjeve u pogledu čistoće. Kako kasnije spektralna analiza ne bi bila iskrivljena, u vakuumskoj komori ne smiju isparavati drugi elementi.
To bi se moglo dogoditi s materijalom u Europi koji sadrži reciklirane sastojke, zbog čega se sirovina uvozi iz Kine. Tamo se, prema Behrovim informacijama, nalazi jedina ljevaonica na svijetu koja jamči kupcu da legura ne sadrži reciklirani materijal.
Suradnja između Behra i INGERSOLL-a će se nastaviti, iako je sada postignuta ekonomska obrada takvih komponenti. Michael Bum je najavio da će još raditi na nekim podešavanjima i dalje optimizirati obradu uz uključivanje TechCentra u Haigeru. U sljedećem koraku mogli bi se isprobati različiti držači alata. Sebastian Behr priznaje da u početku nije dovoljno razgovarao sa stručnjacima za alate.
„Ubuduće ću odmah zatražiti mišljenje stručnjaka kada primijetim problem“, rekao je direktor.
Kontakt:


