


Na vrcholu hory v Chile vzniká největší teleskop na světě s průměrem zrcadla 39 metrů. Zatímco výzkum si zde slibuje jedinečný pohled do hlubin vesmíru, výroba společnosti Jakob Behr Maschinenfabrik GmbH & Co. KG v Mnichově se potýká s jedním zcela pozemským problémem: hlubokými kapsami v součásti určené pro teleskop. S novými frézami poskytla pomoc společnost INGERSOLL WERKZEUGE GMBH.

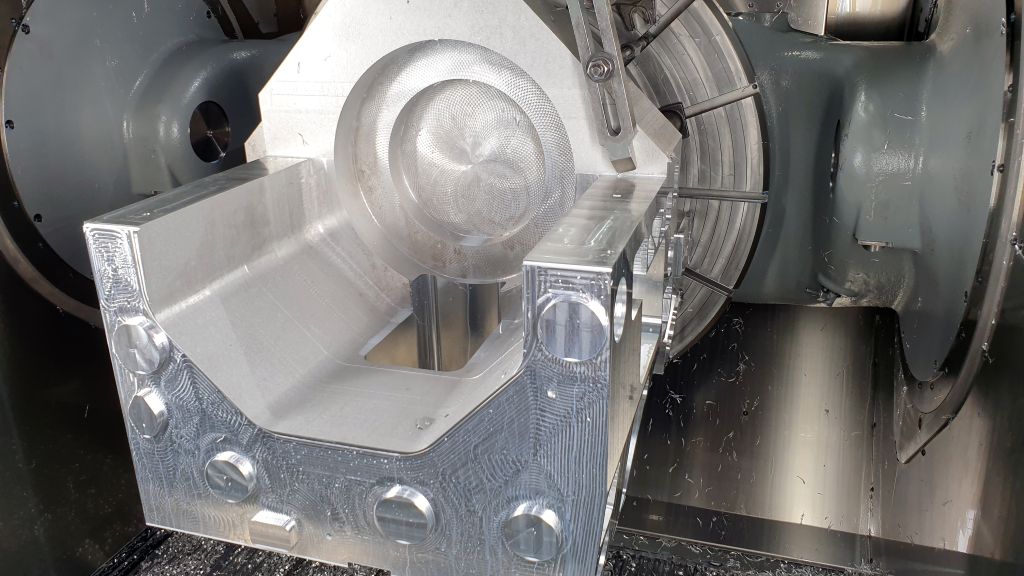
Zadní strana hotového hliníkového dílu silně připomíná tvar křesla. Inspirován tímto, si generální ředitel Sebastian Behr bez váhání sedne na „sedací nábytek“ a trůní na něm v pracovním prostoru své Hermle C 62 U MT. Zábavná scéna trochu zakrývá, jak jemně je přední strana dílu navržena, přičemž při její výrobě bylo nutné dodržet přísné požadavky na přesnost a kvalitu povrchu.
Hliníkový blok není původně typickou součástí rodinné firmy, kterou v roce 1904 založil Jakob Behr, ale mohl by ukázat, kam směřuje budoucnost. Společnost začala výrobou převodovek a soustruhů, později byly především konstruovány a vyráběny nárazové stroje.
Tyto stroje byly v průběhu let vyráběny v stále větších provedeních a s těmito stroji se také změnil strojní park v 3.000 m² velké hale, kde dnes dominují velké stroje.
Když mnichovská společnost postupně ukončila výrobu vlastních strojů a plně se věnovala zakázkové výrobě, specializace na velké díly se ukázala jako logická volba a ukázala se pro Behr jako zisková nika.
Zákaznická základna pochází především z oblasti strojírenství a výroby zařízení, pro kterou se zpracovávají mnohé svařované konstrukce. V uplynulých letech se stále více poptávalo hliníku. Zpracovávány jsou přitom velké disky, kroužky a kubické části.
Nejvyšší přesnost pro teleskop

Zvlášť vysoká přesnost je požadována při výrobě komponentů pro stavbu přístrojů. Právě k tomu bylo nyní objednáno hliníkové díl, které dokončila firma Behr. Určitě je určeno pro jeden z několika měřicích přístrojů, které budou použity na Extremely Large Telescope (ELT) Evropské jižní observatoře ESO v chilské poušti Atacama. S průměrem zrcadla 39 metrů se má stát největším optickým teleskopem na světě. Po deseti letech výstavby by měl být dokončen v roce 2027.
Metis je multifunkční nástroj, který po své instalaci na ELT bude pozorovat vesmír v oblasti středního infračerveného záření. Obsahuje adaptivní optický senzor, vysoce rozlišovací spektrograf a kontrastní kameru. Aktuální hliníková součást je určena pro tento přístroj. Behr ji vyrobil na zakázku nizozemské výzkumné instituce, která se podílí na mezinárodním velkém projektu.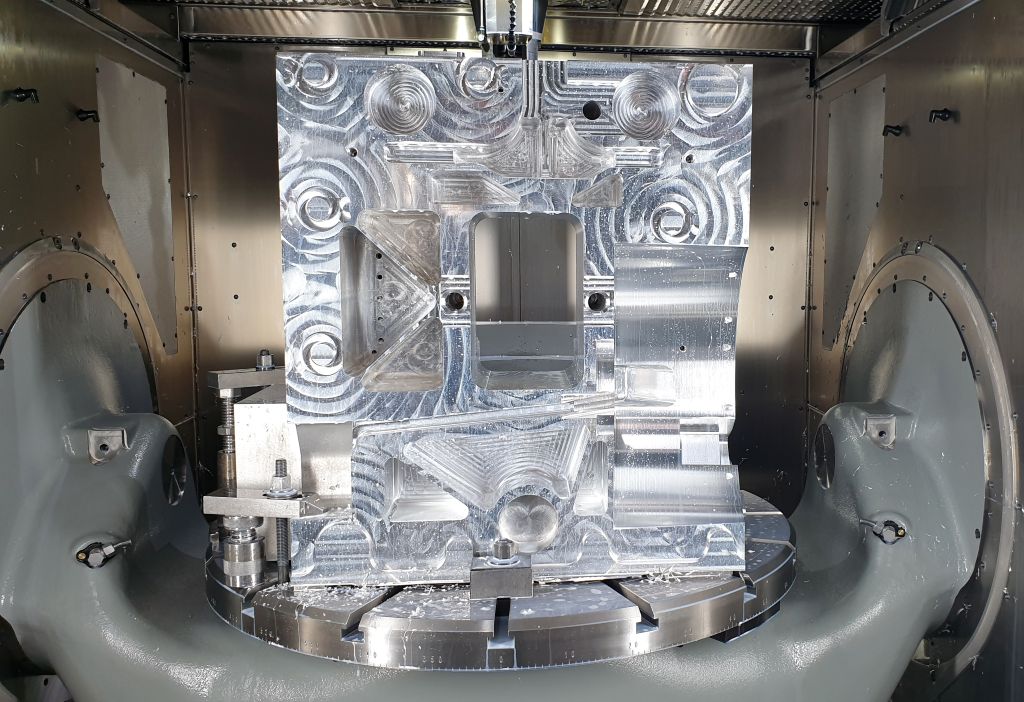
Pro obrábění hliníkového bloku o rozměrech 950 x 900 x 850 mm potřebovali mnichovští výrobci přibližně dva a půl měsíce. Sebastian Behr je s tímto výsledkem zcela spokojen, zvlášť když výroba velmi podobného dílu, které bylo zpracováno dříve, trvala ještě více než čtyři měsíce. „Části sice nelze přímo porovnávat, ale rozhodně jsme se výrazně zrychlili, pokrok je vidět,“ raduje se Behr. Z jeho pohledu je to také naléhavě nutné, protože celkem má být vyrobeno 20 dílů s velmi podobnými požadavky pro ELT.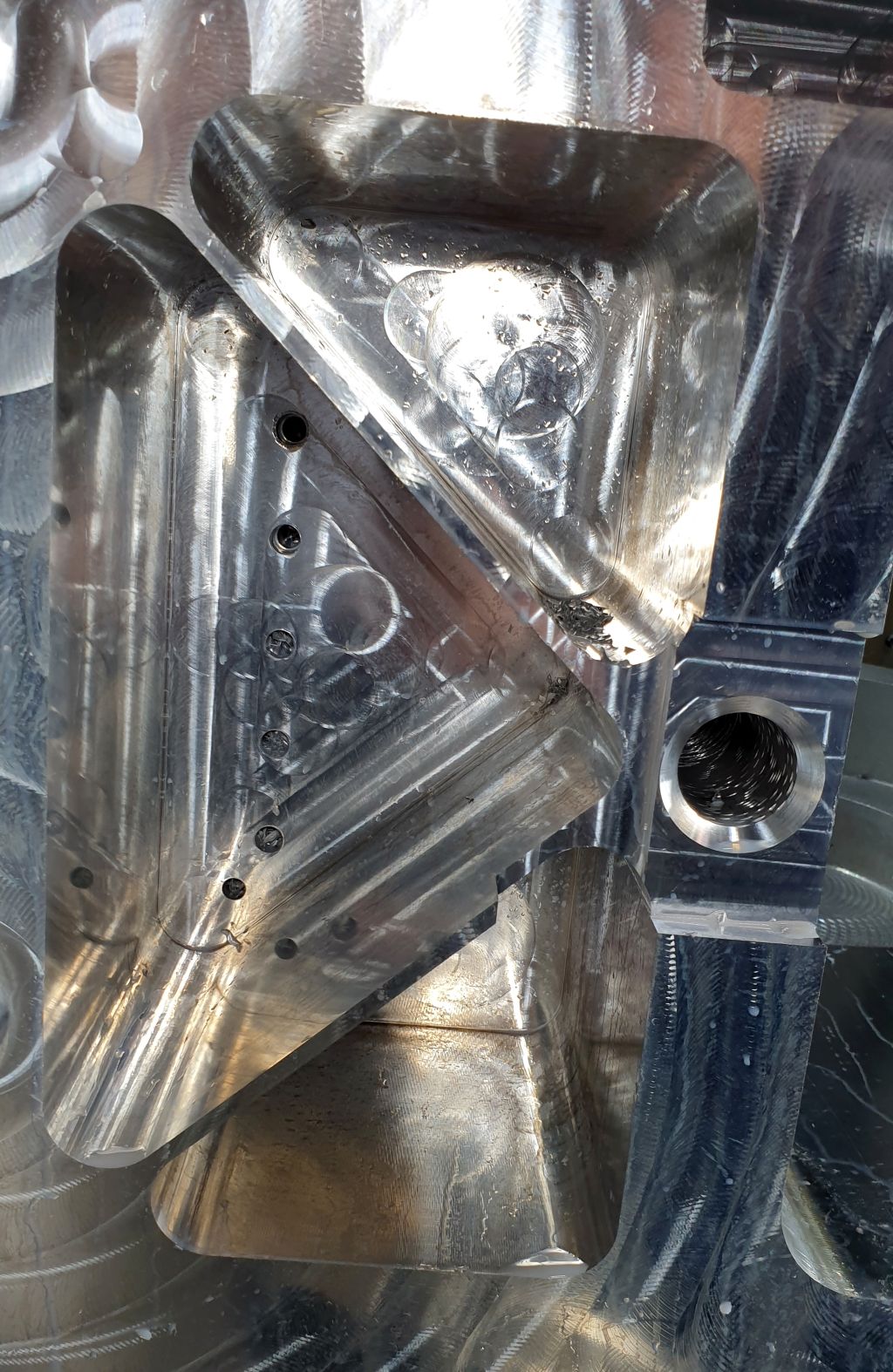
Pokud všechny díly přijdou tak, jak je plánováno, bude stroj Hermle, který si Behr speciálně pro takové zpracování nově pořídil, sám o sobě vytížen na následující rok a půl.
Sebastian Behr vysvětluje, proč zpracování trvalo tak dlouho: „Abychom dosáhli požadované kvality povrchu, mohli jsme s nástroji, které máme k dispozici, provádět pouze velmi malé posuny. To pak zabralo čas.“ Pro výrobce představovaly zejména četné hluboké kapsy na součásti problém, který nebylo možné efektivně vyřešit. „Místo abychom šli hned do hloubky, jsme se v každé kapse jenom plazili,“ přiznává Behr. Hledající pomoc se nakonec obrátil na Michaela Buma, technického poradce pro INGERSOLL.
Nová produktová řada PrimoLine

Bum přinesl dvě novinky od INGERSOLL: hrubovací nástroj 3729605 P3N2RM250A038L054R008W a dokončovací nástroj 3729341 P3N2FM250A153R002C z úplně nové produktové řady PrimoLine. INGERSOLL tuto řadu vyvinul pro vysoce efektivní obrábění hliníku a spoléhá na nástroje z tvrdokovu s novou, jemně řeznou geometrií. Pro hrubování výrobce nástrojů využívá kordovou zubovku a vybavuje frézy inovativním povlakem. Dělicí prvky jsou navrženy tak, aby nejen vytvářely krátké třísky, ale také zabraňovaly jejich zaklínění. U dokončovacích nástrojů zůstává leštěný tvrdokov pro obrábění hliníku bez povlaku. Díky svým ostrým břitům si tyto nástroje dobře poradí i s malým přídavkem a pracují bez vibrací i při nízkých řezných rychlostech. Hrubovače a dokončovače jsou standardně vybaveny vnitřním chlazením a jsou k dispozici v průměrovém rozsahu 6 až 25 mm až do 6xD.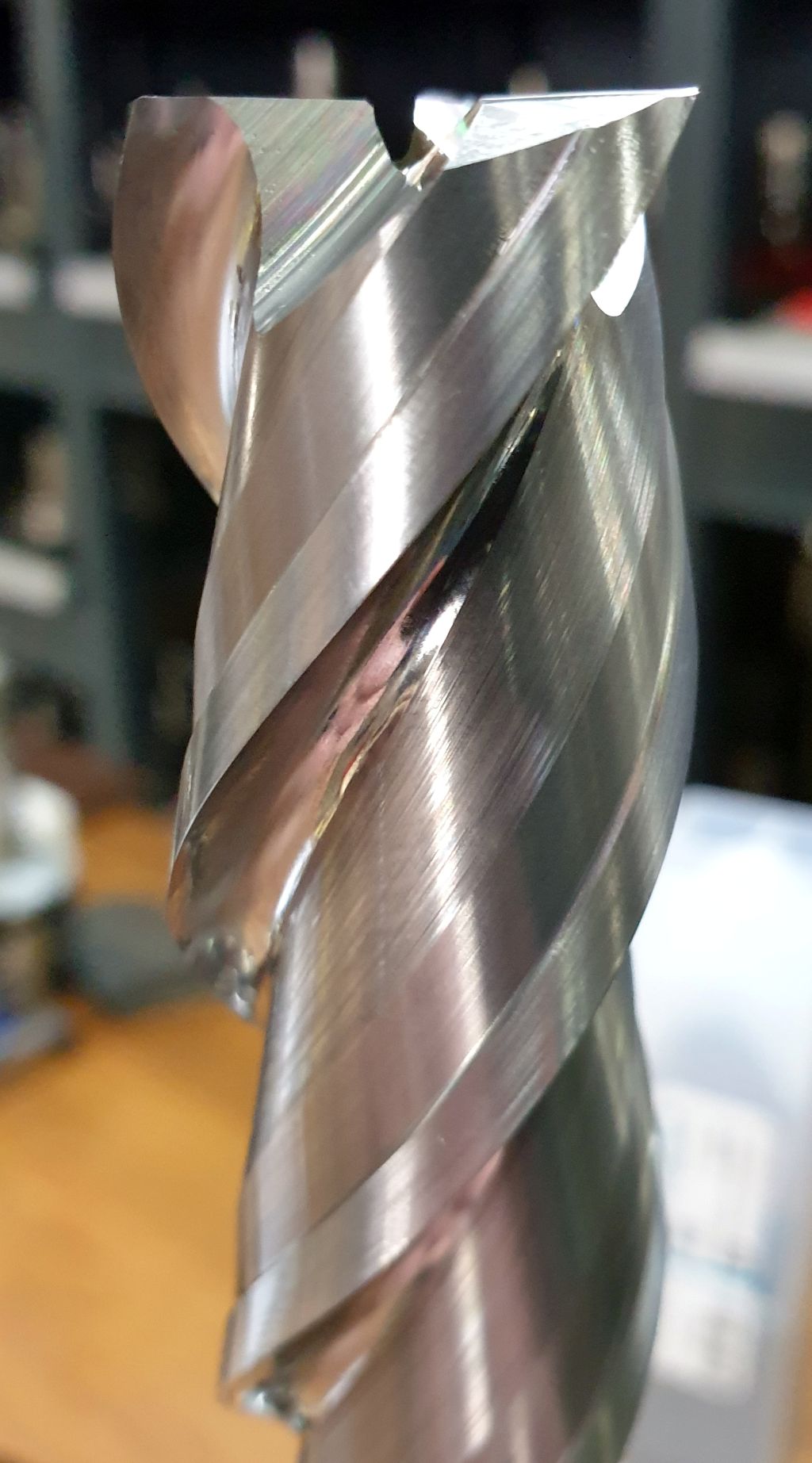
I když nástroje nebyly dosud v praxi použity na srovnatelném dílu, rozhodli se vzhledem k závažným problémům s obráběním u Behr vyzkoušet je. Na doporučení společnosti INGERSOLL byla vybrána hrubovací a jemná fréza o průměru 25 mm s délkou 6xD, tedy největší nástroje nové produktové řady.
Hned první test v Mnichově proběhl úspěšně. Především se naplnila naděje, že s novými nástroji budeme moci jít rovnou do hloubky kapes. „Speciální na těchto nástrojích, zejména na hladícím nástroji, je, že můžeme dosáhnout plné hloubky 150 mm s odchylkou desetin milimetru najednou,“ vysvětluje Micheal Bum. „I když nástroj v rozích dostává trochu více obtočení, stále běží velmi hladce.“
Hluboké kapsy, tenké stěny
K hloubce kapes přišla další výzva: leží blízko sebe a tloušťka stěny mezi nimi je s 5,5 mm relativně malá. I přes vysokou přesahovou délku probíhalo hrubování velmi klidně. Na doporučení společnosti INGERSOLL bylo nejprve předvrtáno, aby se předešlo kmitání nástroje v helixovém pohybu. Tímto bylo s nástrojem 6xD dosaženo objemu odebíraného materiálu 700 cm3/min.
I při dokončování nezpůsobilo přívod 150 mm žádné problémy. Vytvořený povrch byl vynikající. Bum to vysvětluje výraznou podpůrnou fází, která zajišťuje vysokou hladkost i při tenkostěnném obrábění. Jak tiše to probíhalo, popisuje Sebastian Behr: „Při dokončování je nástroj při řezu prakticky neslyšitelný. Stáli jsme před strojem a museli se podívat, abychom se ujistili, že obrábění již probíhá.“ Součást mohla být obráběna s přesností 5 až 8 µ.
Dříve trvalo vyrobit tašku více než hodinu, nyní je potřeba jen několik minut. „Díky nové kombinaci s hrubovacím a jemným nástrojem jsme dosáhli úžasných výsledků,“ raduje se Sebastian Behr. „Stali jsme se tak desetkrát rychlejšími.“ Myšlenka, že jsme zde investovali do nástroje pro velmi specifické případy, je také mimo stůl.
Nástroje řady PrimoLine mohou být standardně v stroji pro různé frézovací úkoly. „Tomu nástroji je jedno, jak hluboká je kapsa,“ říká Bum.
Materiál vyžaduje nejvyšší procesní bezpečnost.

Kromě vysoké kvality povrchu a preciznosti je při výrobě součástí pro teleskop také velmi důležitá procesní bezpečnost. Chyby jsou nepřípustné nejen kvůli dlouhé době zpracování, ale také kvůli obtížně dostupnému materiálu. Slitinová legura AlMgSi1 sice není exotický materiál, ale použití v měřicím přístroji klade zvláštní požadavky na jeho čistotu. Aby později nedošlo k deformaci spektrální analýzy, nesmí v vakuové komoře uvolňovat žádné jiné prvky.
To může nastat u v Evropě běžného materiálu s recyklovaným podílem, a proto se surovina dováží z Číny. Podle informací Behr se tam nachází jediná slévárna na světě, která zákazníkovi zaručuje, že slitina neobsahuje recyklovaný materiál.
Spolupráce mezi Behr a INGERSOLL bude pokračovat, i když nyní byla dosažena ekonomická zpracovatelnost takových komponentů. Michael Bum oznámil, že chce ještě na několika věcech zapracovat a dále optimalizovat zpracování s využitím TechCentra v Haigeru. V dalším kroku by mohly být například vyzkoušeny různé držáky nástrojů. Sebastian Behr přiznává, že na začátku příliš málo mluvil se specialisty na nástroje.
„Do budoucna si hned vyžádám názor odborníka, když uvidím problém,“ řekl ředitel.
Kontakt:


