


Au sommet d'une montagne au Chili, le plus grand télescope du monde, avec un diamètre de miroir de 39 mètres, est en cours de construction. Alors que la recherche promet ici un regard unique dans les profondeurs de l'univers, la fabrication de Jakob Behr Maschinenfabrik GmbH & Co. KG à Munich est confrontée à un problème tout terrestre : des poches profondes dans une pièce destinée au télescope. Avec de nouvelles fraises, INGERSOLL WERKZEUGE GMBH a trouvé une solution.

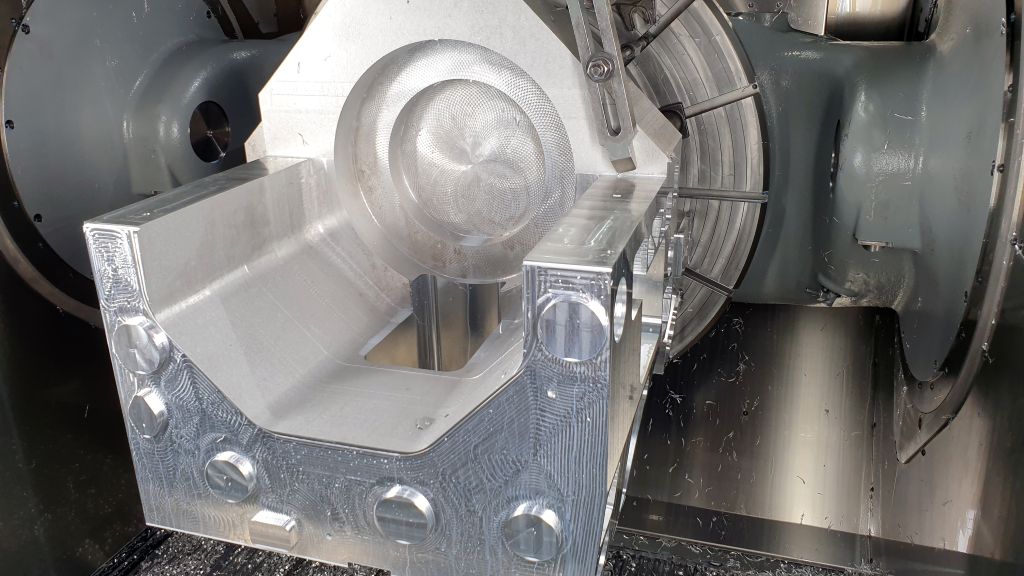
Le dos de la pièce en aluminium finie ressemble fortement à un fauteuil. Inspiré, le chef d'entreprise Sebastian Behr s'assoit rapidement sur le "meuble de siège" et trône dans l'espace de travail de sa Hermle C 62 U MT. La scène tardive masque quelque peu la finesse de la face avant de la pièce, dont la fabrication devait respecter des exigences strictes en matière de précision et de qualité de surface.
Le bloc d'aluminium n'est à l'origine pas une pièce typique pour l'entreprise familiale fondée en 1904 par Jakob Behr, mais pourrait montrer où va l'avenir. L'entreprise a commencé par la fabrication de transmissions et de tours, puis a surtout conçu et construit des machines à frapper.
Ces machines ont été produites au fil des ans dans des versions de plus en plus grandes, et avec les machines, le parc de machines dans le hall de 3 000 mètres carrés a également évolué, où aujourd'hui dominent les grandes machines.
Lorsque l'entreprise munichoise a progressivement cessé la production de ses propres machines et s'est entièrement consacrée à la fabrication sous contrat, la spécialisation dans les grandes pièces s'est avérée être une niche lucrative pour Behr.
La clientèle provient principalement de la construction de machines et d'installations, pour laquelle de nombreuses constructions soudées sont usinées. Au cours des dernières années, la demande en aluminium a augmenté. Il s'agit de travailler de grands disques, anneaux et pièces cubiques.
Précision maximale pour le télescope

Une précision particulièrement élevée est exigée lors de la fabrication de composants pour la construction d'instruments. C'est précisément pour cela que la pièce en aluminium récemment achevée par Behr a été commandée. Elle est destinée à l'un des plusieurs instruments de mesure qui seront utilisés sur le Extremely Large Telescope (ELT) de l'Observatoire européen austral ESO dans le désert d'Atacama au Chili. Avec un diamètre de miroir de 39 mètres, il devrait devenir le plus grand télescope optique au monde. Après dix ans de construction, il devrait être achevé en 2027.
Metis est un instrument multifonction qui, après son installation sur l'ELT, observera l'espace dans le domaine infrarouge moyen. Il comprend un capteur optique adaptatif, un spectrographe haute résolution et une caméra à contraste élevé. La pièce en aluminium actuelle est destinée à cet instrument. Behr l'a fabriquée pour le compte d'un institut de recherche néerlandais participant au grand projet international.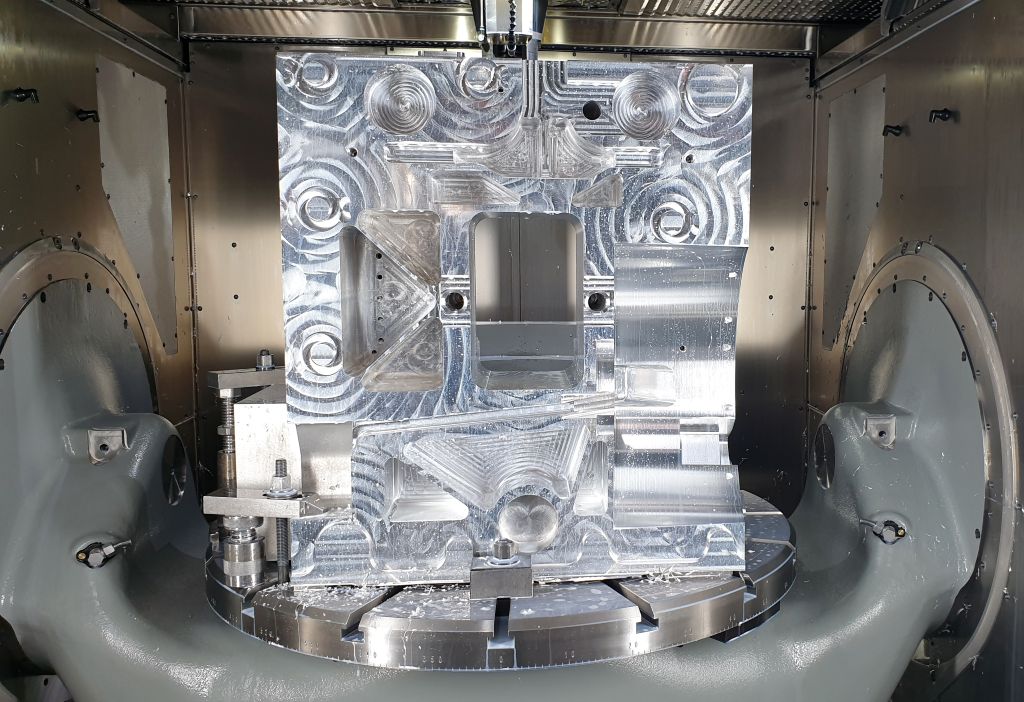
Pour l'usinage du bloc d'aluminium de 950 x 900 x 850 mm, les fabricants munichois ont nécessité environ deux mois et demi. Sebastian Behr en est très satisfait, d'autant plus que la fabrication d'une pièce tout aussi similaire, qui avait été usinée auparavant, avait duré plus de quatre mois. "On ne peut pas comparer directement les pièces, mais nous sommes définitivement devenus beaucoup plus rapides, ça avance", se réjouit Behr. Cela est de son point de vue également urgent, car au total, 20 pièces avec des exigences très similaires doivent être fabriquées pour l'ELT.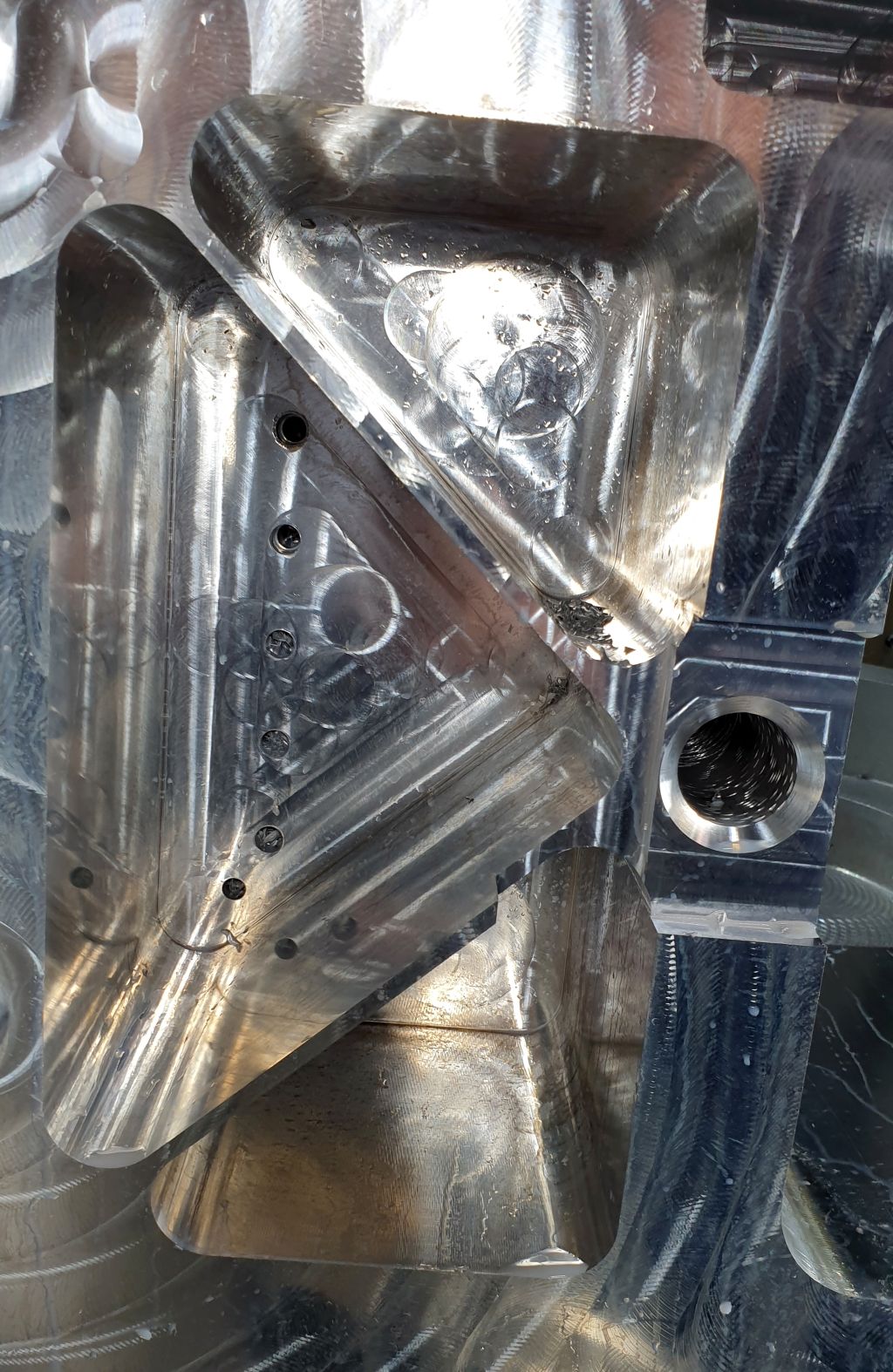
Si toutes les pièces arrivent comme prévu, la machine Hermle, que Behr a spécialement acquise pour de tels usinages, sera occupée uniquement avec cela pour les prochaines un an et demi.
Sebastian Behr explique pourquoi l'usinage a d'abord pris si longtemps : "Pour atteindre la qualité de surface requise, nous avons pu utiliser très peu d'avance avec les outils que nous avions. Cela a pris du temps." Les nombreux poches profondes de la pièce ont surtout posé problème aux fabricants, car elles ne pouvaient pas être fabriquées de manière efficace. "Au lieu d'aller directement en profondeur, nous ne pouvions que nous déplacer dans chaque poche", admet Behr. Cherchant de l'aide, il s'est finalement tourné vers Michael Bum, consultant technique pour INGERSOLL.
Nouvelle ligne de produits PrimoLine

Bum a proposé deux nouveautés d'INGERSOLL : l'outil de dégrossissage 3729605 P3N2RM250A038L054R008W et l'outil de finition 3729341 P3N2FM250A153R002C de la toute nouvelle ligne de produits PrimoLine. INGERSOLL a développé cette ligne pour l'usinage hautement efficace de l'aluminium et mise sur des outils en carbure monobloc avec une nouvelle géométrie à coupe douce. Pour le dégrossissage, le fabricant d'outils utilise un filetage cordé et équipe les fraises d'un revêtement innovant. Les séparateurs de copeaux sont conçus de manière à ne pas seulement produire de petits copeaux, mais aussi à empêcher l'accrochage de ces copeaux. Pour les outils de finition, le carbure poli pour l'usinage de l'aluminium reste non revêtu. Grâce à leurs arêtes tranchantes, ces outils s'adaptent également bien à peu de jeu et fonctionnent sans vibrations même à faibles vitesses de coupe. Les rabots et les finisseurs sont standardement équipés de refroidissement interne et disponibles dans une plage de diamètres de 6 à 25 mm jusqu'à 6xD.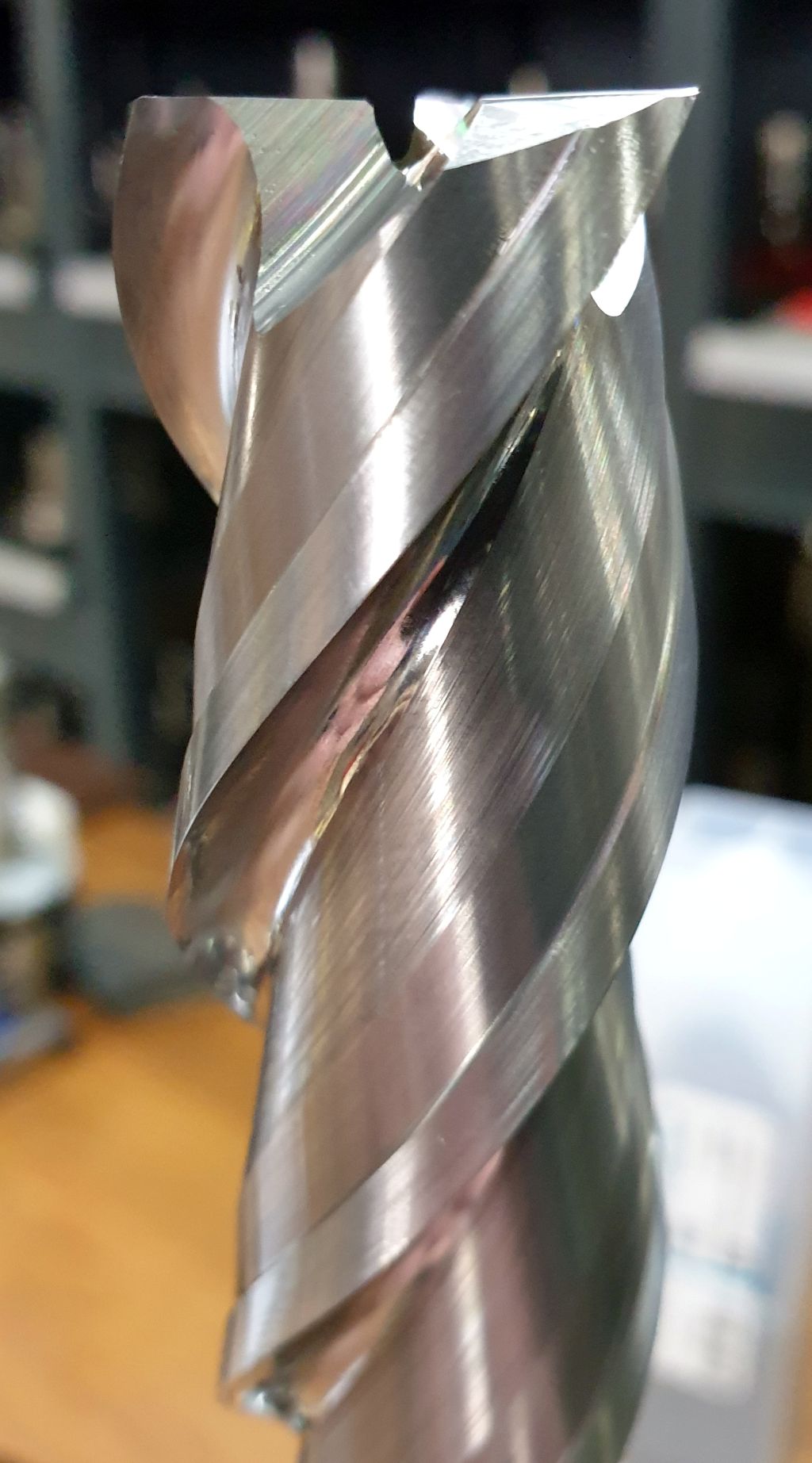
Bien que les outils n'aient jamais été utilisés dans la pratique sur une pièce comparable, on a décidé de tenter l'expérience avec eux en raison des graves problèmes d'usinage chez Behr. Sur recommandation d'INGERSOLL, le choix s'est porté sur des rabots et des finisseurs de 25 mm de diamètre avec une longueur de 6xD, donc les plus grands outils de la nouvelle ligne de produits.
Dès le premier test à Munich, tout s'est bien passé. Surtout, l'espoir de pouvoir plonger directement dans la profondeur des poches avec les nouveaux outils s'est réalisé. « Ce qui est particulier à ces outils, surtout au niveau du finisseur, c'est que nous pouvons atteindre la pleine profondeur de 150 mm avec une tolérance d'un dixième de millimètre en une seule passe », explique Micheal Bum. « Même si l'outil a un peu plus de contournement dans les coins, il fonctionne toujours très calmement. »
Poches profondes, parois fines
À la profondeur des poches s'est ajoutée un autre défi : elles sont très proches les unes des autres et l'épaisseur des parois entre elles est relativement petite, avec 5,5 mm. Malgré les grandes saillies, le dégrossissage s'est déjà déroulé très calmement. Sur recommandation d'INGERSOLL, un pré-perçage a d'abord été effectué pour éviter une oscillation de l'outil lors du mouvement hélicoïdal. Cela a permis d'atteindre un volume d'enlèvement de 700 cm3/min avec l'outil 6xD.
Même lors de la finition, la profondeur de 150 mm n'a posé aucun problème. La surface produite était excellente. Bum explique cela par le chanfrein prononcé, qui assure également un fonctionnement très calme lors des usinages à parois fines. À quel point cela s'est déroulé silencieusement, rapporte Sebastian Behr : « Lors de la finition, l'outil est pratiquement inaudible. Nous étions devant la machine et devions regarder pour nous assurer que l'usinage était déjà en cours. » La pièce a pu être usinée avec une précision de 5 à 8 µ.
Alors que la fabrication d'une poche prenait auparavant plus d'une heure, il ne faut désormais que quelques minutes. « Grâce à la nouvelle combinaison avec le dégrossisseur et le finisseur, nous avons obtenu des résultats incroyables », se réjouit Sebastian Behr. « Nous sommes devenus dix fois plus rapides. » L'idée d'investir ici dans un outil pour des cas très spécifiques est également mise de côté.
Les outils de la PrimoLine peuvent être standardisés pour diverses tâches de fraisage dans la machine. « Cet outil se moque de la profondeur de la poche », dit Bum.
Le matériau exige une sécurité de processus maximale

En plus d'une haute qualité de surface et de précision, la fabrication des pièces pour le télescope dépend également beaucoup de la sécurité des processus. Les erreurs ne sont pas seulement à proscrire en raison du long temps de traitement, mais aussi à cause du matériau difficile à obtenir. L'alliage de moulage AlMgSi1 n'est pas un matériau exotique, mais son utilisation dans l'appareil de mesure impose des exigences particulières en matière de pureté. Afin que l'analyse spectrale ne soit pas faussée plus tard, aucun autre élément ne doit s'échapper dans la chambre à vide.
Cela pourrait se produire avec le matériau courant en Europe contenant des éléments recyclés, c'est pourquoi la matière première est importée de Chine. Là-bas se trouve, selon les informations de Behr, la seule fonderie au monde qui garantit au client que l'alliage ne contient pas de matériau recyclé.
La collaboration entre Behr et INGERSOLL se poursuivra, même si un traitement économique de telles pièces a maintenant été atteint. Michael Bum a annoncé qu'il souhaitait encore ajuster certains paramètres et continuer à optimiser le traitement en incluant le TechCenter à Haiger. Dans une prochaine étape, différents porte-outils pourraient être testés. Sebastian Behr admet qu'il a initialement trop peu parlé avec les spécialistes des outils.
« À l'avenir, je demanderai immédiatement l'avis des experts lorsque je vois un problème », dit le directeur général.
Contact :


