


Na szczycie góry w Chile powstaje największy na świecie teleskop o średnicy lustra wynoszącej 39 metrów. Podczas gdy badania obiecują tu unikalny wgląd w głębiny wszechświata, produkcja firmy Jakob Behr Maschinenfabrik GmbH & Co. KG w Monachium zmaga się z całkowicie przyziemnym problemem: głębokimi kieszeniami w elemencie przeznaczonym dla teleskopu. Dzięki nowym frezom firma INGERSOLL WERKZEUGE GMBH znalazła rozwiązanie.

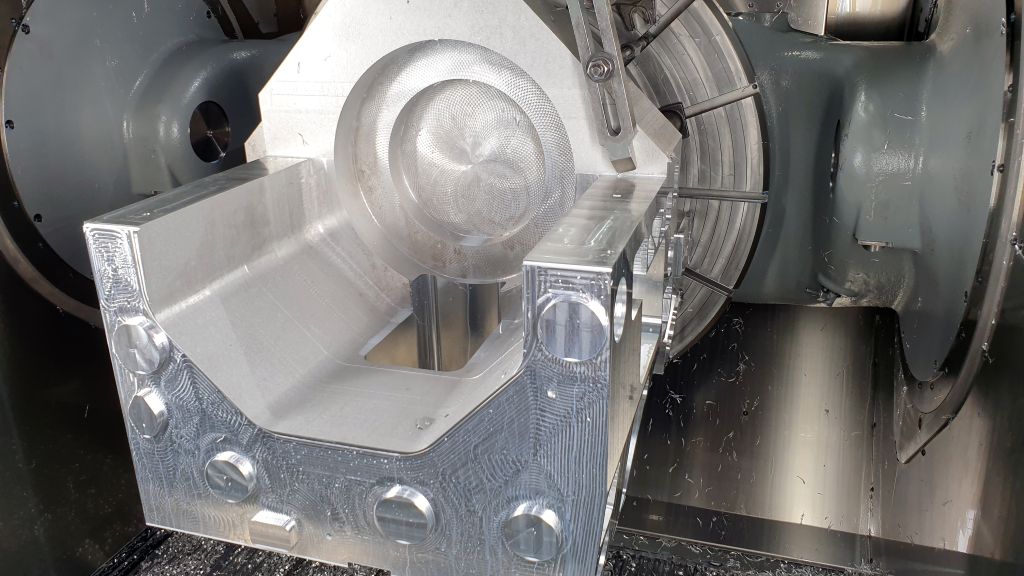
Tył gotowego aluminiowego elementu mocno przypomina kształtem fotel. Zainspirowany tym, prezes firmy Sebastian Behr bez wahania zajmuje miejsce na „meblu” i zasiada w swoim roboczym pomieszczeniu przy Hermle C 62 U MT. Ta zabawna scena nieco odwraca uwagę od tego, jak delikatnie zaprojektowany jest przód części, przy której produkcji należało przestrzegać ścisłych wymagań dotyczących precyzji i jakości powierzchni.
Blok aluminiowy nie jest pierwotnie typowym elementem dla założonej w 1904 roku firmy rodzinnej przez Jakoba Behra, ale może wskazywać, w jakim kierunku zmierza przyszłość. Firma rozpoczęła działalność od produkcji przekładni i tokarek, a później skoncentrowała się głównie na projektowaniu i budowie maszyn udarowych.
Te maszyny były produkowane w coraz większych wersjach na przestrzeni lat, a wraz z nimi zmieniał się również park maszynowy w hali o powierzchni 3.000 metrów kwadratowych, w której dziś dominują duże maszyny.
Gdy firma z Monachium stopniowo zaprzestała produkcji własnych maszyn i całkowicie skupiła się na produkcji na zlecenie, specjalizacja w dużych częściach okazała się oczywista i okazała się dla Behr opłacalną niszą.
Baza klientów pochodzi głównie z branży maszynowej i budowy urządzeń, dla której realizowane są liczne konstrukcje spawane. W ostatnich latach wzrosło zapotrzebowanie na aluminium. Do obróbki przeznaczone są duże tarcze, pierścienie i części sześcienne.
Najwyższa precyzja dla teleskopu

Szczególnie wysoka precyzja jest wymagana w produkcji, gdy chodzi o komponenty do budowy instrumentów. Właśnie z tego powodu zlecono wykonanie aluminiowej części, która została teraz ukończona przez firmę Behr. Z pewnością jest ona przeznaczona do jednego z kilku przyrządów pomiarowych, które będą używane w Extremely Large Telescope (ELT) Europejskiego Obserwatorium Południowego ESO w chilijskiej pustyni Atakama. Z średnicą lustra wynoszącą 39 metrów, ma to być największy na świecie teleskop optyczny. Po dziesięciu latach budowy ma być ukończony w 2027 roku.
Metis to wielofunkcyjne narzędzie, które po zainstalowaniu na ELT będzie obserwować przestrzeń kosmiczną w średnim zakresie podczerwieni. Obejmuje adaptacyjny czujnik optyczny, wysokorozdzielczy spektrograf oraz kamerę o wysokim kontraście. Obecny element aluminiowy jest przeznaczony dla tego instrumentu. Behr wyprodukował go na zlecenie holenderskiej instytucji badawczej, która bierze udział w międzynarodowym projekcie.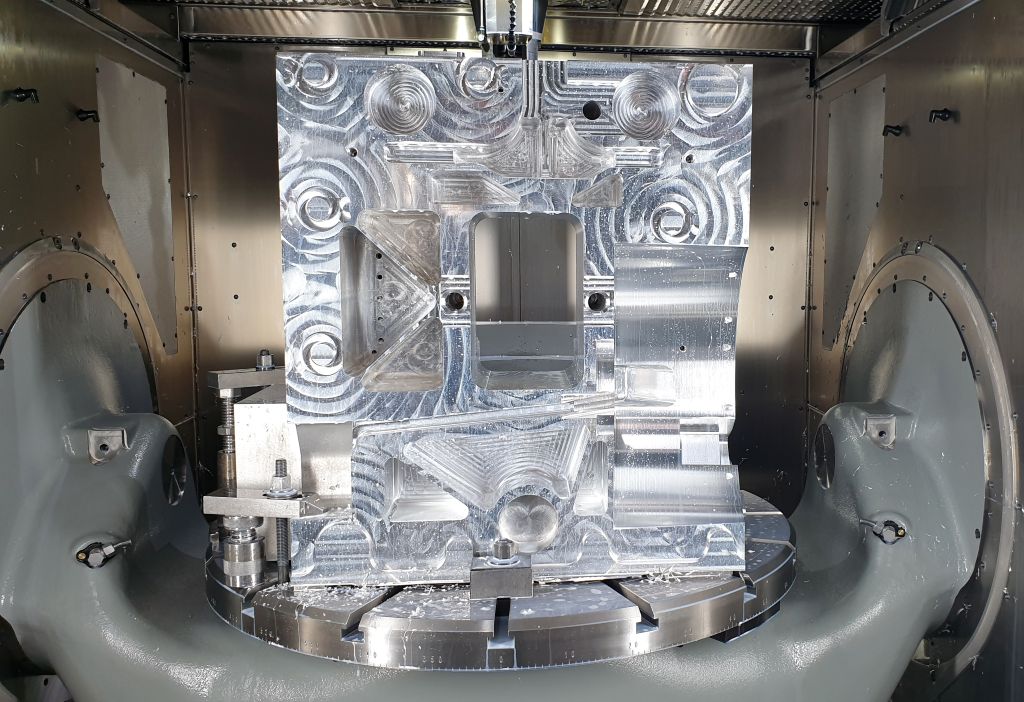
Do obróbki aluminiowego bloku o wymiarach 950 x 900 x 850 mm, monachijscy producenci potrzebowali około dwóch i pół miesiąca. Sebastian Behr jest z tego całkowicie zadowolony, tym bardziej, że produkcja bardzo podobnego elementu, który był wcześniej obrabiany, zajęła jeszcze ponad cztery miesiące. „Nie można tych części bezpośrednio porównywać, ale na pewno staliśmy się znacznie szybszy, coś się rusza naprzód”, cieszy się Behr. Jego zdaniem jest to również pilnie potrzebne, ponieważ łącznie ma być wyprodukowanych 20 elementów o bardzo podobnych wymaganiach dla ELT.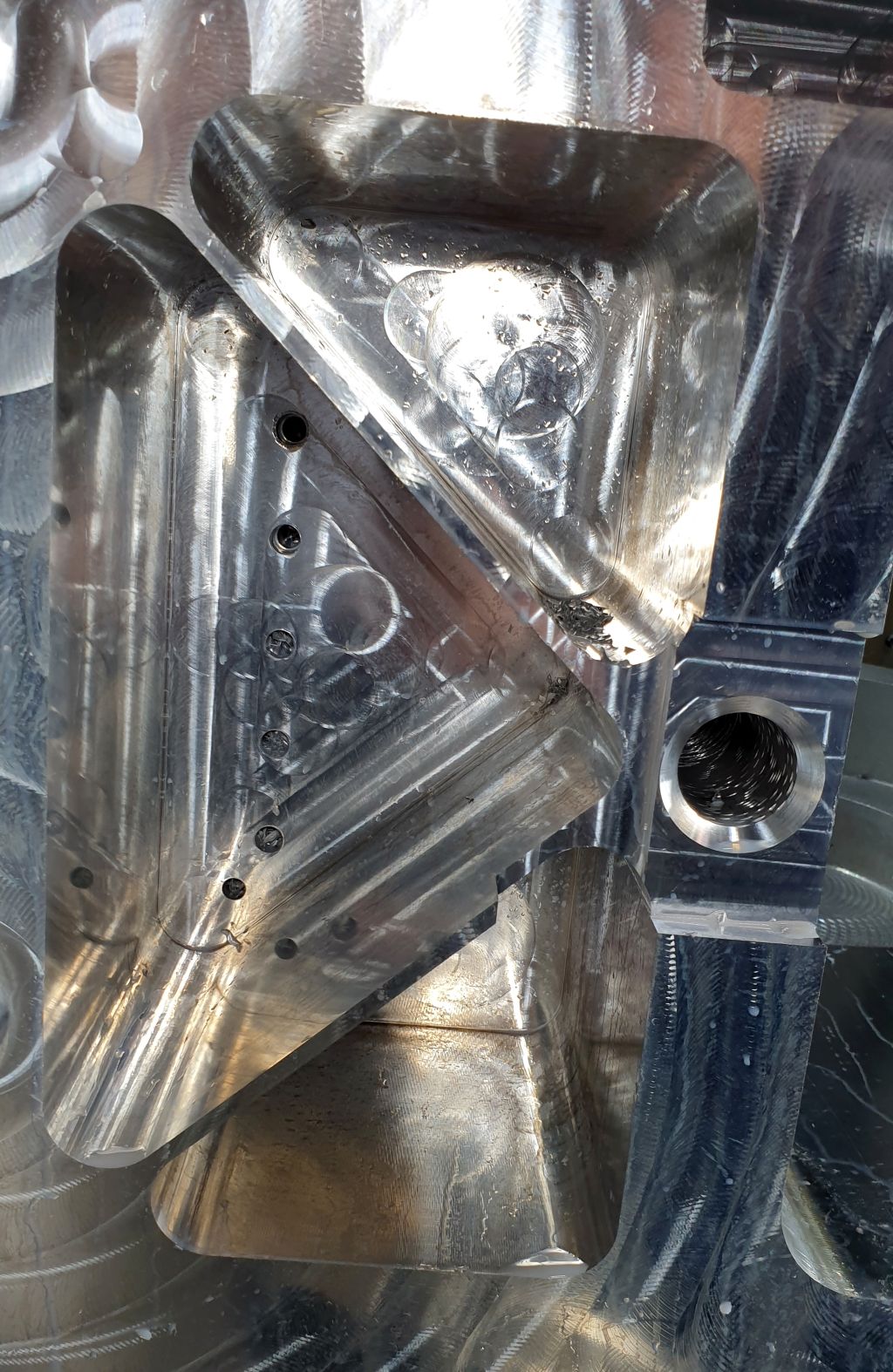
Jeśli wszystkie części przyjdą tak, jak przewidziano, maszyna Hermle, którą Behr specjalnie zakupił do tego typu obróbek, będzie sama w sobie obciążona przez następne półtora roku.
Sebastian Behr wyjaśnia, dlaczego obróbka trwała tak długo: „Aby osiągnąć wymaganą jakość powierzchni, mogliśmy używać dostępnych u nas narzędzi tylko z bardzo małym posuwem. To pochłonęło czas.” Problemy sprawiały producentowi przede wszystkim liczne głębokie kieszenie w elemencie, które nie mogły być wytwarzane w sposób efektywny. „Zamiast od razu przejść do głębokości, mogliśmy tylko krążyć w każdej kieszeni,” przyznaje Behr. Szukając pomocy, zwrócił się w końcu do Michaela Buma, doradcy technicznego w INGERSOLL.
Nowa linia produktów PrimoLine

Bum wprowadził dwa nowości od INGERSOLL: narzędzie do wstępnego skrawania 3729605 P3N2RM250A038L054R008W oraz narzędzie do wykańczania 3729341 P3N2FM250A153R002C z zupełnie nowej linii produktów PrimoLine. INGERSOLL opracował tę linię do wysokoefektywnego skrawania aluminium, wykorzystując narzędzia z pełnego węglika o nowej, miękkoskalistej geometrii. Do wstępnego skrawania producent narzędzi korzysta z zębatki kordelowej i wyposaża frezy w innowacyjną powłokę. Podziałki wiórów są zaprojektowane tak, aby nie tylko generować krótkie wióry, ale także zapobiegać ich zaczepianiu. W narzędziach do wykańczania polerowany węglik do obróbki aluminium pozostaje bez powłoki. Dzięki ostrym krawędziom te narzędzia radzą sobie dobrze nawet przy niewielkich nadmiarach i pracują bez wibracji nawet przy niskich prędkościach skrawania. Narzędzia do wstępnego skrawania i wykańczania są standardowo wyposażone w chłodzenie wewnętrzne i dostępne w zakresie średnic od 6 do 25 mm do 6xD.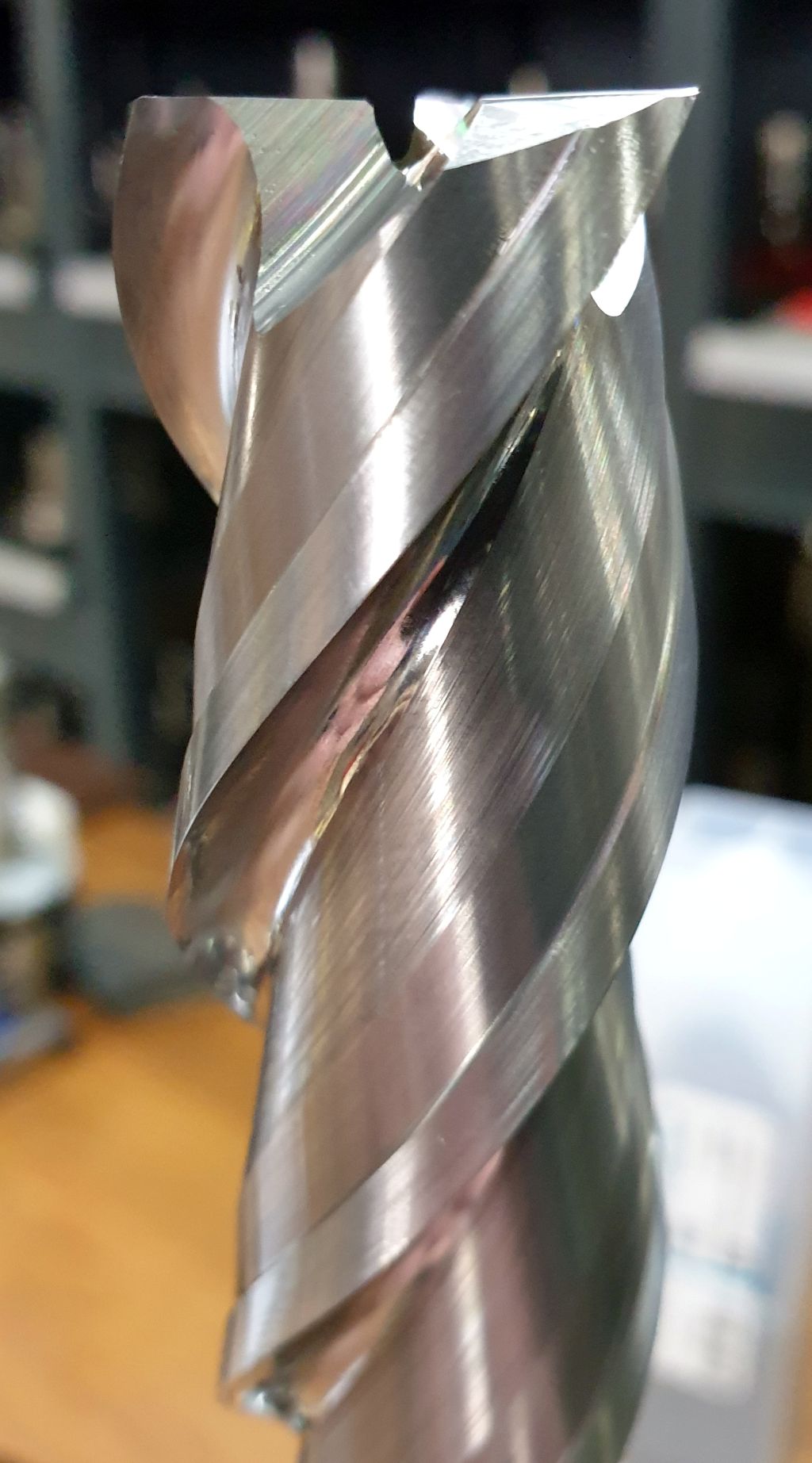
Chociaż narzędzia nigdy wcześniej nie były stosowane w porównywalnych elementach, zdecydowano się na próbę ich użycia w obliczu poważnych problemów obróbczych w Behr. Na zalecenie INGERSOLL wybrano narzędzia do szlifowania i wygładzania o średnicy 25 mm i długości 6xD, czyli największe narzędzia z nowej linii produktów.
Już pierwszy test w Monachium zakończył się sukcesem. Przede wszystkim spełniła się nadzieja, że nowe narzędzia pozwolą na głębokie frezowanie kieszeni. „Szczególne w tych narzędziach, zwłaszcza w przypadku narzędzia do wygładzania, jest to, że możemy jednocześnie ustawić pełną głębokość 150 mm z tolerancją dziesiątej części milimetra” wyjaśnia Micheal Bum. „Nawet jeśli narzędzie w rogach ma nieco większe obciążenie, nadal działa bardzo płynnie.”
Głębokie kieszenie, cienkie ścianki
Do głębokości kieszeni doszło jeszcze jedno wyzwanie: są one blisko siebie, a grubość ścianki między nimi wynosi zaledwie 5,5 mm. Mimo dużej długości występu, już podczas roughingu praca przebiegała bardzo spokojnie. Na zalecenie INGERSOLL najpierw wykonano wstępne wiercenie, aby uniknąć drgań narzędzia w ruchu helikalnym. Dzięki temu z narzędziem 6xD osiągnięto objętość skrawania wynoszącą 700 cm3/min.
Również podczas wygładzania dostarczenie 150 mm nie sprawiło żadnych problemów. Powierzchnia uzyskana była doskonała. Bum wyjaśnia to wyraźną fazą wsparcia, która także przy cienkościennych obróbkach zapewnia wysoką stabilność pracy. Jak cicho to przebiegało, relacjonuje Sebastian Behr: „Podczas wygładzania narzędzie w trakcie cięcia praktycznie nie jest słyszalne. Staliśmy przed maszyną i musieliśmy spojrzeć, aby upewnić się, że obróbka już trwa.” Element mógł być obrabiany z precyzją od 5 do 8 µ.
Jeśli wcześniej produkcja jednej torby trwała ponad godzinę, teraz wystarczy na to tylko kilka minut. „Dzięki nowemu połączeniu z narzędziem do szlifowania i wygładzania osiągnęliśmy niesamowite wyniki,” cieszy się Sebastian Behr. „Staliśmy się dzięki temu dziesięć razy szybszy.” Myśl o zainwestowaniu w narzędzie do bardzo specyficznych przypadków również została odrzucona.
Narzędzia PrimoLine mogą być standardowo zainstalowane w maszynie do różnych zadań frezarskich. „Temu narzędziu nie ma znaczenia, jak głęboka jest kieszeń”, mówi Bum.
Materiał wymaga najwyższej bezpieczeństwa procesu.

Oprócz wysokiej jakości powierzchni i precyzji, w produkcji komponentów do teleskopu bardzo ważna jest również bezpieczeństwo procesu. Błędy są niedopuszczalne nie tylko ze względu na długi czas obróbki, ale także z powodu trudności w pozyskaniu materiału. Stop AlMgSi1, choć nie jest egzotycznym materiałem, stawia szczególne wymagania dotyczące jego czystości w zastosowaniu w urządzeniu pomiarowym. Aby później analiza spektralna nie była zafałszowana, w komorze próżniowej nie mogą wydobywać się żadne inne pierwiastki.
To może się zdarzyć w przypadku materiału powszechnie stosowanego w Europie z udziałem recyklingu, dlatego surowiec jest importowany z Chin. Tam, według informacji Behrsa, znajduje się jedyna na świecie odlewnia, która gwarantuje klientowi, że stop nie zawiera materiału z recyklingu.
Współpraca między Behr a INGERSOLL będzie kontynuowana, nawet jeśli osiągnięto już ekonomiczną obróbkę tego typu komponentów. Michael Bum ogłosił, że chce jeszcze popracować nad kilkoma aspektami i dalej optymalizować obróbkę z uwzględnieniem TechCenter w Haiger. W następnym kroku mogłyby być testowane różne uchwyty narzędziowe. Sebastian Behr przyznaje, że na początku zbyt mało rozmawiał z specjalistami od narzędzi.
„W przyszłości zamierzam od razu zasięgnąć opinii ekspertów, gdy zauważę problem“ – powiedział dyrektor zarządzający.
Kontakt:


