


En la construcción de motores de gran volumen para la navegación y la industria energética, MAN Energy Solutions ocupa una posición de liderazgo a nivel mundial. Pero lo que debe funcionar sin problemas a gran escala requiere soluciones precisas y confiables en los detalles. Por ejemplo, en la producción de soportes de cojinete de fundición. Sin embargo, las herramientas utilizadas hasta ahora eran demasiado imprecisas. Finalmente, una innovación de ISCAR resolvió el problema. Los nuevos taladros de cabezal intercambiable de tres filos LOGIQ3CHAM logran resultados excepcionales y mejoran significativamente la productividad en MAN.
MAN Energy Solutions emplea a 14,000 personas en todo el mundo en 120 ubicaciones. La sede principal y el mayor centro de producción se encuentra en Augsburgo, con 4,000 empleados. Aquí se producen grandes motores de cuatro tiempos para barcos y aplicaciones estacionarias como la generación de electricidad. El desarrollo de soluciones climáticamente neutras para clientes de la producción industrial, la energía y la economía marítima es el objetivo central de la empresa.
37 años después de su fundación en 1840, se escribió historia industrial en Augsburgo: el ingeniero Rudolf Diesel construyó en un laboratorio de la fábrica de máquinas de Augsburgo, ahora MAN, el primer motor del mundo que lleva su nombre. El motor más grande fabricado allí hoy tiene una potencia de 19 megavatios y pesa 240 toneladas. Además del desarrollo, producción, licenciamiento y venta de motores diésel y de gas de cuatro tiempos de gran volumen, así como turbocompresores para barcos, sistemas de calefacción, refrigeración y eléctricos, MAN Energy Solutions desde Augsburgo también gestiona el desarrollo comercial global de soluciones futuras como la tecnología del hidrógeno.
Un factor de éxito es la alta profundidad de fabricación implementada en el sitio. En la planta se lleva a cabo toda la producción de motores, desde la fundición hasta el motor terminado.
Margen de mejora en precisión

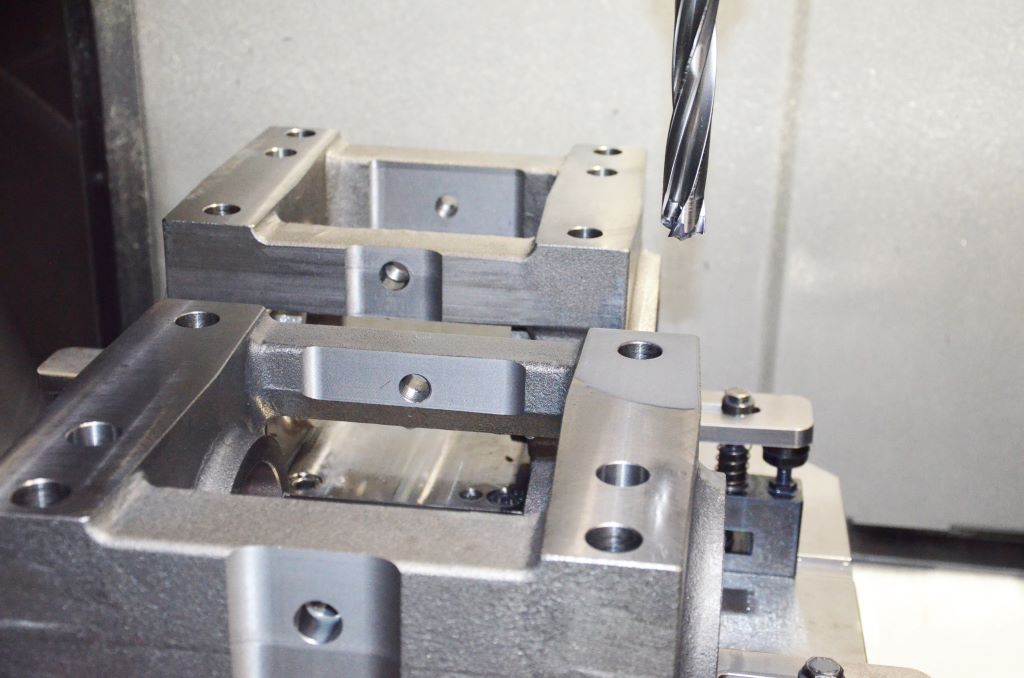
Entre los proveedores internos se encuentra también la fabricación de componentes cúbicos con 30 empleados. Aquí se producen en seis máquinas 150 piezas diferentes con pesos entre cinco y 300 kilogramos, incluidos soportes de cojinete de fundición para el control de la culata. 'Para cumplir con los altos requisitos de calidad, necesitamos herramientas de primera clase', explica Lukas Bachhuber, líder de segmento en MAN Energy Solutions.
Sin embargo, surgieron problemas al introducir los orificios de atornillado. Debe perforarse desde dos lados, y el sistema de cabezal intercambiable de dos filos utilizado hasta ahora no cumplía con los requisitos. 'La herramienta era demasiado imprecisa. Los orificios deben coincidir exactamente. Sin embargo, hubo desalineaciones repetidas. A pesar de la precentración, no obtuvimos resultados satisfactorios', explica Lukas Bachhuber.
Su colega Alexander Baier, de Tecnologías de Herramientas, añade: 'Hemos buscado intensamente una herramienta con un rendimiento muy bueno' y explica por qué los contactos de larga data con ISCAR proporcionaron un enfoque de solución. Dirk Moosreiner, tecnología de aplicaciones y consultoría, y Detlef Ossadnik, consultoría y ventas, ambos de ISCAR, presentaron el nuevo sistema de taladro de cabezal intercambiable de tres filos LOGIQ3CHAM.
LOGIQ3CHAM proporciona una solución
En comparación con las herramientas de perforación convencionales de dos filos, este permite valores de avance hasta un 100 por ciento más altos, lo que aumenta significativamente la productividad. El sistema de sujeción del cabezal de perforación es fácil y seguro de manejar y, a diferencia de los sistemas de sujeción convencionales, no requiere piezas de repuesto adicionales. 'Así, incluso en la máquina, solo se producen tiempos de preparación mínimos al cambiar el cabezal de perforación', explica Florian Weiß, especialista en productos de perforación en ISCAR.
La fuerza de sujeción radial y axial se genera exclusivamente en el ajuste en cola de milano. 'Esto, en combinación con las grandes superficies de contacto, ofrece una alta seguridad del proceso incluso con fuerzas de corte irregulares', añade Uli Köhler, gerente de ventas regional de ISCAR.
ISCAR diseñó el centro del cabezal de perforación o el filo restante con los tres filos afilados en función de una buena capacidad de centrado con la mayor estabilidad posible. Esto resulta en bajas fuerzas axiales y valores de par durante la perforación, así como una muy buena capacidad de auto-centrado. En el LOGIQ3CHAM se utiliza el material de corte recubierto de PVD-TiAIN IC908. Este es altamente resistente al desgaste y permite largos tiempos de vida útil.
Todas las variantes de cuerpos de perforación tienen un suministro interno de refrigerante a cada filo, así como grandes cámaras de virutas pulidas que mejoran el flujo de virutas mediante ángulos de espiral variables.
'Después de la presentación de la nueva herramienta, realizamos pruebas en condiciones prácticas con nuestros socios del proyecto', explica Detlef Ossadnik. 'Rápidamente nos dimos cuenta de que el LOGIQ3CHAM funciona de manera muy suave y produce una alta calidad superficial', dice Moosreiner. Otros resultados de pruebas positivos llevaron a la decisión de reemplazar la herramienta utilizada hasta ahora por la innovación de ISCAR.
100 por ciento más de avances
MAN Energy Solutions ha estado utilizando el sistema de taladro de cabezal intercambiable desde 2022 y ha logrado éxitos medibles. 'La alineación ha mejorado significativamente. Los orificios ahora coinciden con precisión', informa Alexander Baier. Debido a su buena capacidad de centrado, MAN trabaja con un 100 por ciento más de avances en comparación con antes. 'Nuestra productividad ha aumentado significativamente', resume Lukas Bachhuber. La herramienta está lista para usar rápidamente en las máquinas de alto rendimiento.
'Ahorra cinco euros por pieza. Con 1,000 piezas al año, eso se amortiza', se alegra Alexander Baier. MAN ha aumentado el tiempo de vida útil en comparación con la herramienta anterior en un diez por ciento. Sin embargo, los costos de desecho han disminuido. 'Los orificios están dentro de las tolerancias especificadas', dice Lukas Bachhuber. Los de Augsburgo utilizan LOGIQ3Cham en diámetros de 18 a 24 milímetros y profundidades de perforación de 5xD y 8xD.
Desde la presentación hasta la implementación práctica, la cooperación con los expertos de ISCAR fue ejemplar. “Los contactos existen desde hace muchos años, y también en este proyecto hemos trabajado de manera abierta, confiable y en igualdad de condiciones”, describe el experto de MAN, Alexander Baier. LOGIQ3CHAM convenció a MAN Energy Solutions en todos los aspectos. “El procesamiento preciso y confiable con altas tasas de avance ha llevado a que utilicemos la herramienta con éxito en otros componentes”, resume.
Contacto:


