


Dans la construction de moteurs volumineux pour la navigation et l'industrie énergétique, MAN Energy Solutions occupe une position de leader mondial. Mais ce qui doit fonctionner sans accroc à grande échelle nécessite des solutions précises et fiables dans les détails. Par exemple, lors de la production de paliers en fonte. Cependant, les outils utilisés jusqu'à présent étaient trop imprécis. Une innovation de la maison ISCAR a finalement résolu le problème. Les nouveaux forets à tête interchangeable LOGIQ3CHAM à trois arêtes obtiennent des résultats exceptionnels et améliorent considérablement la productivité chez MAN.
MAN Energy Solutions emploie 14 000 personnes dans le monde à 120 sites. Le siège social et le plus grand site de production se trouvent à Augsbourg, avec 4 000 employés. C'est ici que de grands moteurs à quatre temps sont fabriqués pour des navires et des applications stationnaires telles que la production d'électricité. Le développement de solutions climatiquement neutres pour les clients de l'industrie, de l'énergie et du secteur maritime est un objectif central de l'entreprise.
37 ans après sa fondation en 1840, l'histoire industrielle a été écrite à Augsbourg : l'ingénieur Rudolf Diesel a construit dans un laboratoire de l'usine de machines d'Augsbourg, maintenant MAN, le premier moteur au monde qui porte son nom. Le plus grand moteur fabriqué aujourd'hui là-bas a une puissance de 19 mégawatts et pèse 240 tonnes. En plus du développement, de la production, de la licence et de la vente de moteurs diesel et à gaz à quatre temps de grande taille ainsi que de turbocompresseurs pour navires, systèmes de chauffage, de refroidissement et électriques, MAN Energy Solutions gère également le développement commercial mondial de solutions d'avenir telles que la technologie de l'hydrogène.
Un facteur de succès est la grande profondeur de fabrication mise en œuvre sur le site. L'usine couvre l'ensemble de la production de moteurs - de la fonderie au moteur fini.
Marge de progression en matière de précision

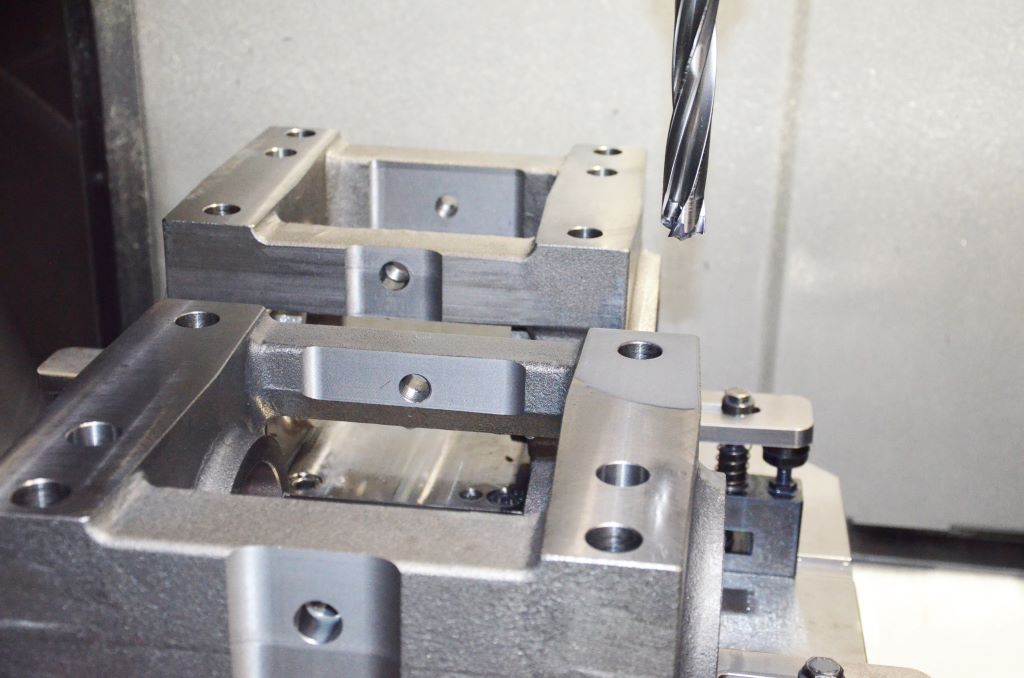
Parmi les fournisseurs internes se trouve également la fabrication de composants cubiques avec 30 employés. Ici, 150 pièces différentes pesant entre cinq et 300 kilogrammes sont produites sur six machines, y compris des paliers en fonte pour le contrôle de la culasse. « Pour répondre aux exigences de qualité élevées, nous avons besoin d'outils de premier ordre pour le traitement », explique Lukas Bachhuber, responsable de segment chez MAN Energy Solutions.
Cependant, des problèmes sont survenus lors de l'introduction de perçages pour vis. Il faut percer des deux côtés, et le système à tête interchangeable à deux arêtes utilisé jusqu'à présent ne répondait pas aux exigences. « L'outil était trop imprécis. Les perçages doivent se rencontrer exactement. Cependant, il y avait toujours des décalages. Malgré le pré-centrement, nous n'avons pas obtenu de résultats satisfaisants », explique Lukas Bachhuber.
Son collègue Alexander Baier, Technologies d'outillage, ajoute : « Nous avons cherché intensément un outil avec de très bonnes performances » et explique pourquoi les contacts de longue date avec ISCAR ont fourni une approche de solution. Dirk Moosreiner, technique d'application et conseil, ainsi que Detlef Ossadnik, conseil et vente, tous deux d'ISCAR, ont présenté le nouveau système de perçage à tête interchangeable LOGIQ3CHAM à trois arêtes.
LOGIQ3CHAM apporte une solution
Comparé aux outils de perçage conventionnels à deux arêtes, celui-ci permet des valeurs d'avance jusqu'à 100 % plus élevées, ce qui augmente considérablement la productivité. Le système de serrage de la tête de perçage est simple et sûr à manipuler et ne nécessite, contrairement aux systèmes de serrage conventionnels, aucune pièce de rechange supplémentaire. « Ainsi, même dans la machine, les temps de réglage lors du changement de tête de perçage sont minimaux », explique Florian Weiß, spécialiste produit perçage chez ISCAR.
La force de serrage radiale et axiale est générée exclusivement dans l'ajustement en queue d'aronde. « Cela offre, en combinaison avec les grandes surfaces de contact, une très haute sécurité de processus même en cas de forces de coupe irrégulières », ajoute Uli Köhler, directeur des ventes régionales d'ISCAR.
ISCAR a conçu le centre de la tête de perçage ou la coupe résiduelle avec les trois arêtes pointues en vue d'une bonne capacité de centrage avec une stabilité aussi élevée que possible. Cela entraîne de faibles forces axiales et des valeurs de couple pendant le perçage ainsi qu'une très bonne capacité d'auto-centrage. Le LOGIQ3CHAM utilise le matériau de coupe revêtu PVD-TiAIN IC908. Ce dernier est très résistant à l'usure et permet de longues durées de vie.
Toutes les variantes de corps de perçage possèdent un apport interne de liquide de refroidissement à chaque arête ainsi que de grandes chambres d'évacuation des copeaux polies, qui améliorent l'écoulement des copeaux grâce à des angles de spirale variables.
« Après la présentation du nouvel outil, nous avons effectué des tests en conditions réelles avec nos partenaires de projet », explique Detlef Ossadnik. « Nous avons rapidement constaté que le LOGIQ3CHAM fonctionne très bien et produit une haute qualité de surface », déclare Moosreiner. D'autres résultats de test positifs ont conduit à remplacer l'outil précédemment utilisé par l'innovation d'ISCAR.
Avances 100 % plus élevées
MAN Energy Solution travaille depuis 2022 avec le système de perçage à tête interchangeable et obtient des succès mesurables. « L'alignement s'est considérablement amélioré. Les perçages se rencontrent maintenant précisément », rapporte Alexander Baier. Grâce à sa bonne capacité de centrage, MAN travaille avec 100 % d'avances plus élevées par rapport à avant. « Notre productivité a considérablement augmenté », résume Lukas Bachhuber. L'outil est rapidement prêt à l'emploi sur les machines puissantes.
« Nous économisons cinq euros par pièce. Pour 1 000 pièces par an, cela en vaut la peine », se réjouit Alexander Baier. MAN a augmenté la durée de vie par rapport à l'outil précédent de dix pour cent. En revanche, les coûts de rebut ont diminué. « Les perçages sont systématiquement dans les tolérances spécifiées », déclare Lukas Bachhuber. Les Augsbourgeois utilisent LOGIQ3Cham dans des diamètres de 18 à 24 millimètres et des profondeurs de perçage de 5xD et 8xD.
De la présentation à l'utilisation pratique, la coopération avec les experts d'ISCAR s'est déroulée de manière exemplaire. « Les contacts existent depuis de nombreuses années, et même pour ce projet, nous avons collaboré de manière ouverte, confiante et sur un pied d'égalité », décrit l'expert de MAN, Alexander Baier. LOGIQ3CHAM a convaincu chez MAN Energy Solutions. « Le traitement précis et fiable avec des avances élevées a conduit à ce que nous puissions également utiliser l'outil avec succès sur d'autres composants », résume-t-il.
Contact :


