


The EMAG UG series is aimed at users looking for a mature solution for internal, external, and non-circular grinding without compromising on flexibility, precision, and process reliability.
The UG series includes machines with grinding lengths from 400 to 1,500 millimeters. This range covers different requirements – from compact workshop machines for toolmaking to universal production solutions for longer shafts and complex geometries – whether between centers or clamped in a chuck.
Model overview and application spectrum
The series is divided into four variants:
- UG 400 with 400 mm grinding length
- UG 630 with 630 mm grinding length
- UG 1000 with 1,000 mm grinding length
- UG 1500 with 1,500 mm grinding length
Linear guides in the X and Z axes, servo drives with ball screw spindles, and directly driven motor grinding spindles form the technical basis. The standard peak height is 175 mm and the maximum workpiece weight is 120 kilograms (model UG 1000). With additional equipment, larger peak heights and workpiece weights are possible.
Grinding spindle head – Precision through direct drive
The grinding spindle head is equipped with directly driven motor spindles. The spindle power is up to 11 kilowatts. By eliminating a belt drive, sources of vibration are removed and torque is transmitted without loss. This leads to uniform power transmission and reduces vibrations during the grinding process.
The automatically swiveling B-axis allows for stepless positioning between -15° and +225° with an accuracy of 0.0005 degrees. This precision is necessary for flat and contour grinding, where the exact angular position of the grinding wheel determines the machining result. The achievable peripheral speed of the grinding wheel is 50 meters per second. For internal machining, precision grinding spindles are used.
These spindles are characterized by high speeds and a robust bearing with oil-air lubrication, which is necessary for internal grinding of small holes.
Workpiece spindle head – Rigidity and roundness accuracy
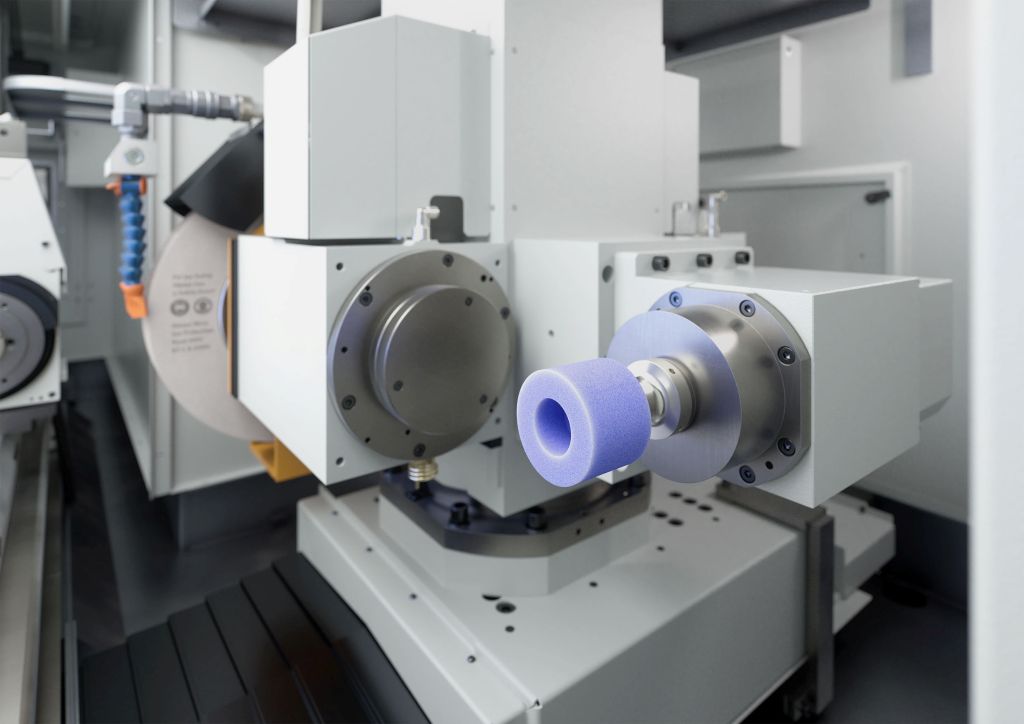
The workpiece spindle head is equipped with precision tapered roller bearings that ensure high rigidity. This achieves a roundness accuracy on the test workpiece of 0.5 micrometers.
A swivel range of 0° to +30° allows for various grinding strategies for conical grinding. The setup and positioning of the workpiece is facilitated by a pneumatic lifting device. Optionally, AE sensors can also be integrated, which detect contact between the grinding wheel and the workpiece and reduce idle times.
For non-circular and thread grinding, an optional workpiece spindle with a C-axis is available. In this case, the workpiece spindle is implemented as a motor spindle with rotational positioning. This enables synchronized movements between the feed of the grinding spindle and the rotation of the workpiece.
Tailstock – Precise centering when grinding between centers
The tailstock is standard equipped with a quill with a diameter of 63 millimeters for MK4 centers. It runs play-free in the guide, allowing for exact centering of the workpiece. A fine adjustment of ±40 micrometers allows for the correction of cone deviations and ensures roundness accuracies of well under one micrometer.
Manual or hydraulic actuation systems are available. The hydraulic variant speeds up the workpiece change, as the quill is automatically retracted after machining. An integrated sensor monitors the correct seating of the workpiece tip and increases process reliability.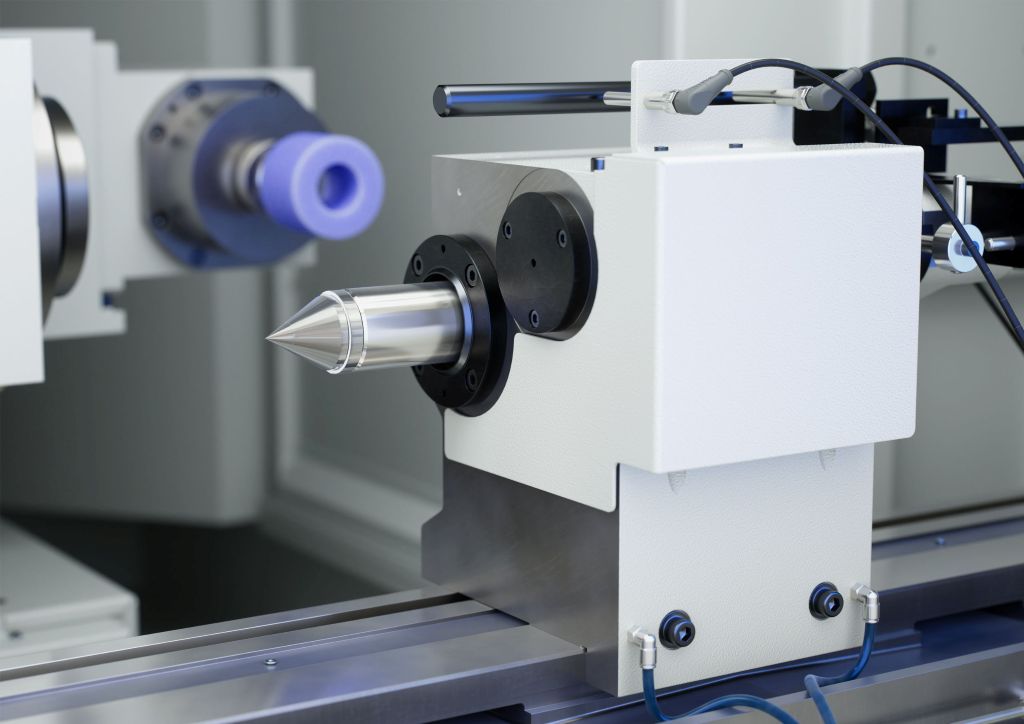
Dressing systems – ensuring constant grinding conditions
Various dressing systems are available for different requirements. Dressing is an essential part of the grinding process, as the geometry and sharpness of the grinding wheel significantly determine the surface quality and dimensional accuracy.
The following systems are offered:
- Table dresser with flexible positioning: The table dresser can be placed at any position on the top table. This flexibility allows for adaptation to different workpiece geometries and grinding wheel diameters. The user can optimize the dressing position specific to the workpiece, which reduces setup times for frequently changing manufacturing tasks.
- Dressing spindle on the workpiece spindle head: The dressing spindle is mounted at the rear of the workpiece spindle head and allows for automated dressing without manual intervention. This solution is suitable for series production, where constant dressing cycles increase process reliability. The integration into the machine structure reduces space requirements and shortens auxiliary times.
- Holder for dressing tiles on the tailstock and workpiece spindle head: For simple dressing tasks, holders for dressing tiles can be mounted on the tailstock or workpiece spindle head. This cost-effective solution is suitable for manual dressing processes or as a supplement to automated systems.
The modular design allows the dressing system to be adapted to the specific application. The selection of the appropriate dressing system depends on the type of grinding wheel, quantity, workpiece geometry, and required surface qualities.
Of course, the machines of the UG series can be expanded according to customer requirements, for example, with NC synchronous tailstock, in-process measurement technology, automatic tailstock with NC axis, hydraulic steady rest, and many other options.
Control and operation
The UG machines are standard equipped with the FANUC 0i-TF CNC control. This control offers a dialog-oriented HMI that simplifies programming and operation. The user guidance is logically structured, and frequently used functions are directly accessible.
For more complex contours, especially in non-circular and thread grinding, the FANUC 31iB Plus is available. This control has higher computing power and supports advanced functions for synchronized motion control. The interpolation between the axes is performed with high precision, which is necessary for machining non-circular geometries.
The use of FANUC controls offers advantages in international use. The controls are widely used worldwide, service availability is high, and spare parts can be delivered quickly. This minimizes downtime and facilitates the training of operators who are familiar with FANUC controls.
Global customer support
EMAG maintains a global service network that covers all continents. The service locations are in Germany, Great Britain, France, Spain, Italy, the USA, Mexico, Brazil, India, China, and South Korea. This decentralized structure allows for short response times and a quick on-site presence for service requests.
Service technicians at all locations have access to a common knowledge pool. Experiences from service cases are systematically analyzed and made available worldwide. This allows customers, regardless of their location, to benefit from the accumulated know-how of the EMAG Group.
As an OEM supplier, EMAG guarantees to assist the customer as quickly as possible – whether during commissioning, with technical questions, or in case of a malfunction. Upon request, EMAG delivers a Turn-Key Package that includes not only the machine but also tools, clamping technology, coolant, and the finished workpiece program. This provides the customer with a production-ready solution from a single source.
The service program additionally offers preventive maintenance, training at the EMAG Academy, retrofitting, and readily available original spare parts. The goal of all services is to maximize machine availability and ensure a long lifespan of the investment.
Contact:


