


Serija EMAG UG je namenjena uporabnikom, ki iščejo zrelo rešitev za notranje, zunanje in nesimetrično brušenje ter ne želijo sklepati kompromisov glede fleksibilnosti, natančnosti in varnosti procesov.

Serija UG obsega stroje z dolžinami brušenja od 400 do 1.500 milimetrov. Ta razporeditev pokriva različne zahteve – od kompaktnih delavničnih strojev za orodjarstvo do univerzalnih proizvodnih rešitev za daljše gredi in kompleksne geometrije – ne glede na to, ali so med konicami ali v vpenjalniku.
Pregled modelov in področje uporabe
Serija se deli na štiri različice:
- UG 400 z dolžino brušenja 400 mm
- UG 630 z dolžino brušenja 630 mm
- UG 1000 z dolžino brušenja 1.000 mm
- UG 1500 z dolžino brušenja 1.500 mm
Linearne vodilne enote na X- in Z-osi, servo pogoni z krogličnimi vijaki in neposredno pogonjene motorne brusilne vretena tvorijo tehnično podlago. V standardu je višina vrha 175 mm in največja teža obdelovanca 120 kilogramov (model UG 1000). Z dodatno opremo so možne večje višine vrha in teže obdelovancev.
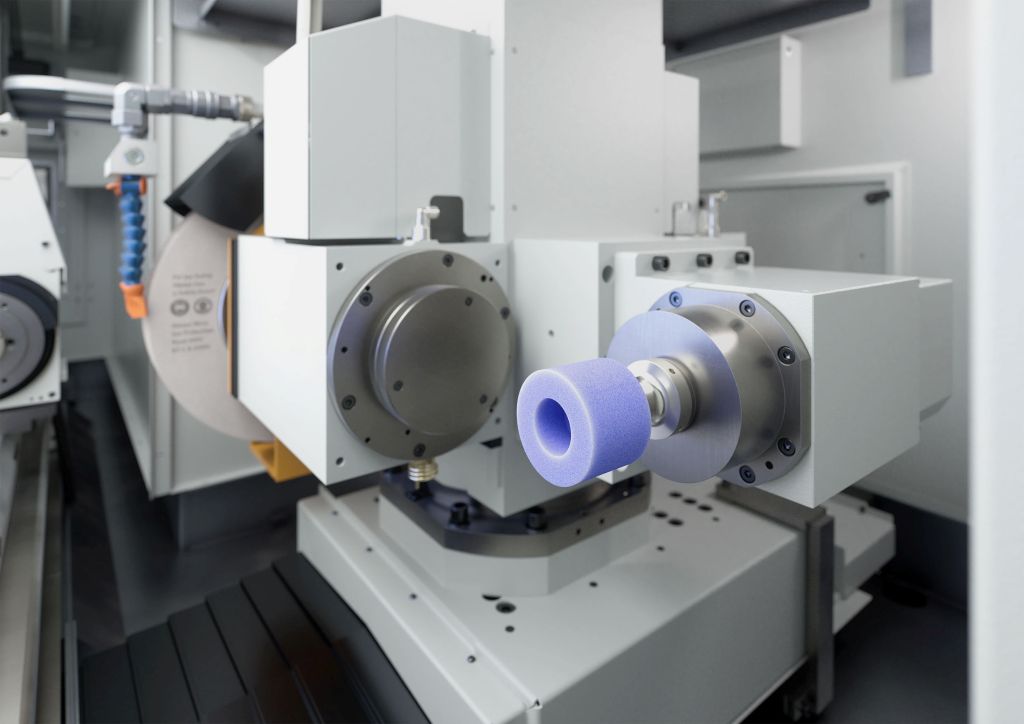
Brusni vreteno – Natančnost z neposrednim pogonom
Brusni vreteno je opremljeno z neposredno pogonjenimi motorji. Moč vretena znaša do 11 kilovatov. Z opustitvijo jermenskega prenosa se odstranijo vire vibracij, moment pa se prenaša brez izgub. To vodi do enakomernega prenosa moči in zmanjšuje vibracije med brusnim postopkom.
Avtomatsko nagibna B-os omogoča brezstopenjsko pozicioniranje med -15° in +225° z natančnostjo 0,0005 stopinje. Ta natančnost je potrebna za ravno in konturno brušenje, pri katerem natančna kotna lega brusnega diska določa rezultat obdelave. Dosegljiva obodna hitrost brusnega diska znaša 50 metrov na sekundo. Za notranjo obdelavo se uporabljajo precizne brusne vretena.
Te spindlje se odlikujejo z visokimi vrtljaji in robustno ležajno konstrukcijo z oljno-zračno mazanje, kar je potrebno za notranje brušenje majhnih lukenj.
Obdelovanec vreteno – togost in natančnost vrtenja
Delovni vreteno je opremljeno s preciznimi stožčastimi valjčnimi ležaji, ki zagotavljajo visoko togost. Tako se doseže natančnost okroglosti na preizkusnem delu 0,5 mikrometra.
Kotni razpon od 0° do +30° omogoča različne strategije brušenja za konično brušenje. Priprava in pozicioniranje obdelovanca sta olajšana s pnevmatsko dvigalno napravo. Prav tako je mogoče opcijsko integrirati AE-senzorje, ki prepoznajo stik med brusnim kolesom in obdelovancem ter zmanjšajo čas brez obremenitve.
Za nenatančno in navožno brušenje je na voljo opcijska vretena za obdelovance s C-osjo. V tem primeru je vreteno za obdelovance izvedeno kot motorno vreteno z rotacijsko pozicioniranjem. S tem so možni sinhronizirani gibi med pomikom brusnega vretena in rotacijo obdelovanca.
Reitstock – Natančna osredotočenost pri brušenju med konicami
Reitstock je standardno opremljen s pinolo premera 63 milimetrov za MK4 konice. Deluje brez zračnosti v vodilu, kar omogoča natančno centriranje obdelovanca. Natančno nastavljanje ±40 mikrometrov omogoča korekcijo odstopanj konusa in zagotavlja natančnost vrtenja, ki je daleč pod enim mikrometrom.
Na voljo so ročni ali hidravlični sistemi za upravljanje. Hidravlična različica pospeši zamenjavo obdelovanca, saj se po obdelavi pinola samodejno umakne. Vgrajen senzor nadzira pravilen položaj konice obdelovanca in povečuje varnost procesa.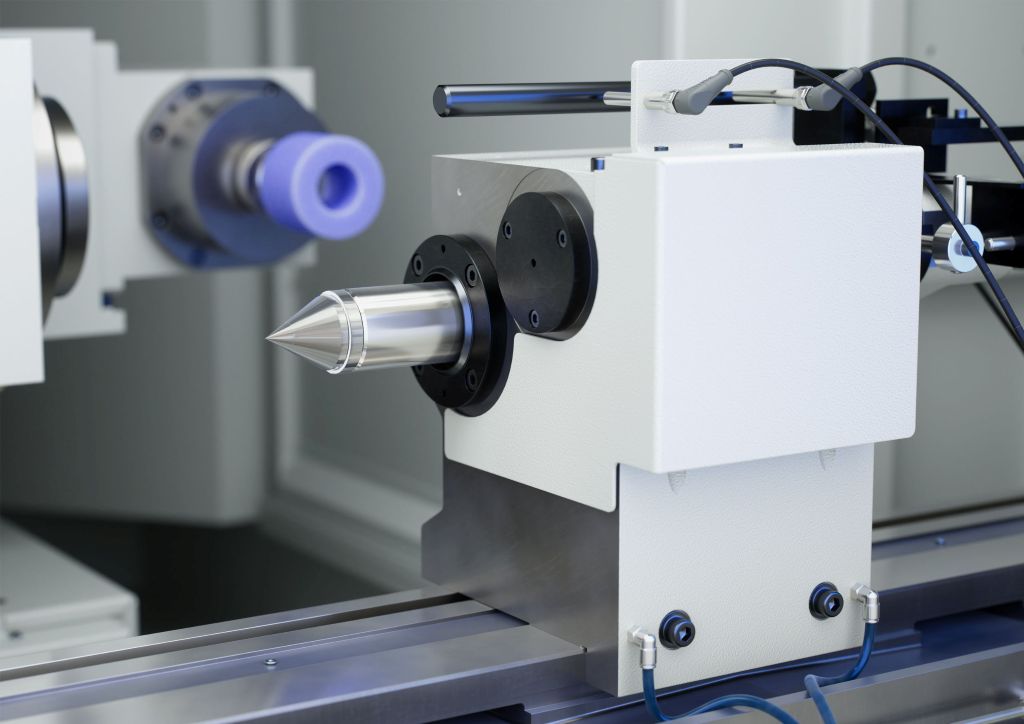
Sistemi za obdelavo – zagotavljanje konstantnih pogojev brušenja
Za različne zahteve so na voljo različni sistemi za obdelavo. Obdelava je bistven del procesa brušenja, saj geometrija in ostrina brusnega diska odločilno vplivata na kakovost površine in natančnost dimenzij.
Nudijo se naslednji sistemi:
- Mizni brusilnik z fleksibilno pozicioniranjem: Mizni brusilnik je mogoče postaviti na katero koli mesto na zgornji mizi. Ta fleksibilnost omogoča prilagoditev različnim geometrijam obdelovancev in premerom brusnih koles. Uporabnik lahko optimizira pozicijo brusilnika glede na specifične obdelovance, kar skrajša čas nastavitve pri pogostih spremembah proizvodnih nalog.
- Ostrilna vretena na vretenu obdelovanca: Ostrilna vretena je nameščena na zadnjem delu vretena obdelovanca in omogoča avtomatizirano ostrenje brez ročnih posegov. Ta rešitev je primerna za serijsko proizvodnjo, kjer konstantni ostrilni cikli povečujejo varnost procesa. Integracija v konstrukcijo stroja zmanjšuje potrebo po prostoru in skrajša stranske čase.
- Nosilci za brusne plošče na vodilu in vretenu obdelovanca: Za preproste naloge brušenja je mogoče namestiti nosilce za brusne plošče na vodilu ali vretenu obdelovanca. Ta stroškovno učinkovita rešitev je primerna za ročne postopke brušenja ali kot dopolnilo avtomatiziranim sistemom.
Modularna zasnova omogoča prilagoditev sistema za ostrenje specifični uporabi. Pri tem se izbira ustreznega sistema za ostrenje glede na tip brusnega diska, število kosov, geometrijo obdelovanca in zahtevane kakovosti površine.
Seveda je mogoče stroje serije UG razširiti po želji strank, na primer z NC-sinhroniziranim vretenom, merilno tehniko v procesu, avtomatskim vretenom z NC-osjo, hidravlično luno in mnogimi drugimi možnostmi.
Nadzor in upravljanje
UG stroji so standardno opremljeni s CNC krmilnikom FANUC 0i-TF. To krmiljenje ponuja dialogno usmerjeno HMI, ki poenostavi programiranje in upravljanje. Uporabniška navigacija je logično strukturirana, pogosto uporabljene funkcije pa so neposredno dostopne.
Za kompleksnejše konture, zlasti pri neokroglem in navoju, je na voljo FANUC 31iB Plus. Ta krmilnik ima višjo računsko moč in podpira razširjene funkcije za sinhronizirano upravljanje gibanja. Interpolacija med osmi poteka z visoko natančnostjo, kar je potrebno za obdelavo neokroglih geometrij.
Uporaba FANUC krmilnikov prinaša prednosti pri mednarodni uporabi. Krmilniki so razširjeni po vsem svetu, razpoložljivost storitev je visoka, nadomestni deli pa so na voljo v kratkem času. To minimizira izpadne čase in olajša usposabljanje operaterjev, ki so seznanjeni s FANUC krmilniki.
Svetovna podpora strankam
EMAG vzdržuje globalno servisno omrežje, ki pokriva vse celine. Servisne lokacije se nahajajo v Nemčiji, Veliki Britaniji, Franciji, Španiji, Italiji, ZDA, Mehiki, Braziliji, Indiji, Kitajski in Južni Koreji. Ta decentralizirana struktura omogoča kratke odzivne čase in hitro prisotnost na terenu pri servisnih zahtevah.
Servisni tehniki na vseh lokacijah dostopajo do skupnega znanja. Izkušnje iz servisnih primerov se sistematično analizirajo in naredijo dostopne po vsem svetu. Tako stranke ne glede na svojo lokacijo koristijo zbrano znanje skupine EMAG.
Kot OEM dobavitelj EMAG zagotavlja, da bo strankam pomagal čim hitreje – bodisi pri zagonu, tehničnih vprašanjih ali v primeru motenj. Po želji EMAG ponudi Turn-Key paket, ki poleg stroja vključuje tudi orodja, tehnologijo za pritrditev, hladilno mazivo in končni program delov. Stranka tako prejme rešitev, pripravljeno za proizvodnjo, iz enega vira.
Program storitev poleg tega ponuja preventivno vzdrževanje, usposabljanja v EMAG akademiji, nadgradnje in vedno dostopne originalne rezervne dele. Cilj vseh storitev je maksimiranje razpoložljivosti strojev in dolga življenjska doba naložbe.
Kontakt:


