


La série EMAG UG est destinée aux utilisateurs à la recherche d'une solution éprouvée pour le meulage intérieur, extérieur et non circulaire, sans faire de compromis sur la flexibilité, la précision et la sécurité du processus.

La série UG comprend des machines avec des longueurs de meulage allant de 400 à 1 500 millimètres. Cette gradation couvre différentes exigences - des machines d'atelier compactes pour la construction d'outils jusqu'à des solutions de production universelles pour des axes plus longs et des géométries complexes - que ce soit entre pointes ou serrées dans un mandrin.
Aperçu des modèles et champ d'application
La série se divise en quatre variantes :
- UG 400 avec une longueur de meulage de 400 mm
- UG 630 avec une longueur de meulage de 630 mm
- UG 1000 avec une longueur de meulage de 1 000 mm
- UG 1500 avec une longueur de meulage de 1 500 mm
Les guides linéaires sur les axes X et Z, les servomoteurs avec vis à billes et les broches de meulage entraînées directement constituent la base technique. En standard, la hauteur de pointe est de 175 mm et le poids maximal de la pièce est de 120 kilogrammes (modèle UG 1000). Grâce à des équipements supplémentaires, des hauteurs de pointe et des poids de pièces plus importants sont possibles.
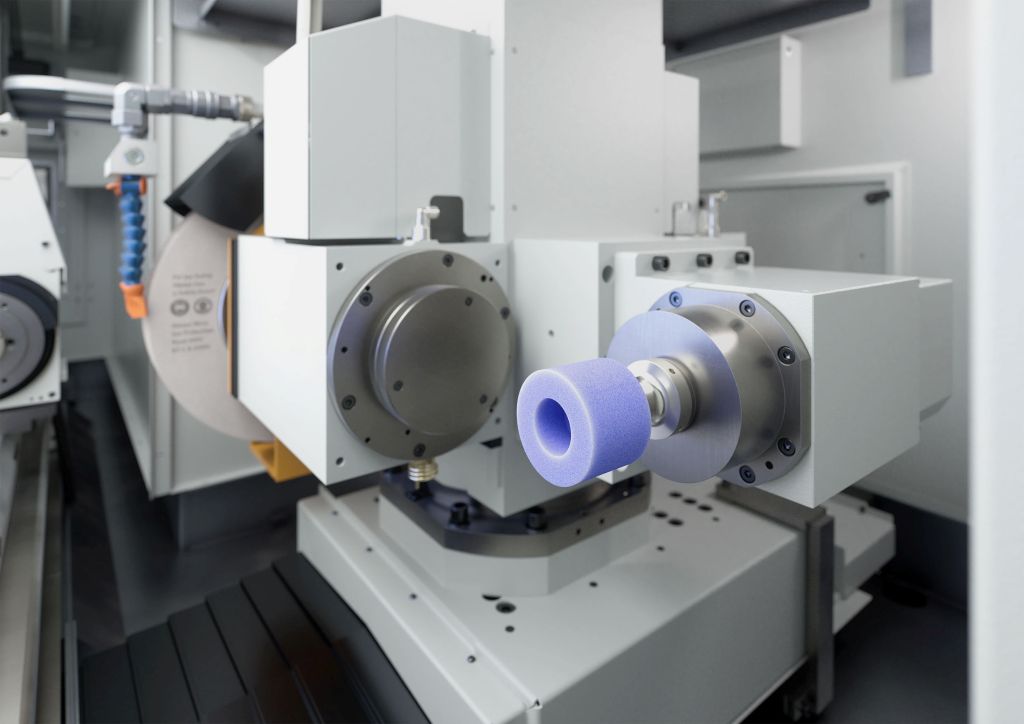
Broche de meulage – Précision par entraînement direct
Le porte-broche de meulage est équipé de broches motorisées à entraînement direct. La puissance de la broche atteint jusqu'à 11 kilowatts. En renonçant à un entraînement par courroie, les sources de vibrations sont éliminées et le couple est transmis sans perte. Cela conduit à une transmission de force uniforme et réduit les vibrations pendant le processus de meulage.
L'axe B pivotant automatiquement permet un positionnement continu entre -15° et +225° avec une précision de 0,0005 degré. Cette précision est nécessaire pour le meulage plan et de contours, où la position angulaire exacte du disque abrasif détermine le résultat de l'usinage. La vitesse périphérique maximale du disque abrasif est de 50 mètres par seconde. Pour l'usinage intérieur, des broches de meulage de précision sont utilisées.
Ces broches se distinguent par des vitesses de rotation élevées et un support robuste avec lubrification huile-air, nécessaires pour le meulage intérieur de petits trous.
Broche de pièce – Rigidité et précision de rotation
Le porte-outil de la pièce est équipé de roulements coniques à rouleaux de précision, qui garantissent une grande rigidité. Cela permet d'atteindre une précision de circularité de 0,5 micromètre sur la pièce d'essai.
Un angle de pivotement de 0° à +30° permet différentes stratégies de meulage pour le meulage conique. Le montage et le positionnement de la pièce sont facilités par un dispositif de levage pneumatique. Des capteurs AE peuvent également être intégrés en option, permettant de détecter le contact entre la meule et la pièce et de réduire les temps d'inactivité.
Pour le meulage non circulaire et le meulage de filet, un mandrin de pièce avec axe C est disponible en option. Dans ce cas, le mandrin de pièce est réalisé comme un moteur avec positionnement rotatif. Cela permet des mouvements synchronisés entre l'avance de la meule et la rotation de la pièce.
Mandrin – Centrage précis lors du meulage entre pointes
Le porte-à-faux est équipé en standard d'une broche d'un diamètre de 63 millimètres pour des pointes MK4. Il fonctionne sans jeu dans le guidage, ce qui permet un centrage précis de la pièce. Un réglage fin de ±40 micromètres permet de corriger les écarts de cône et garantit des précisions de rondité bien inférieures à un micromètre.
Des systèmes d'actionnement manuels ou hydrauliques sont disponibles. La variante hydraulique accélère le changement de pièce, car la broche est automatiquement retirée après le traitement. Un capteur intégré surveille le bon positionnement de la pointe de la pièce et augmente la sécurité du processus.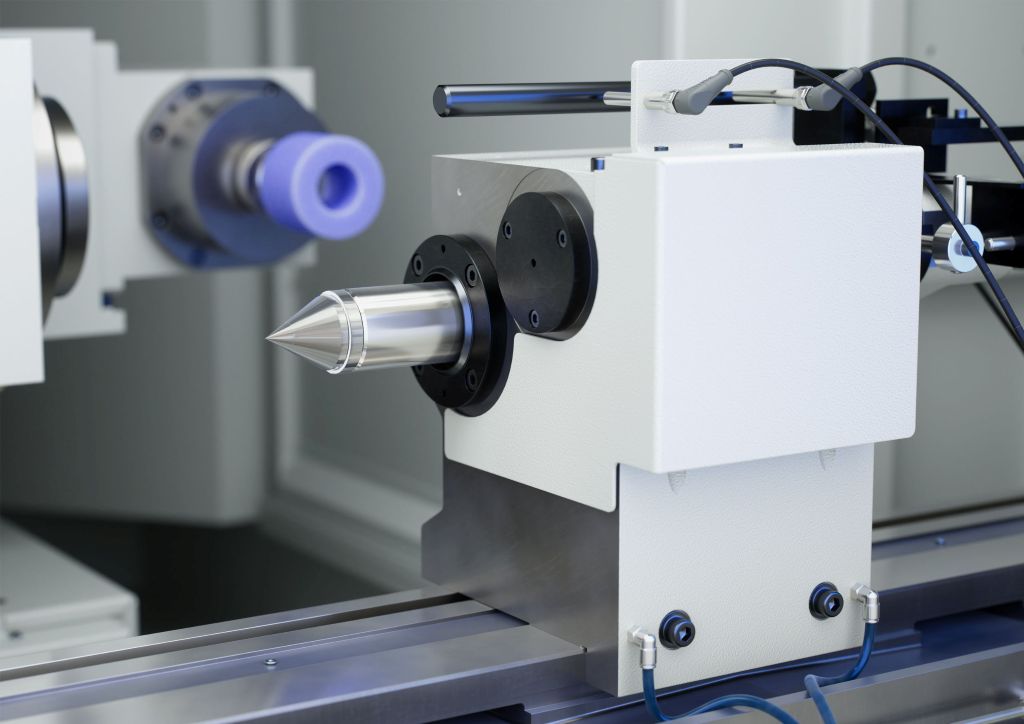
Systèmes de dressage – garantir des conditions de meulage constantes
Pour différentes exigences, divers systèmes de dressage sont disponibles. Le dressage est une partie essentielle du processus de meulage, car la géométrie et l'affûtage du disque de meulage déterminent de manière significative la qualité de surface et la précision dimensionnelle.
Les systèmes suivants sont proposés :
- Rectifieuse de table avec positionnement flexible : La rectifieuse de table peut être placée à n'importe quelle position sur la table supérieure. Cette flexibilité permet de s'adapter à différentes géométries de pièces et diamètres de meules. L'utilisateur peut optimiser la position de dressage en fonction de la pièce, ce qui réduit les temps de préparation lors de tâches de fabrication souvent changeantes.
- Broche de dressage sur le porte-pièce : La broche de dressage est montée à l'arrière du porte-pièce et permet un dressage automatisé sans intervention manuelle. Cette solution est adaptée à la production en série, où des cycles de dressage constants augmentent la sécurité du processus. L'intégration dans la structure de la machine réduit l'espace requis et diminue les temps d'arrêt.
- Support pour plaquettes de dressage sur le contre-pointe et le mandrin de pièce : Pour des tâches de dressage simples, des supports pour plaquettes de dressage peuvent être montés sur le contre-pointe ou le mandrin de pièce. Cette solution économique convient aux opérations de dressage manuelles ou comme complément à des systèmes automatisés.
La conception modulaire permet d'adapter le système de dressage à l'application respective. Le choix du système de dressage approprié se fait en fonction du type de meule, de la quantité, de la géométrie de la pièce usinée et des qualités de surface requises.
Bien sûr, les machines de la série UG peuvent être étendues selon les souhaits des clients, par exemple par un porte-outil synchronisé CNC, une technique de mesure en cours de processus, un porte-outil automatique avec axe CNC, un chariot hydraulique et de nombreuses autres options.
Contrôle et utilisation
Les machines UG sont équipées en standard du contrôle CNC FANUC 0i-TF. Ce contrôle offre une interface homme-machine (IHM) orientée dialogue, ce qui simplifie la programmation et l'utilisation. La navigation utilisateur est logiquement structurée et les fonctions fréquemment utilisées sont directement accessibles.
Pour des contours plus complexes, notamment lors du meulage non circulaire et du meulage de filet, le FANUC 31iB Plus est disponible. Ce contrôle dispose d'une puissance de calcul supérieure et prend en charge des fonctions avancées pour le contrôle de mouvement synchronisé. L'interpolation entre les axes se fait avec une grande précision, ce qui est nécessaire pour le traitement de géométries non circulaires.
L'utilisation des commandes FANUC présente des avantages dans un contexte international. Les commandes sont largement répandues dans le monde, la disponibilité du service est élevée et les pièces de rechange peuvent être livrées rapidement. Cela minimise les temps d'arrêt et facilite la formation des opérateurs familiarisés avec les commandes FANUC.
Support client mondial
EMAG entretient un réseau de services mondial qui couvre tous les continents. Les sites de service se trouvent en Allemagne, au Royaume-Uni, en France, en Espagne, en Italie, aux États-Unis, au Mexique, au Brésil, en Inde, en Chine et en Corée du Sud. Cette structure décentralisée permet des temps de réaction courts et une présence rapide sur site en cas de demandes de service.
Les techniciens de service dans tous les sites ont accès à une base de connaissances commune. Les expériences des cas de service sont analysées de manière systématique et mises à disposition dans le monde entier. Ainsi, les clients bénéficient, quel que soit leur emplacement, du savoir-faire accumulé du groupe EMAG.
En tant que fournisseur OEM, EMAG garantit d'aider le client le plus rapidement possible - que ce soit lors de la mise en service, pour des questions techniques ou en cas de panne. Sur demande, EMAG fournit un package clé en main qui comprend, en plus de la machine, des outils, des techniques de serrage, des lubrifiants et le programme de pièces usinées. Le client reçoit ainsi une solution prête à l'emploi d'un seul fournisseur.
Le programme de services offre en outre des entretiens préventifs, des formations à l'EMAG Academy, des mises à niveau et des pièces de rechange d'origine disponibles à tout moment. L'objectif de tous les services est de maximiser la disponibilité des machines et d'assurer une longue durée de vie de l'investissement.
Contact :


