


Chatter marks, misaligned holes, tool breakage – during the automated reaming of cylinder eyes for hydraulic systems in skip and hook-lift trucks, MEILLER faced significant challenges. Thanks to ISCAR's QUICK3CHAM exchangeable head drilling system with a special reaming head and an unconventional machining strategy, the specialist for truck tipping bodies and trailers got the process under control.
Since its founding in 1850, MEILLER has evolved from a blacksmith in the suburbs of Munich to a globally operating corporate group. In addition to its headquarters, the company operates eight other production, assembly, and sales locations throughout Europe. The approximately 2,000 MEILLER employees supply customers in Europe, Africa, and South America with tipping bodies and trailers for commercial vehicles. In the factory in the Bavarian capital, hydraulic manufacturing is also located alongside vehicle final assembly.
"In the hydraulic sector, we work automated and with high value creation," says Marc-David Jung, Head of Industrial Engineering at MEILLER. "Our customers expect high quality and reliability from our products."
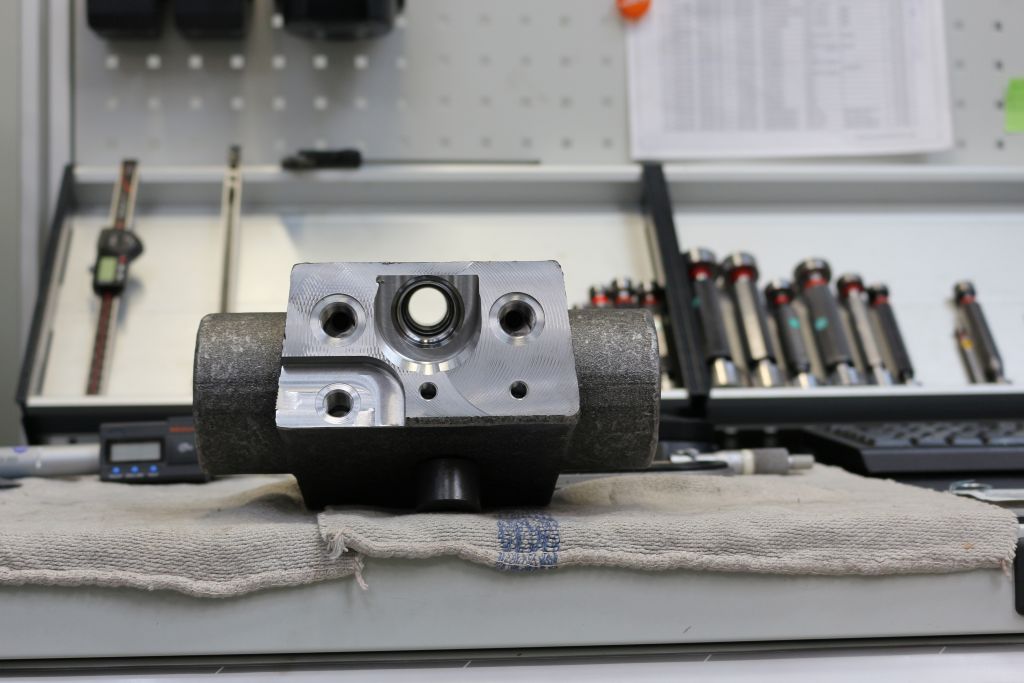
This reliability is also a topic in the production of components made from structural steel (St 52-3) for the hydraulic system of the shifting press in skip and hook-lift trucks. MEILLER produces about 25,000 pieces per year in different variants. In one of the many work steps, the MEILLER team introduces a so-called cylinder eye. The 120-millimeter long stepped hole with increasing diameters of 20, 22, and 25 millimeters later accommodates three seals and must exhibit a high surface quality.
During the automated reaming and subsequent honing with tools from an ISCAR competitor, problems regularly occurred. "We repeatedly had parallelism errors, chatter marks caused by chips, tool breakage, and fluctuating surface qualities," reports Andreas Leps, Head of Hydraulic Production.
LOGIQUICK campaign brings the solution

During one of the regular visits from Detlef Ossadnik, Consulting and Sales, and Dirk Moosreiner, Technical Consulting and Sales, from MEILLER's long-standing tool partner ISCAR, the situation was discussed. They brought in their colleagues Uli Köhler, Regional Sales Manager, and Patrick Muller, Product Manager Drilling. "It was an exciting project," says Uli Köhler. "Especially the material with its wide variety of alloy compositions was a challenge."
Thanks to the new LOGIQUICK tool campaign, they were able to quickly present the appropriate tool solution: a trio of QUICK3CHAM exchangeable head drills equipped with the new F3B flat drill head.
"The three-flute F3B is specifically designed for reaming existing holes and would even work for eccentrically positioned holes," explains Detlef Ossadnik. "This is made possible by the special geometry of the main cutting edge with the ground chip deflector." It produces very small chip segments and allows use in stainless steels, non-ferrous metals, and exotic workpiece materials from groups ISO M, N, and S. The secondary cutting edge with wiper ensures optimal roundness, straightness, concentricity, and very good surface quality. A protective chamfer at the cutting edge minimizes the risk of chipping. The F3B flat drill heads are available in diameters between twelve and 25.5 millimeters in the PVD-TiAIN-coated cutting material IC908. This is highly wear-resistant and allows for long tool life.
The drill bodies are made of high-quality steel and feature polished flutes with different spiral angles for a smooth cut. They have a stable drill head clamping system and are equipped with an internal coolant supply to each cutting edge for very good heat dissipation and chip evacuation.
Process turned upside down
To improve alignment during the process, the QUICK3CHAM drills in diameters of 25, 22, and 20 millimeters should be used sequentially to ream a pre-hole created with an 18mm SUMOCHAM drill.
"That sounded like an interesting approach," says Andreas Lüdtke, Application Technician at MEILLER. "Therefore, we agreed to a test at our facility."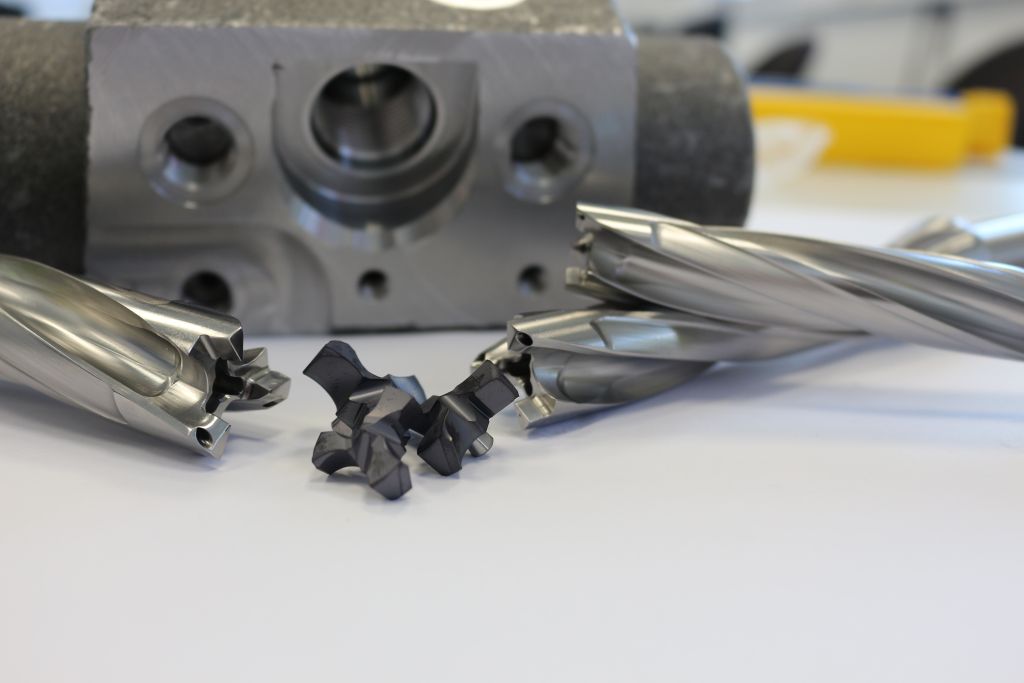
The test runs in Munich were successful but led to unexpected results. "The alignment of the holes matched perfectly, but we had very long and thick chips, which was bad for chip control, surface quality, and subsequent honing processes," says Dirk Moosreiner. "Therefore, contrary to all logic, we reversed the reaming sequence – and lo and behold: short chips of the desired thickness."
As usual, the 18mm SUMOCHAM drills the 120-millimeter deep through hole, followed by the QUICK3CHAM trio. First, the 20mm drill enters the hole and enlarges it over a distance of 86 millimeters. It is followed by the 22mm drill, which bores 60.5 millimeters deep, and finally the 25mm drill for the 35 millimeters. "By reversing the process, we reduce the allowance and decrease the cutting pressure," says Patrick Muller. "This improves the surface quality of the hole, and we achieve roughness depths of under 1.8 micrometers." This protects the scraper lips of the subsequently installed O-rings and prevents leaks.
Expectations fully met

Since the successful test run a good six months ago, the MEILLER team has processed 120 parts reliably. "The ISCAR solution is running perfectly and has fully met our expectations," says Andreas Leps. "The alignment of the holes is perfect, we no longer have issues with surface quality and tool damage." The collaboration with the ISCAR team has once again been excellent - open and on equal footing. "Everything just fits on all levels, and we know we can fully rely on ISCAR," sums up Marc-David Jung.
"This, along with the tools, is the reason we've been working together for more than 40 years."
Contact:


