


Founded in 1972 as a family business, Waibl GmbH forms a corporate group together with Futronika AG, which was created through the merger of Futureblech AG and Zelenka AG. Waibl and Futronika are based in Hofolding near Munich and are operated as independent companies, but are under common ownership. The day-to-day business is managed by the two brothers Michael and Ralf Waibl. Their business areas complement each other and cover all processes of metalworking. With a total of 90 employees, 15 of whom work at Waibl GmbH, the group generates an annual turnover of 15 million euros.

The focus of Futronika is on all competencies of sheet metal processing as well as the assembly of complete machines. The in-house, state-of-the-art powder coating system allows for the individual and durable design of components. Waibl specializes in machining processes and is specifically responsible for the development of constructions, custom machine building, and prototype construction. Key areas include CNC turning and milling as well as welding assemblies.
Everything from the drawing to the test run
The focus of the corporate group is on complete project orders for machines and assemblies as well as on the production of individual components. 'Customers can come to us with an idea or a drawing, and we implement it with the best technical possibilities,' explains Michael Waibl. As a contract manufacturer, the company takes over the entire value chain from consulting to planning, design, procurement, production, surface finishing, assembly, and shipping.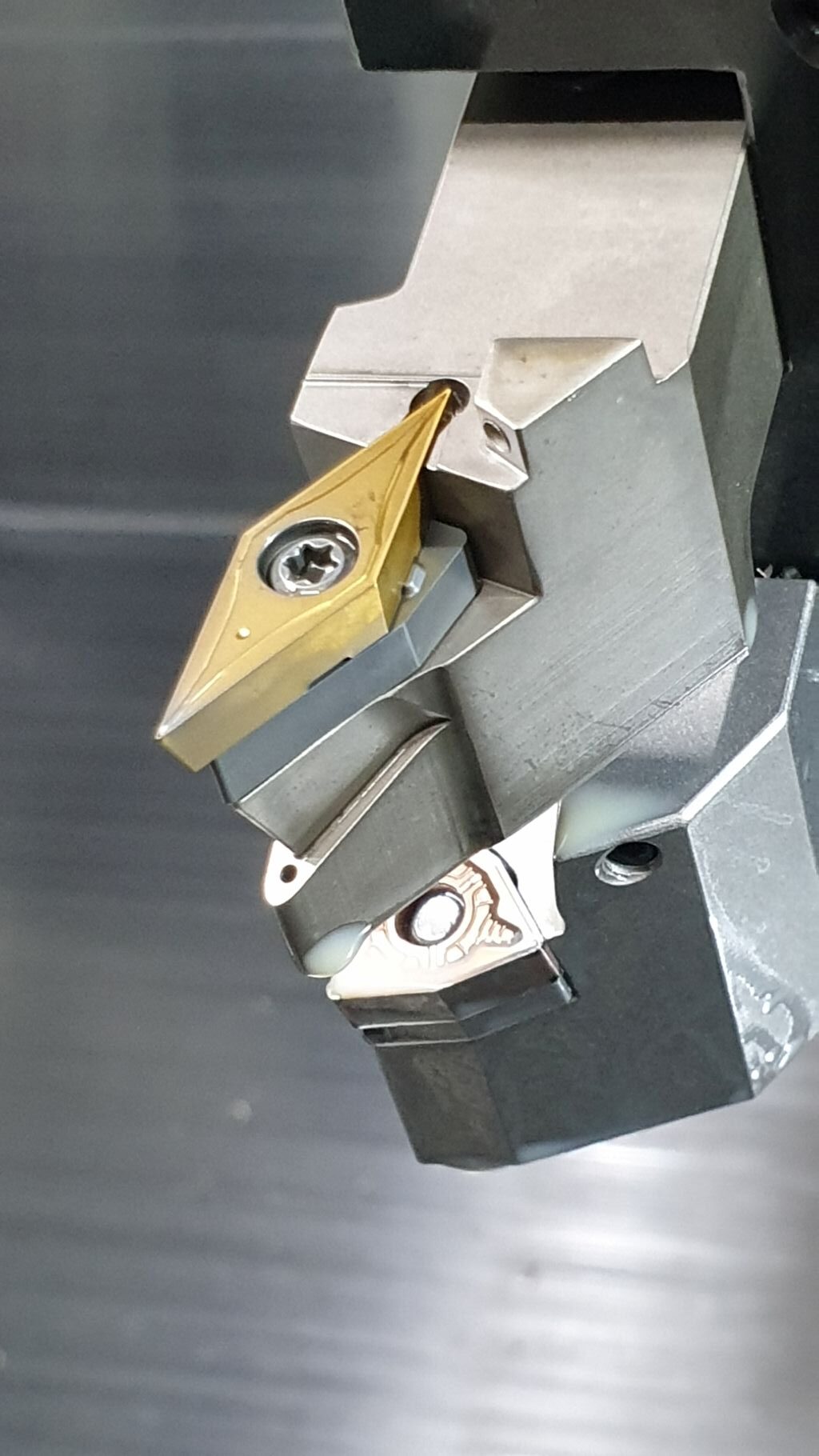
As a long-term strategy, Waibl mentions a 360° portfolio, where a product is developed from theory to series production. 'Everything that happens between drawing and test run is done in-house,' says Waibl.
The company works for various industries, including aerospace, motorsports, additive manufacturing, semiconductor industry, medical technology, and construction industry. Among other things, 3D printers and hydraulic pumps have already been built in Hofolding. Typically, smaller machines weighing up to 1.5 tons and with a maximum size of about 3 x 3 meters are manufactured. 'Our strengths are the high flexibility and the speed with which we produce components in the best quality,' assures Waibl. A wide range of different materials is processed, with stainless steel and aluminum currently being the main focuses. Handling all manufacturing steps under one roof allows for short delivery times.
Trade fair as a source of information
Erich Dreher, as the head of the CNC turning shop, is responsible for visiting trade fairs and purchasing the tools, with which he is well acquainted after 18 years with the company. He likes to use trade fairs, such as the AMB, as a source of information. Here, he looks for innovations that he hopes will improve his own production. He found something interesting at the INGERSOLL booth, where he noticed a turning tool he had never seen before: the new VBMX indexable insert for the MultiLTurn system.
Due to the acute angles of the MultiLTurn insert, the V-insert is suitable for various profiling operations. However, the clearance angle between the pressed plate and the insert seat causes the plate to twist during machining, leading to dimensional deviations. To reduce such dimensional deviations that can occur due to the twisting of the pressed insert, INGERSOLL presented the new positive VBMX indexable insert and corresponding holders at the trade fair.
On the underside of this insert, there is a groove that ensures a stable seat of the plate on a special washer, while the rear part of the plate is held in a correspondingly designed pocket.
'The special feature of the system is the indexing of the cutting insert on the washer, which allows us to guarantee high dimensional accuracy because the plate can no longer shift in the holder,' explains Michael Bum, Technical Consultant for INGERSOLL. 'With the groove in the plate, there is practically no contour distortion anymore, as is the case with other finishing inserts.'
Cooling jet from two sides
Bum has equipped Waibl with a special holder from the MultiLTurn series, whose
internal cooling works with direct coolant transfer, which, in his estimation, achieves better results, especially when machining stainless steel. The holder not only has cooling from above, which washes away the chips, but also has a cooling jet from below that efficiently cools the cutting edge. 'The cooling now reaches the cutting edge optimally,' confirms Erich Dreher.
Like any contract manufacturer that primarily produces individual parts, Waibl also finds it difficult to compare tools directly. However, it is not impossible, as Dreher describes: 'In the meantime, our parts portfolio has evolved, and we are increasingly dealing with small series. Therefore, we can assess the different tool lifetimes.'
With older holders, it is quite normal for the insert seat to wear over time. Therefore, corrections were always required during a working day, which is no longer the case with the VBMX. 'When the new insert is firmly seated after the first cut, the values remain consistent, which is already a great relief for us,' says Dreher. The reduction in insert consumption in production could be quantified in a small series in direct comparison.
Whereas previously, with the cutting inserts of a competitor, 45 parts could be produced, the new cutting tool from INGERSOLL achieves 60 parts – and this is without the operator having to intervene and readjust.
The avoidance of vibrations through the solid plate seat also contributes to a longer tool life, just like the optimal cooling of the cutting edge. The turning shop at Waibl now uses the system for all components made of steel and stainless steel, whether tough or hard. The VBMX is used everywhere as a universal plate where a clean surface is required.
Contact:


