


Fondée en 1972 en tant qu'entreprise familiale, la société Waibl GmbH forme un groupe d'entreprises avec la Futronika AG, résultant de la fusion de la Futureblech AG et de la Zelenka AG. Waibl et Futronika ont leur siège à Hofolding près de Munich et sont gérées comme des entreprises indépendantes, mais appartiennent à une seule main. Les deux frères Michael et Ralf Waibl s'occupent des affaires quotidiennes. Les domaines d'activité se complètent et couvrent tous les procédés de traitement des métaux. Avec un total de 90 employés, dont 15 travaillent chez Waibl GmbH, le groupe génère un chiffre d'affaires annuel de 15 millions d'euros.

Les points forts de Futronika incluent toutes les compétences en traitement de tôle ainsi que l'assemblage de machines complètes. L'installation de revêtement en poudre ultramoderne permet une conception individuelle et durable des pièces. Waibl est le spécialiste des procédés d'usinage et est spécifiquement responsable du développement de constructions, de la construction de machines spéciales et de la fabrication de prototypes. Les points forts incluent le tournage et le fraisage CNC ainsi que les ensembles de soudage.
Tout, du dessin à l'essai
Le groupe d'entreprises se concentre sur des commandes de projets complets pour des machines et des ensembles, ainsi que sur la fabrication de pièces individuelles. « Le client peut venir avec une idée ou un dessin, et nous le mettons en pratique avec les meilleures possibilités techniques », explique Michael Waibl. En tant que sous-traitant, l'entreprise prend en charge l'ensemble de la chaîne de valeur, de la consultation à la planification, la conception, l'achat, la production, le traitement de surface, l'assemblage et l'expédition.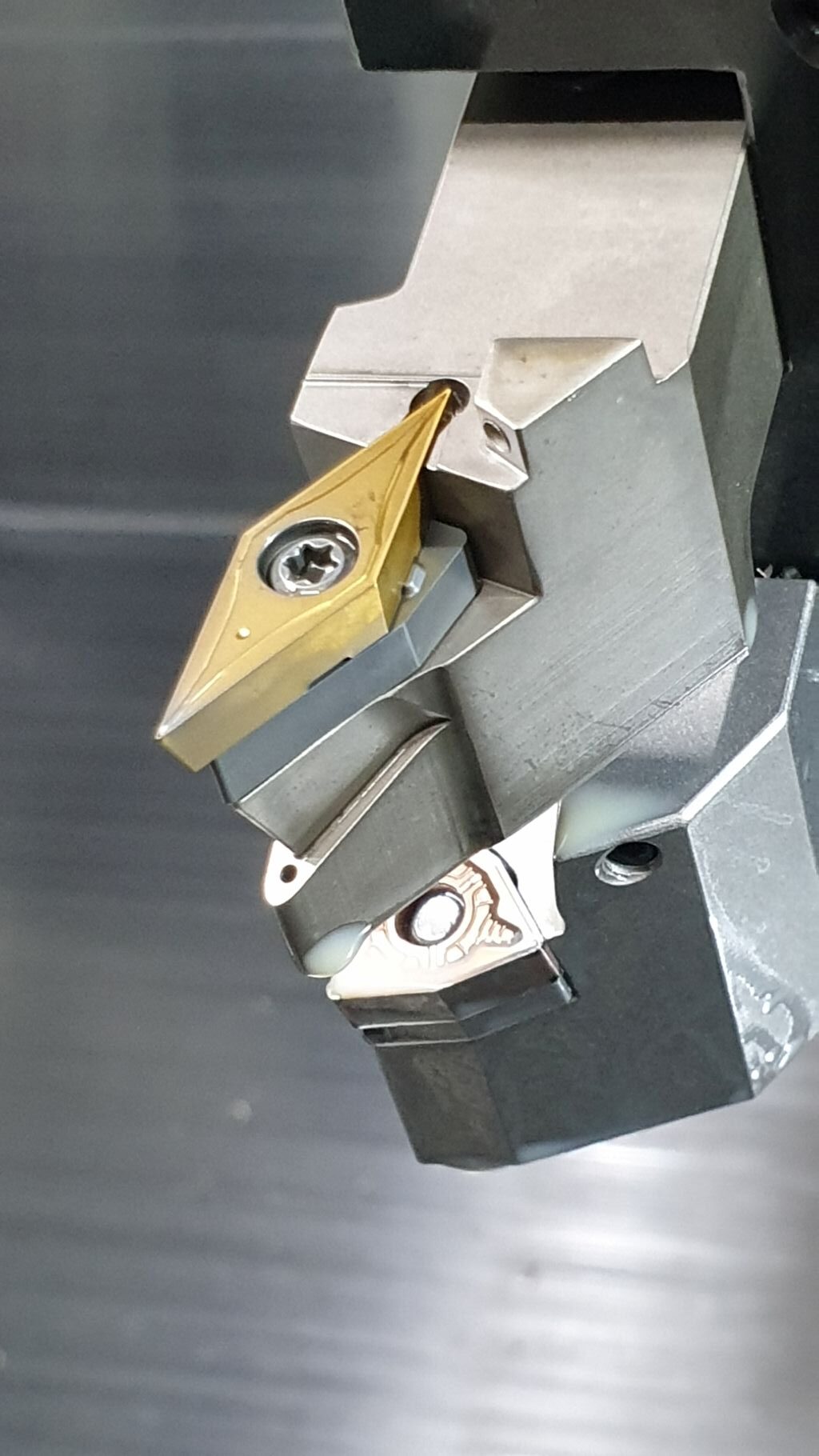
Comme stratégie à long terme, Waibl mentionne un portefeuille à 360°, où un produit est développé de la théorie à la production en série. « Tout ce qui se passe entre le dessin et l'essai, nous le faisons en interne », dit Waibl.
L'entreprise travaille pour divers secteurs, notamment l'aéronautique, le sport automobile, la fabrication additive, l'industrie des semi-conducteurs, la technologie médicale et le secteur de la construction. Parmi d'autres, des imprimantes 3D et des pompes hydrauliques ont déjà été fabriquées à Hofolding. En règle générale, des machines plus petites pesant jusqu'à 1,5 tonne et mesurant environ 3 x 3 mètres sont fabriquées. « Nos forces sont la grande flexibilité et la rapidité avec laquelle nous fabriquons des pièces de la meilleure qualité », assure Waibl. Un large éventail de matériaux différents est traité, l'acier inoxydable et l'aluminium étant actuellement des points forts. La gestion de toutes les étapes de fabrication sous un même toit permet des délais de livraison courts.
Foire professionnelle comme source d'information
Erich Dreher est responsable de la visite des salons et de l'achat des outils en tant que responsable de l'atelier de tournage CNC, avec lesquels il est très familiarisé après 18 ans d'appartenance à l'entreprise. Il utilise volontiers des foires professionnelles, comme l'AMB, comme source d'information. Il y recherche des nouveautés dont il espère des améliorations pour sa propre production. Il a trouvé ce qu'il cherchait au stand d'INGERSOLL, où il a remarqué un outil de tournage qu'il n'avait jamais vu auparavant : la nouvelle plaque de coupe VBMX pour le système MultiLTurn.
Grâce aux angles aigus de la plaque de retournement MultiLTurn, la plaque V est adaptée à diverses opérations de profilage. Cependant, l'angle de dégagement entre la plaque pressée et le siège de la plaque fait que la plaque se tord pendant le traitement, ce qui entraîne un écart de mesure. Pour réduire de tels écarts de mesure pouvant résulter d'une torsion de la plaque de retournement pressée, INGERSOLL a présenté lors de la foire la nouvelle plaque de coupe positive VBMX et les porte-outils correspondants.
Sur la face inférieure de cette plaque de retournement, il y a une rainure qui assure un maintien stable de la plaque sur une rondelle spéciale, tandis que la partie arrière de la plaque est maintenue dans une poche correspondante.
« Ce qui est spécial dans le système, c'est l'indexation de la plaque de coupe sur la plaque de support, ce qui nous permet de garantir une grande précision dimensionnelle, car la plaque ne peut plus bouger dans le porte-outil », explique Michael Bum, conseiller technique pour INGERSOLL. « Avec la rainure dans la plaque, il n'y a pratiquement plus de déformation de contour, comme c'est le cas avec d'autres plaques de finition. »
Jet de refroidissement des deux côtés
Bum a équipé Waibl d'un porte-outil spécial de la série MultiLTurn, dont
le refroidissement interne fonctionne avec un transfert direct du liquide de refroidissement, ce qui, selon son évaluation, permet d'obtenir de meilleurs résultats, notamment lors du traitement de l'acier inoxydable. Le porte-outil dispose non seulement d'un refroidissement par le haut, qui évacue les copeaux, mais aussi d'un jet de refroidissement par le bas, qui refroidit efficacement la coupe. « Le refroidissement atteint maintenant la coupe de manière optimale », confirme Erich Dreher.
Comme tout sous-traitant qui fabrique principalement des pièces uniques, Waibl a également du mal à comparer directement les outils. Cependant, ce n'est pas impossible, comme le décrit Dreher : « Entre-temps, notre portefeuille de pièces a évolué et nous avons de plus en plus à faire avec des petites séries. Nous pouvons donc évaluer les durées de vie différentes des outils. »
Pour les porte-outils plus anciens, il est tout à fait normal que le siège de la plaque s'use un peu avec le temps. Au cours d'une journée de travail, des corrections étaient donc toujours nécessaires, ce qui n'est plus le cas avec la VBMX. « Lorsque la nouvelle plaque est bien en place après la première coupe, les valeurs restent constantes, c'est déjà un très grand soulagement pour nous », dit Dreher. La consommation de plaques dans la production a considérablement diminué, ce qui a pu être quantifié lors d'une petite série dans une comparaison directe.
Avec les plaques de coupe d'un concurrent, par exemple, 45 pièces pouvaient être fabriquées auparavant, tandis que le nouvel outil de coupe d'INGERSOLL en produit 60 – et ce sans qu'un opérateur doive intervenir et réajuster.
L'évitement des vibrations grâce à un maintien solide de la plaque contribue également à une durée de vie plus longue, tout comme le refroidissement optimal de la coupe. L'atelier de tournage chez Waibl utilise désormais le système pour tous les composants en acier et en acier inoxydable, qu'ils soient ductiles ou durs. La VBMX est utilisée partout où une surface propre est requise.
Contact :


