


Założona w 1972 roku jako firma rodzinna, Waibl GmbH tworzy grupę firm razem z Futronika AG, która powstała w wyniku połączenia Futureblech AG i Zelenka AG. Waibl i Futronika mają swoją siedzibę w Hofolding koło Monachium i są prowadzone jako niezależne przedsiębiorstwa, jednak znajdują się w jednej ręce. Codziennymi sprawami zajmują się obaj bracia, Michael i Ralf Waibl. Obszary działalności uzupełniają się nawzajem i obejmują wszystkie procesy obróbki metali. Grupa zatrudnia łącznie 90 pracowników, z których 15 pracuje w Waibl GmbH, osiągając roczny przychód w wysokości 15 milionów euro.

Główne obszary działalności Futronika obejmują wszystkie kompetencje w zakresie obróbki blach oraz montaż kompleksowych maszyn. Własna, nowoczesna linia do malowania proszkowego umożliwia indywidualne i trwałe projektowanie elementów. Waibl jest specjalistą w zakresie obróbczych procesów skrawania i odpowiedzialny jest za rozwój konstrukcji, budowę maszyn specjalnych oraz budowę prototypów. Główne obszary to toczenie i frezowanie CNC oraz zespoły spawane.
Wszystko od rysunku po próbny bieg
Grupa firmowa koncentruje się na kompletnych zleceniach projektowych dla maszyn i zespołów oraz na produkcji pojedynczych komponentów. „Klient może przyjść do nas z pomysłem lub rysunkiem, a my wdrażamy to w praktyce z najlepszymi możliwościami technicznymi” wyjaśnia Michael Waibl. Jako producent kontraktowy firma przejmuje cały łańcuch wartości, od doradztwa, przez planowanie, konstrukcję, zakupy, produkcję, obróbkę powierzchni, montaż, aż po wysyłkę.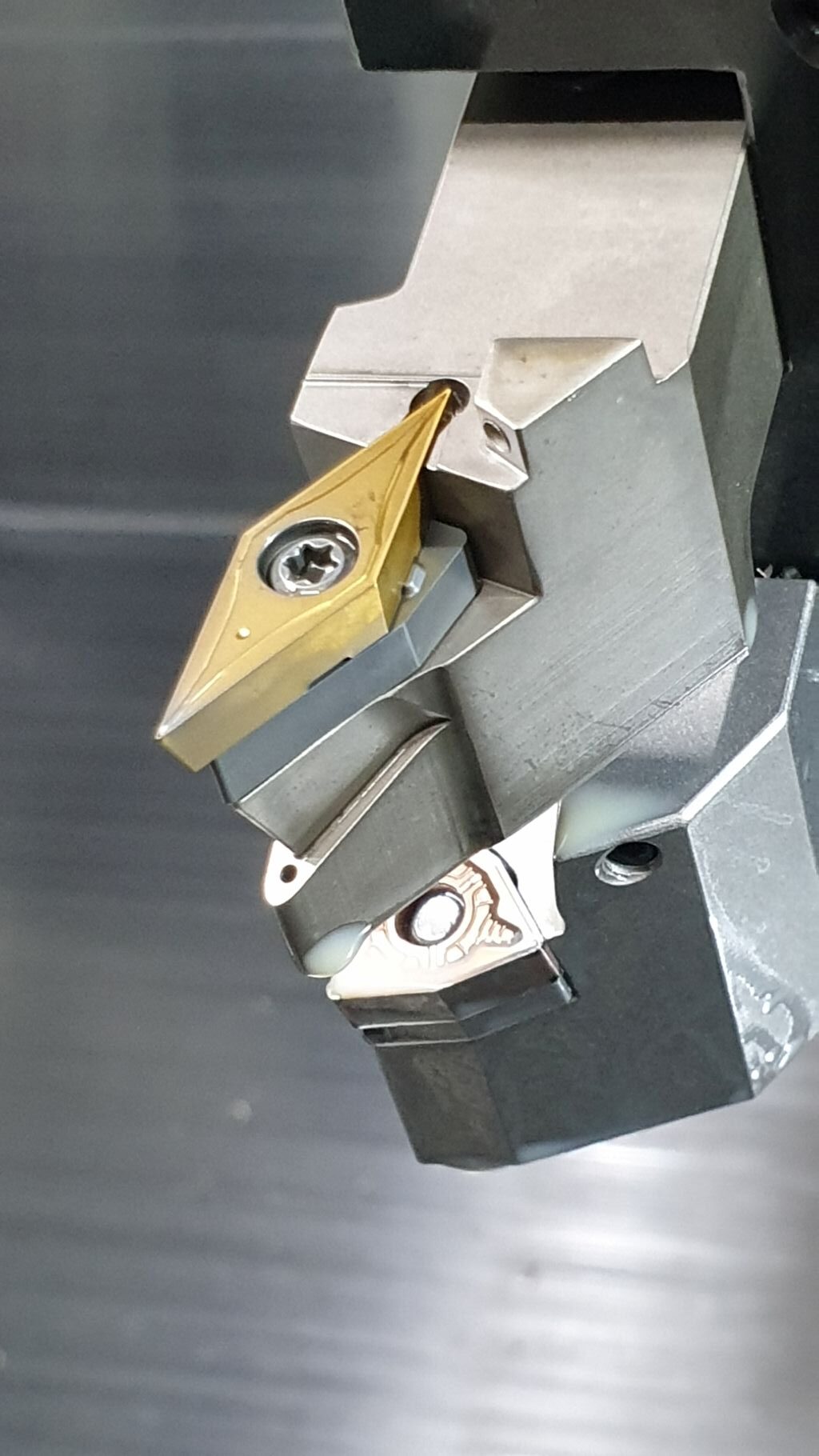
Jako długoterminową strategię Waibl wymienia portfolio 360°, w ramach którego produkt jest prowadzony od teorii aż do produkcji seryjnej. „Wszystko, co odbywa się pomiędzy rysunkiem a próbą, realizujemy we własnym zakresie”, mówi Waibl.
Firma działa dla różnych branż, w tym lotnictwa i kosmonautyki, sportów motorowych, produkcji addytywnej, przemysłu półprzewodnikowego, technologii medycznej oraz budownictwa. Między innymi w Hofolding zbudowano już drukarki 3D i pompy hydrauliczne. Zazwyczaj produkowane są mniejsze maszyny o wadze do 1,5 tony i maksymalnych wymiarach około 3 x 3 metry. „Naszymi mocnymi stronami są wysoka elastyczność i szybkość, z jaką produkujemy komponenty w najlepszej jakości” – zapewnia Waibl. Obrabiane jest szerokie spektrum różnych materiałów, przy czym obecnie stal nierdzewna i aluminium stanowią główne obszary. Realizacja wszystkich etapów produkcji pod jednym dachem umożliwia krótkie czasy dostawy.
Targi jako źródło informacji
Erich Dreher jest kierownikiem obróbki CNC, odpowiedzialnym za odwiedzanie targów i zakupy narzędzi, z którymi zna się doskonale po 18 latach pracy w firmie. Targi branżowe, takie jak AMB, chętnie wykorzystuje jako źródło informacji. Tam poszukuje nowości, które obiecują poprawę w jego własnej produkcji. Znalazł coś interesującego na stoisku INGERSOLL, gdzie zwrócił uwagę na narzędzie skrawające, którego wcześniej nie widział: nową wkładkę skrawającą VBMX do systemu MultiLTurn.
Dzięki ostrym kątom wieloostrzowej płytki MultiLTurn, płytka V jest odpowiednia do różnych operacji profilowania. Jednak kąt luzu między wprasowaną płytką a gniazdem płytki powoduje, że płytka obraca się podczas obróbki, co prowadzi do odchylenia wymiarowego. Aby zredukować takie odchylenia wymiarowe, które mogą powstać w wyniku obrotu wprasowanej płytki, firma INGERSOLL zaprezentowała na targach nową dodatnią płytkę skrawającą VBMX oraz odpowiednie uchwyty.
Na spodzie tej wkładki skrawającej znajduje się rowek, który zapewnia stabilne osadzenie wkładki na specjalnej podkładce, podczas gdy tylna część wkładki jest utrzymywana w odpowiednio wykonanym gnieździe.
„Szczególną cechą tego systemu jest indeksowanie płytki skrawającej na płycie podkładowej, co pozwala nam zagwarantować wysoką dokładność wymiarową, ponieważ płytka w uchwycie nie może się już przesuwać“ – wyjaśnia Michael Bum, doradca techniczny w INGERSOLL. „Dzięki rowkowi w płytce praktycznie nie występuje już zniekształcenie konturu, jak ma to miejsce w przypadku innych płytek szlifujących.“
Chłodzący strumień z dwóch stron
Bum został wyposażony w specjalny uchwyt z serii MultiLTurn, którego
Chłodzenie wewnętrzne z bezpośrednim przekazywaniem medium chłodzącego działa, dzięki czemu, według jego oceny, osiągane są lepsze wyniki, zwłaszcza przy obróbce stali nierdzewnej. Uchwyt nie tylko ma chłodzenie od góry, które spłukuje wióry, ale także strumień chłodzący od dołu, który efektywnie chłodzi ostrze. „Chłodzenie teraz dociera optymalnie do ostrza”, potwierdza Erich Dreher.
Jak każdemu zleceniodawcy, który preferuje produkcję pojedynczych części, także Waiblowi trudno jest bezpośrednio porównywać narzędzia. Jednak nie jest to całkowicie niemożliwe, jak opisuje to tokarz: „W międzyczasie nasze portfolio części się rozwinęło i teraz coraz częściej mamy do czynienia z małymi seriami. Dlatego możemy oszacować różne czasy pracy różnych narzędzi.”
W przypadku starszych uchwytów jest całkowicie normalne, że siedzenie płytki z czasem nieco się zużywa. Dlatego w ciągu dnia roboczego konieczne były ciągłe korekty, co w przypadku VBMX już nie ma miejsca. „Gdy nowa płytka utknie po pierwszym cięciu, wartości są trwałe, to już dla nas ogromne ułatwienie,” mówi Dreher. To, że zużycie płytek w produkcji znacznie spadło, można było ilościowo określić w przypadku małej serii w bezpośrednim porównaniu.
Jeśli wcześniej z narzędzi skrawających konkurencji można było wyprodukować 45 części, to nowe narzędzie skrawające od INGERSOLL produkuje 60 części – i to bez potrzeby interwencji operatora i ponownego ustawiania.
Unikanie wibracji dzięki solidnemu osadzeniu płyty przyczynia się do dłuższej żywotności, podobnie jak optymalne chłodzenie ostrza. Zakład obróbczy Waibl wykorzystuje ten system do wszystkich komponentów ze stali i stali nierdzewnej, niezależnie od tego, czy są one ciągliwe, czy twarde. VBMX jest stosowana wszędzie tam, gdzie wymagana jest czysta powierzchnia.
Kontakt:


