


Короткий термін служби при тривалому налаштуванні, двоетапний процес і коливання якості – різання при виробництві черв'ячних валів з легованої сталі не було для команди IMS Gear чистою радістю. Завдяки системі змінних головок NEOSWISS від ISCAR та спеціальній пластині PENTA 17 компанія змогла впоратися з завданням і значно підвищити термін служби та продуктивність.

Корені IMS Gear у Шварцвальді глибокі – сімейна компанія була заснована Йоганном Моратом у 1863 році в Айзенбаху на Високому Шварцвальді. Спочатку компанія постачала годинниковій промисловості зубчасті колеса, але постійно розвивалася і сьогодні є міжнародно орієнтованим і затребуваним виробником трансмісійної техніки. IMS Gear з головним офісом у Донauешінген має філії в Німеччині, США, Мексиці, Китаї, Тайвані, Південній Кореї та Японії і налічує близько 3,100 працівників.
Воно в основному постачає автомобільній промисловості компоненти, збірки та трансмісії, але також пропонує рішення для електровелосипедів, а також планетарні передачі для побутових приладів, будівельної техніки, логістики та аграрного сектора.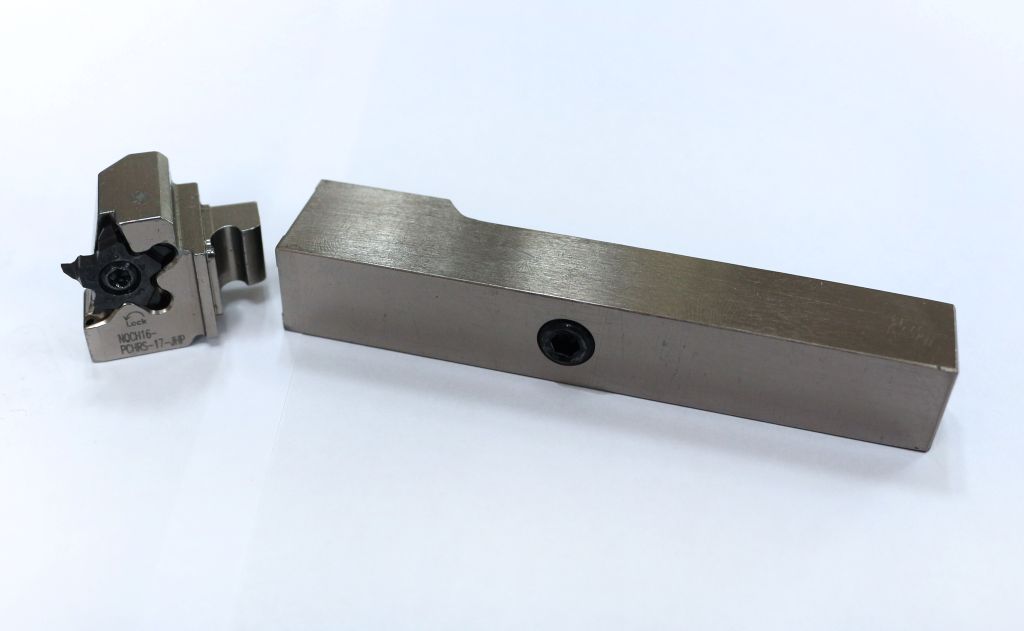
„Ми обробляємо в основному різні метали, від автоматичного сталі до нержавіючої сталі, але також і пластик, який ми формуємо в зубчасті колеса та корпуси за допомогою самостійно виготовлених інструментів у процесі лиття під тиском“, каже Бернтольд Вайсер, інженер з виробництва в IMS Gear на заводі в Айзенбаху. „Розмір партії варіюється від прототипу до великої серії. Наші клієнти очікують, окрім високої якості, також інноваційних ідей та гнучкості.“
Щоб це забезпечити, Бергольд Вайсер вже більше 25 років тісно співпрацює з технологічним партнером ISCAR на рівних. Маттіас Босс, технічний консультант та продаж, точно знає машини та процеси в IMS Gear і може найкращим чином підтримати обробника інструментами, консультаціями та експертизою.
PENTA 17 вирізує
„Коли я побачив нову систему змінних головок NEOSWISS в каталозі, я відразу зрозумів, що це підходить для IMS Gear і Бернтольда Вайсера“, - говорить Маттіас Босс. Під час одного з його регулярних візитів він представив йому інструмент. Система обробки з змінними головками пропонує численні можливості використання, короткі часи налаштування і є зручною у використанні. NEOSWISS складається з хвостовика і шести інструментальних головок для всіх типових застосувань, таких як токарна обробка, вибірка та вставка, нарізання різьби або точіння.
Вони кріпляться зручним способом лише одним гвинтом у стержні. Завдяки затискному механізму та чотириточковій опорі вони сидять міцно та надійно. "Модульна система одразу привернула мою увагу", - розповідає Бернтольд Вайсер. "Ми вже давно були незадоволені процесом занурення у одного з наших постійних моделей."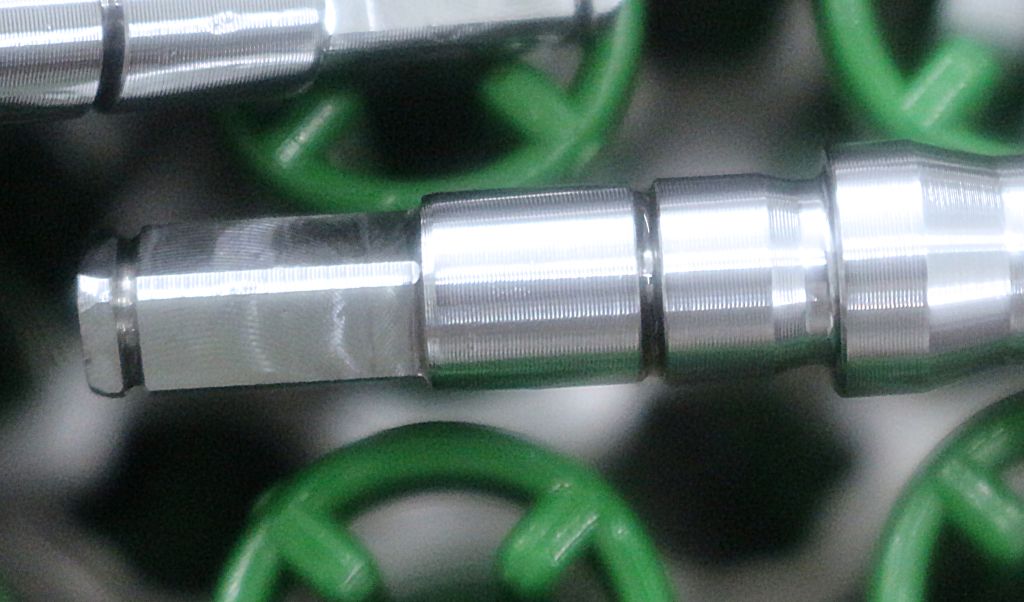
Конкретно йшлося про черв'ячний вал, який використовується в паркувальних блокуваннях автомобілів. Команда на чолі з Бергольдом Вайссером виробляє близько 2500 штук на тиждень. Компонент довжиною 76 міліметрів і максимальним діаметром 13 міліметрів виготовлений з легованої сталі 16MnCrS5. Основою є триметрові стрижні діаметром 14 міліметрів, якими завантажувачі стрижнів годують довгоструменеві верстати.
У ньому складна деталь обробляється поздовжнім точінням за допомогою інструмента NEOSWISS від ISCAR, вона має приблизно десятиміліметровий квадрат, який виготовляється шестиріжковим фрезою MULTIMASTER, кілька підходів і два втиснення. "І саме вони викликали в мене занепокоєння", - говорить Бертольд Вайсер. Адже раніше використаний двохріжковий інструмент одного з конкурентів не давав бажаних результатів.
„Ми завжди повинні були використовувати інструмент двічі, щоб досягти ширини 0,77 міліметра, для фасок на краях вирізів нам потрібен був додатковий інструмент, точність не була постійною, і вже після 2000 частин нам довелося змінити різець“, - зазначає обробник. „На додаток до всього, зміна різця була незручною для оператора і займала ще й багато часу.“
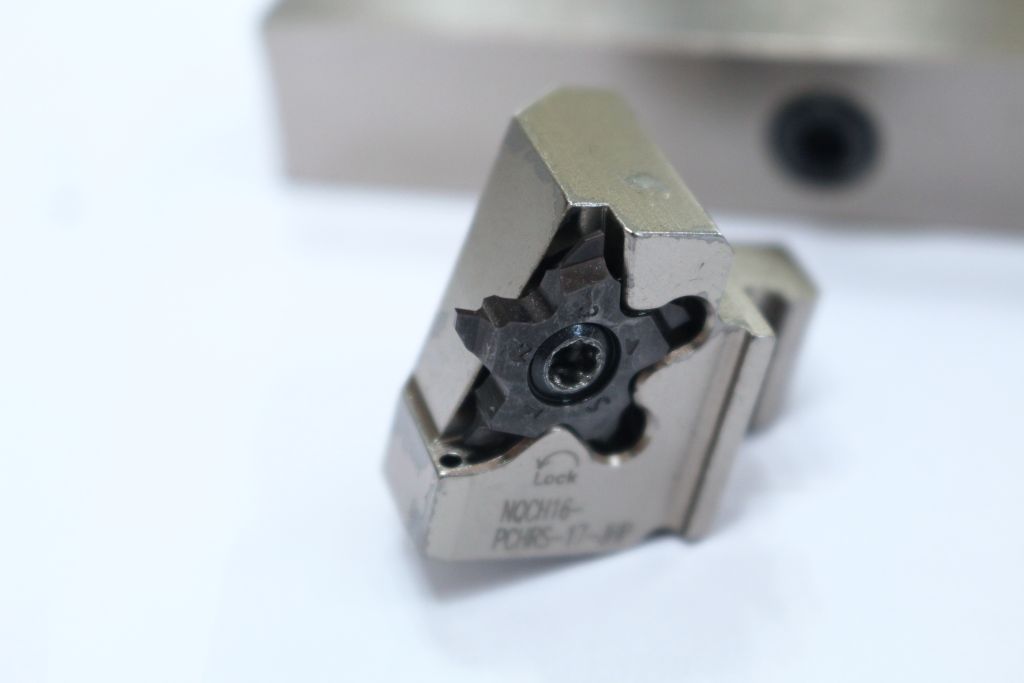
Маттіас Босс запропонував для цього застосування NEOSWISS з змінним головкою для п'ятизубцевої змінної різальної пластини PENTA 17 з шириною різання 0,7 міліметра. Замість стандарту в IMS Gear має бути використана спеціальна пластина для профільного різання, з якою Бернтольд Вайсер може вносити отвори та фаски лише за один прохід. Заміна різців з PENTA 17 відбувається швидко та зручно для оператора. Користувач просто знімає головку інструмента, повертає пластину PENTA 17 на один різець зовні машини і знову встановлює головку.
Наступне вимірювання відпадає, оскільки повторна точність головки становить 0,05 міліметра, і позиція основних утримувачів не змінюється. "Я відразу ж був в захваті і погодився на випробування на наших машинах", - говорить Бернтольд Вайсер.
У серії продуктивніший
Пробні запуски вразили, і IMS Gear впровадила рішення в серійне виробництво. Тепер команда може виконувати вхідні операції швидше, ніж раніше, і з помітно більш тривалим часом безвідмовної роботи. Заміна різців відбувається зручним для оператора способом і практично без часу на налаштування. Оператор знімає інструментальний головку з різцем, що підлягає заміні, і встановлює новий, який вже готовий на верстаті. «Наступне вимірювання не потрібно, і час на налаштування практично зводиться до нуля», - говорить Маттіас Босс.
«Крім того, IMS Gear тепер може використовувати високий тиск охолодження для кращого зламу стружки та легшої евакуації стружки.» Крім того, IMS Gear економить приблизно дві секунди на деталь. «Це спочатку здається не так багато, але при 2.500 одиницях на тиждень це складає більше години», - підраховує керівник. Бертольд Вайсер повністю задоволений співпрацею з ISCAR та новим рішенням: «Тепер ми виготовляємо 4.000 валів на один різець, це вдвічі більше, ніж раніше», - радіє Бертольд Вайсер. «П’ять різців PENTA 17 легко виготовляють 20.000 деталей. Це означає, що ми можемо безпечно і без коливань у точності виготовляти протягом двох місяців на один різець.»
Контакт:


