


Nowoczesne rozwiązania bezpieczeństwa, takie jak system zapobiegający blokowaniu kół (ABS), składają się z wielu pojedynczych komponentów, które muszą precyzyjnie współdziałać, aby funkcja była zawsze zapewniona. Na przykład komponenty hydrauliczne modulują ciśnienie hamowania w kołach i zapobiegają ich blokowaniu.

Jednym z używanych elementów jest osłona, która wykonana jest ze stalowych prętów o średnicy 38 milimetrów. Zastosowana stop 1.7149 charakteryzuje się dobrą obrabialnością. „Mimo to, przy zmianie partii materiału mieliśmy zawsze problemy z wiórami”, relacjonuje Berthold Müller, optymalizator procesów w WST.
Precyzyjne części tokarskie z Schwarzwaldu
Firma WST GmbH specjalizuje się w produkcji części frezarskich i tokarskich, dostarczając przemysłowi złożone, wysokiej jakości rozwiązania. Oprócz ogólnego budownictwa maszynowego wiele komponentów trafia do branży motoryzacyjnej i e-mobilności. Firma została założona w 1993 roku w Löffingen w Schwarzwaldzie i obecnie zatrudnia ponad 700 pracowników. WST produkuje części tokarskie z niemal wszystkich materiałów skrawalnych, takich jak stale chromowo-niklowe, stale narzędziowe i automatyczne oraz metale kolorowe, takie jak aluminium, mosiądz i miedź. Rocznie firma przetwarza około 15 000 ton prętów stalowych, 3 000 ton półfabrykatów i 400 ton aluminium.
Problem obróbczy z niektórymi partiami stali kosztował pracowników WST nie tylko nerwy, ale także dużo czasu. „Przy złej partii zaczynaliśmy praktycznie od zera z ustawieniami i próbowaliśmy wszystko tak dostosować, aby wióry nie blokowały całego procesu“, opowiada Berthold Müller.
Mały, mocny, pięcio-ramienny

Danny Schrödel, który jako technik aplikacji regularnie odwiedza WST, zaproponował wymianę narzędzia i wypróbowanie PENTA 17: „Zaledwie 17 milimetrów średnicy, wkładka ta ma aż pięć ostrzy, które mogą bezpiecznie obrabiać elementy obrabiane do maksymalnej głębokości wcięcia wynoszącej cztery milimetry. Idealnie nadaje się do wykonania wcięcia o głębokości trzech milimetrów w elemencie ABS.” Thomas Nopper, doradztwo i sprzedaż w ISCAR, dodaje:
„Precyzyjnie szlifowany wkład tnący umożliwia z jednej strony bardzo wysoką dokładność wymiany, co eliminuje czasochłonne korekty wymiarowe. Z drugiej strony użytkownik osiąga wysoką jakość powierzchni i dokładność wymiarową elementu.“ I jeszcze coś przekonało WST: Dzięki adapterowi chłodziwo można precyzyjnie dostarczać, co pozwala uniknąć problemów z uciążliwymi wiórami.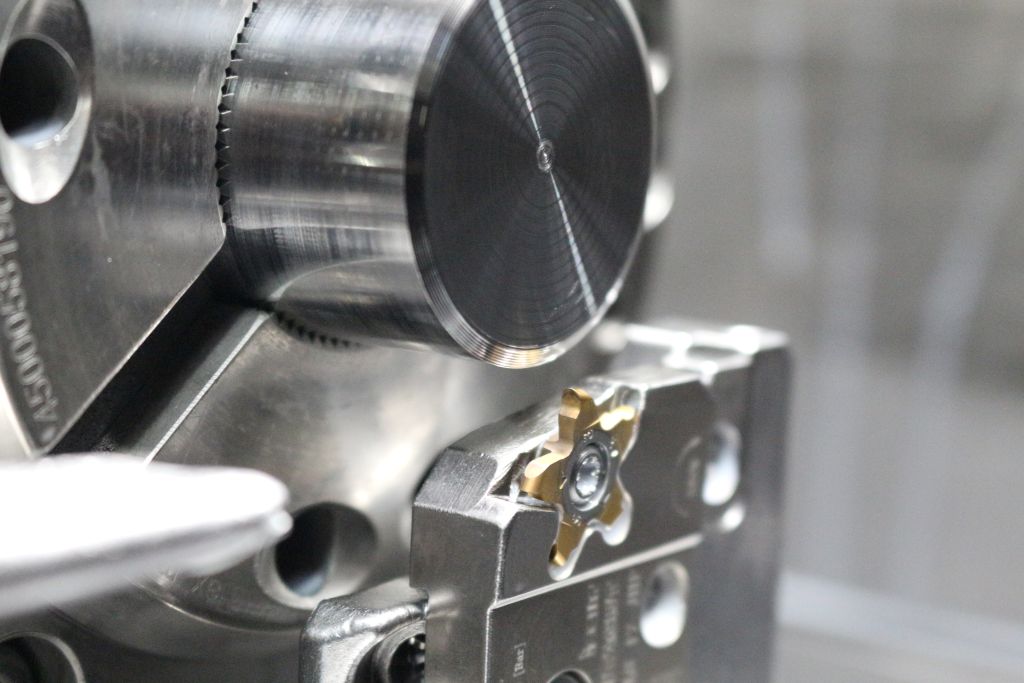
„Zanim zaczęliśmy używać PENTA 17, nie mogliśmy utrzymać jakości powierzchni podczas wiercenia“, relacjonuje Damir Balukcic, kierownik działu jednoosiowych maszyn w WST. „Ponadto regularnie mieliśmy problemy z łamaniem wiórów, a odprowadzanie wiórów również nie działało niezawodnie.“ Dzięki celowanemu chłodzeniu wióry są teraz znacznie lepiej odprowadzane i nie zakłócają procesów. Stabilne osadzenie narzędzia zapewnia jednolite powierzchnie. „Z naszą starą metodą skrawania produkowaliśmy tylko 200 części, teraz uzyskujemy 500 sztuk – i to w sposób procesowo pewny“, podkreśla kierownik działu. W testach narzędzie osiągnęło nawet 700 wierceń, zanim dokładność wymiarowa zaczęła maleć. „Jednak zmieniamy narzędzie już przy 500, ponieważ w ten sposób możemy być pewni, że wiercenie pozostaje precyzyjne. Ponadto ten interwał pasuje do innych wymian narzędzi“, wyjaśnia Müller.
Prosta obsługa, wysoka precyzja

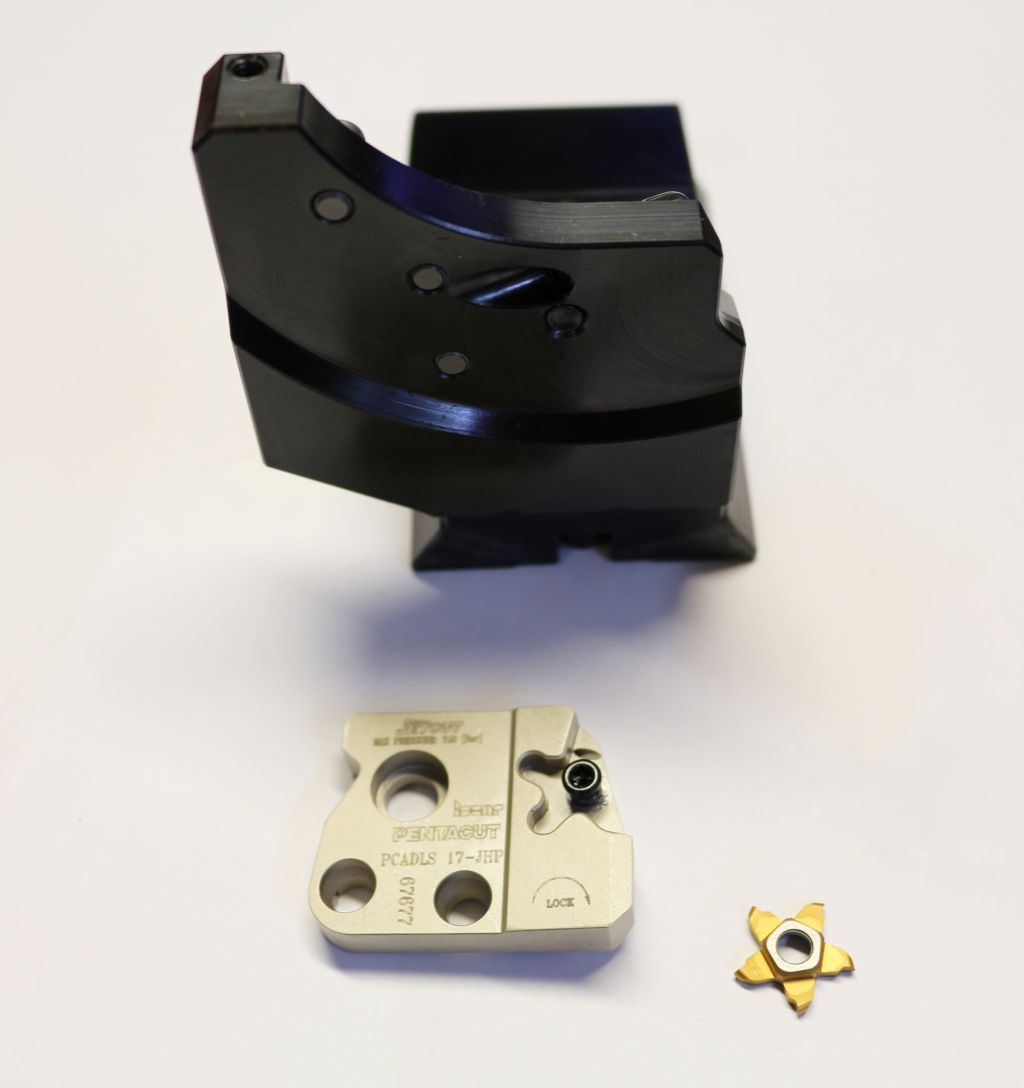
Różne kształty i geometrie narzędzi skrawających w narzędziach do wytaczania serii PENTACUT zapewniają użytkownikom efektywną kontrolę skrawania oraz możliwość obróbki wymagających materiałów z wysoką powtarzalnością. Seria PENTACUT swoją nazwę zawdzięcza pięciu ostrzom na jednym zestawie skrawającym – co zapewnia najlepszy stosunek ceny do ostrza. Zestaw skrawający jest mocowany tangencjalnie z boku uchwytu narzędziowego i zabezpieczany śrubą Torx, przy czym dwie powierzchnie stykowe gwarantują precyzyjną wysokość ostrza. Wkład skrawający jest dostępny z obu stron i można go wymienić bez wyjmowania uchwytu z maszyny – co minimalizuje czas przezbrojenia. Dzięki wkładowi osadzonemu pod kątem czterech stopni w gnieździe płytki PENTA 17, użytkownicy mogą bez problemu obrabiać elementy wzdłuż barku.
WST produkuje osłonę na maszynie INDEX ABC Speedline. Po wierceniu i wstępnym frezowaniu, PENTA 17 w wersji 17N200P100LS IC1008 wykonuje w dwóch krokach wycięcie. Z powodu wysokich ciśnień skrawania narzędzie najpierw wprowadza się w środek, a następnie przemieszcza się wzdłuż konturów, tworząc wycięcie o głębokości trzech milimetrów. Narzędzie precyzyjne jest mocno osadzone w adapterze PCADLS 17-JHP, który zapewnia skierowane dostarczanie chłodziwa.
W ciągłym użyciu
W WST co tydzień w czterech zmianach przez siedem dni powstają komponenty takie jak pokrywa. „Jest to jeden z naszych bestsellerów, z którego produkujemy co roku kilka milionów”, relacjonuje Balukcic. „Dlatego szczególnie zależy nam na stabilnym procesie.” Dzięki PENTA 17 WST korzysta z wysokiej niezawodności procesu, długiego czasu eksploatacji i stałej jakości powierzchni. „Testowaliśmy inne narzędzia skrawające, ale żadne nie działało tak stabilnie jak PENTA 17”, wspomina Müller.
„Narzędzie w pełni spełnia nasze oczekiwania“, potwierdza Balukcic, „ponieważ teraz nie mamy już problemów z wbijaniem.” Ważne jest dla kierownika działu również coś innego: długoletnie partnerstwo z ISCAR. „Nasi przedstawiciele ISCAR, Danny Schrödel i Thomas Nopper, regularnie odwiedzają nas w firmie i wspierają nas we wszystkich pytaniach dotyczących toczenia, frezowania, wycinania i wbijania. Dzięki temu do tej pory mogliśmy rozwiązać wszystkie zadania bezproblemowo.”
Kontakt:


