


Moderní bezpečnostní řešení, jako je protiblokovací systém (ABS), se skládají z mnoha jednotlivých komponentů, které musí přesně do sebe zapadat, aby byla funkce kdykoli zajištěna. Například hydraulické komponenty modulují brzdný tlak na kolech a zabraňují jejich zablokování.

Jednou z použitých součástí je krycí víčko, které se vyrábí z ocelových tyčí o průměru 38 milimetrů. Použitá slitina 1.7149 se vyznačuje dobrou zpracovatelností. „I přesto jsme při změně materiálové šarže opakovaně měli problémy se třískami,“ říká Berthold Müller, procesní optimalizátor ve WST.
Přesné součásti z Černého lesa
Společnost WST GmbH se specializuje na frézované a soustružené díly a dodává průmyslu komplexní, vysoce kvalitní řešení. Kromě obecného strojírenství směřuje mnoho komponentů do automobilového a e-mobilního sektoru. Společnost byla založena v roce 1993 v Löffingenu v Černém lese a dnes zaměstnává více než 700 pracovníků. WST vyrábí soustružené díly z téměř všech obráběcích materiálů, například z chrom-niklových ocelí, nástrojových a automatových ocelí, stejně jako z neželezných kovů, jako je hliník, mosaz a měď. Ročně zpracovává společnost přibližně 15 000 tun ocelových tyčí, 3 000 tun polotovarů a 400 tun hliníku.
Problém s obráběním některých ocelových šarží stál zaměstnance WST nejen nervy, ale také spoustu času. „Při špatné šarži jsme v podstatě začínali znovu od nuly s nastavením a snažili se vše tak upravit, aby třísky neblokovaly celý proces,“ vypráví Berthold Müller.
Malý, silný, pětibodový

Danny Schrödel, který jako aplikační technik od ISCAR pravidelně navštěvuje WST, navrhl vyměnit nástroj a vyzkoušet PENTA 17: „S průměrem pouhých 17 milimetrů má tento nástroj hned pět břitů, které bezpečně zpracovávají otočné díly až do maximální hloubky řezu čtyři milimetry. Je tedy ideální pro provedení zářezu o třech milimetrech na ABS dílu.“ Thomas Nopper, poradenství a prodej v ISCAR, doplňuje:
„Precizně broušený řezný insert umožňuje jednak velmi vysokou výměnnou přesnost, čímž odpadá časově náročná korekce rozměrů. Na druhé straně dosahuje uživatel vysoké kvality povrchu a rozměrové stálosti na součásti.“ A ještě něco přesvědčilo WST: Přes adaptér lze chladicí médium cíleně přivádět a tím se vyhnout problémům s rušivými třískami.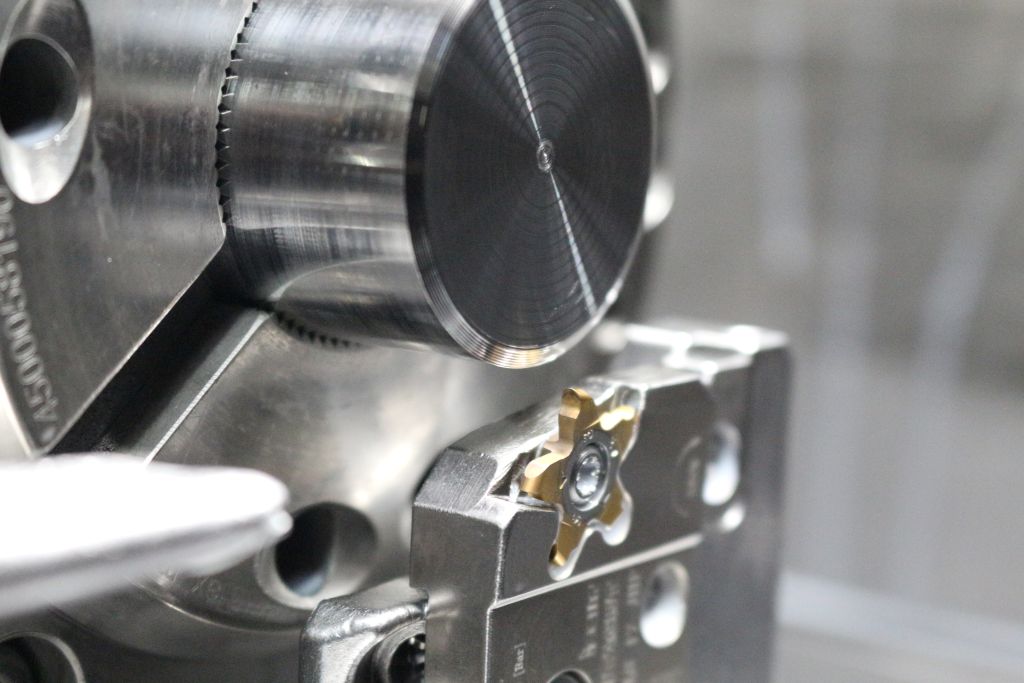
„Než jsme nasadili PENTA 17, nedokázali jsme při vrtání udržet kvalitu povrchu,“ říká Damir Balukcic, vedoucí oddělení jednošroubových strojů ve WST. „Kromě toho jsme pravidelně měli problémy s lámáním třísek a evacuace třísek také nefungovala spolehlivě.“ Díky cílenému chlazení mohou být třísky nyní mnohem lépe odváděny a již nebrání procesům. Stabilní usazení desky zajišťuje rovnoměrné povrchy. „S naším starým řezným řešením jsme vyrobili pouze 200 kusů, nyní dostáváme 500 kusů – a to s procesní jistotou,“ zdůrazňuje vedoucí oddělení. V testovacích bězích nástroj dokonce zvládl 700 vrtání, než se přesnost začala zhoršovat. „Ale měníme ho už při 500, protože si tak můžeme být jisti, že vrtání zůstane přesné. Kromě toho toto intervalování odpovídá jiným výměnám nástrojů,“ vysvětluje Müller.
Jednoduché ovládání, vysoká přesnost

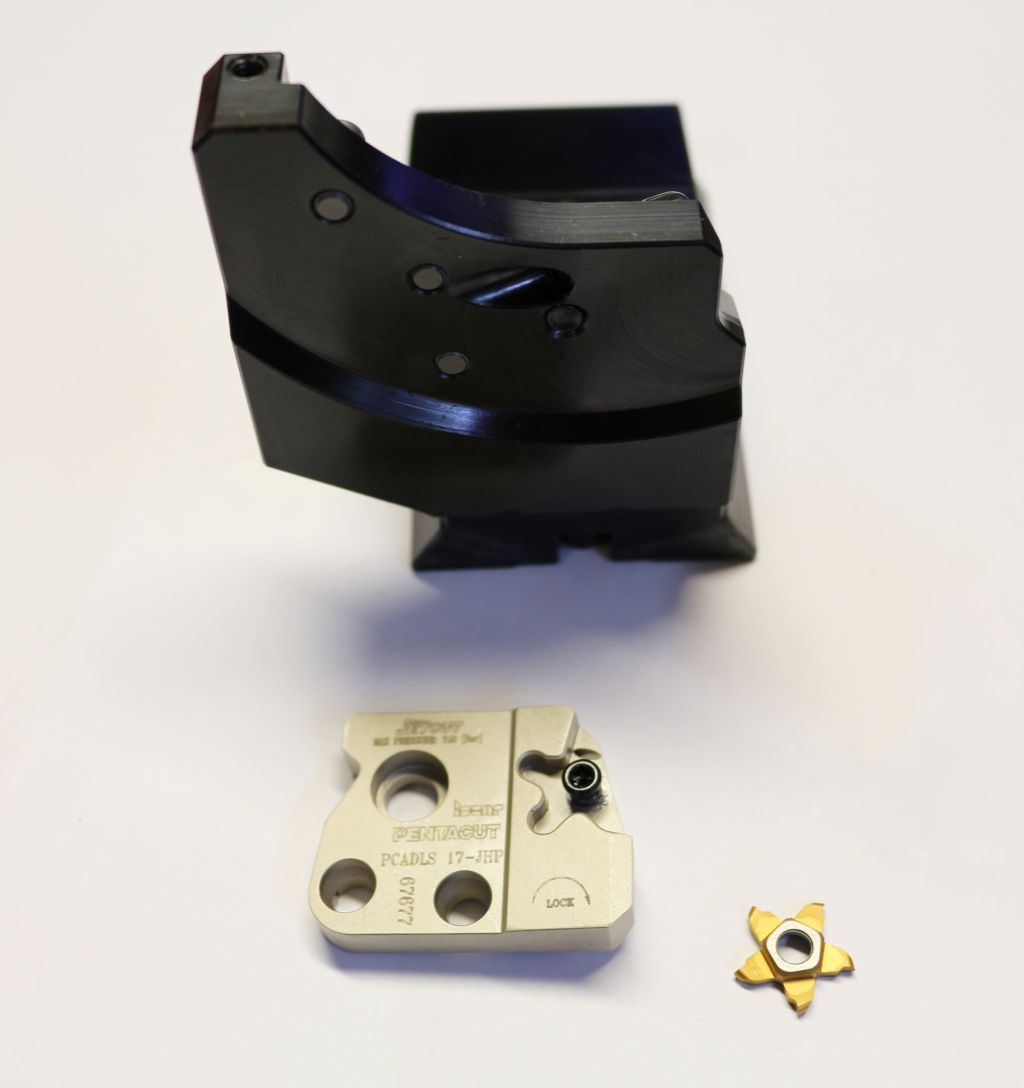
Různé tvarovače třísek a geometrie zajišťují u soustružnických nástrojů řady PENTACUT, že uživatelé mají efektivní kontrolu třísek a mohou zpracovávat i náročné materiály s vysokou opakovací přesností. Název série PENTACUT je odvozen od pěti břitů na jedné řezné sadě – pro co nejlepší poměr ceny na břit. Řezná sada je upevněna tangenciálně na straně držáku nástroje a fixována Torx šroubem, přičemž dvě opěrné plochy zaručují přesnou výšku špičky. Řezný insert je přístupný z obou stran a lze jej vyměnit, aniž by bylo nutné vyjmout držák z stroje – to minimalizuje čas potřebný na nastavení. Díky čtyřstupňově šikmo vloženému insertu v sedle destičky PENTA 17 mohou uživatelé bez problémů zpracovávat součásti podél ramene.
WST vyrábí krytku na stroji INDEX ABC Speedline. Po vrtání a hrubování přebírá PENTA 17 v provedení 17N200P100LS IC1008 ve dvou krocích vyvrtání. Vzhledem k vysokým řezným tlakům nástroj nejprve provede středové předvrtání, poté obkrouží kontury a vytvoří vyvrtání o třech milimetrech. Přesný nástroj je pevně upevněn v adaptéru PCADLS 17-JHP, který zajišťuje cílené dodávání chladicí kapaliny.
V nepřetržitém provozu
Ve čtyřech vrstvách během sedmi dnů vznikají ve WST každý týden komponenty jako je krytka. „Je to jeden z našich nejprodávanějších produktů, kterých každoročně vyrábíme několik milionů,“ popisuje Balukcic. „Proto klademe na stabilní proces zvlášť velký důraz.“ Díky PENTA 17 těží WST z vysoké procesní bezpečnosti, dlouhé životnosti a konstantní kvality povrchu. „Zkoušeli jsme i jiné řezné nástroje, ale žádný nebyl tak stabilní jako PENTA 17,“ vzpomíná Müller.
„Nástroj splňuje naše očekávání zcela a plně,“ potvrzuje také Balukcic, „protože nyní nemáme žádné problémy s vkládáním.“ A ještě něco je pro vedoucího oddělení důležité: dlouholetá spolupráce s ISCAR. „Naši zástupci ISCAR Danny Schrödel a Thomas Nopper jsou u nás pravidelně ve firmě a podporují nás ve všech otázkách týkajících se soustružení, frézování, vkládání a vyjímání. Díky tomu jsme dosud mohli všechny úkoly vyřešit bez komplikací.“
Kontakt:


