


Modern safety solutions such as the anti-lock braking system (ABS) consist of many individual components that must fit precisely together to ensure functionality at all times. For example, hydraulic components modulate the brake pressure at the wheels and prevent them from locking.

One of the components used is a cover cap made from steel rods with a diameter of 38 millimeters. The alloy used, 1.7149, is characterized by good machinability. 'However, we repeatedly had problems with the chips when changing the material batch,' reports Berthold Müller, process optimizer at WST.
Precision turned parts from the Black Forest
WST GmbH specializes in milling and turning parts and supplies the industry with complex, high-quality solutions. In addition to general mechanical engineering, many components go into the automotive and e-mobility sectors. The company was founded in 1993 in Löffingen in the Black Forest and currently employs more than 700 people. WST produces turned parts from nearly all machinable materials, such as chrome-nickel steels, tool and automatic steels, as well as non-ferrous metals like aluminum, brass, and copper. The company processes about 15,000 tons of steel rods, 3,000 tons of blanks, and 400 tons of aluminum annually.
The machining problem with certain steel batches not only cost WST employees nerves but also a lot of time. 'With a bad batch, we basically started from scratch with the settings and tried to adjust everything so that the chips did not block the entire process,' says Berthold Müller.
Small, powerful, five-edged

Danny Schrödel, who regularly visits WST as an application engineer from ISCAR, suggested changing the tool and trying the PENTA 17: 'With just 17 millimeters in diameter, the insert has five cutting edges that can process turned parts with a maximum depth of cut of four millimeters safely. So it is perfectly suited to make an indentation of three millimeters on the ABS component.' Thomas Nopper, consulting and sales at ISCAR adds:
'The precision-ground cutting insert allows for very high change accuracy, eliminating time-consuming measurement corrections. On the other hand, the user achieves high surface qualities and dimensional accuracies on the component.' And one more thing convinced WST: The adapter allows for targeted coolant supply, thus avoiding problems with disruptive chips.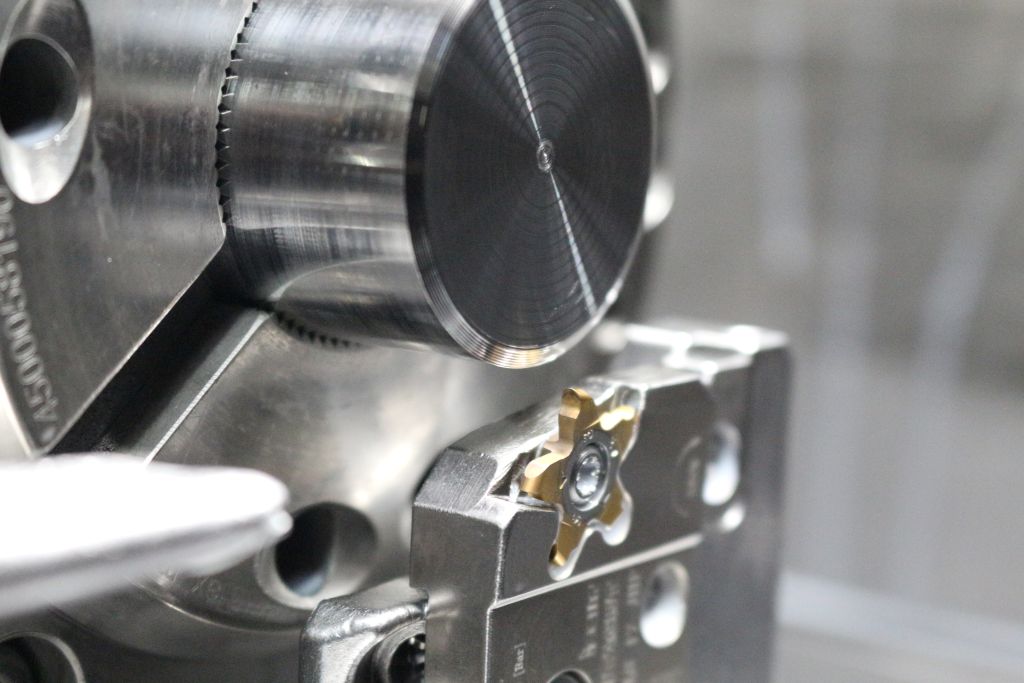
'Before we used the PENTA 17, we couldn't maintain the surface quality during the indentation,' reports Damir Balukcic, department head of single-spindle at WST. 'Additionally, we regularly had problems with chip breakage, and chip evacuation was not reliable either.' With targeted cooling, chips can now be evacuated much better and no longer disrupt the processes. The stable insert seat ensures uniform surfaces. 'With the old cutting solution, we produced only 200 parts, now we get 500 pieces out – and process-safe,' emphasizes the department head. In test runs, the tool even achieved 700 indentations before dimensional accuracy declined. 'However, we change at 500 because this way we can ensure that the indentation remains precise. Furthermore, this interval fits with other tool changes,' explains Müller.
Simple handling, high precision

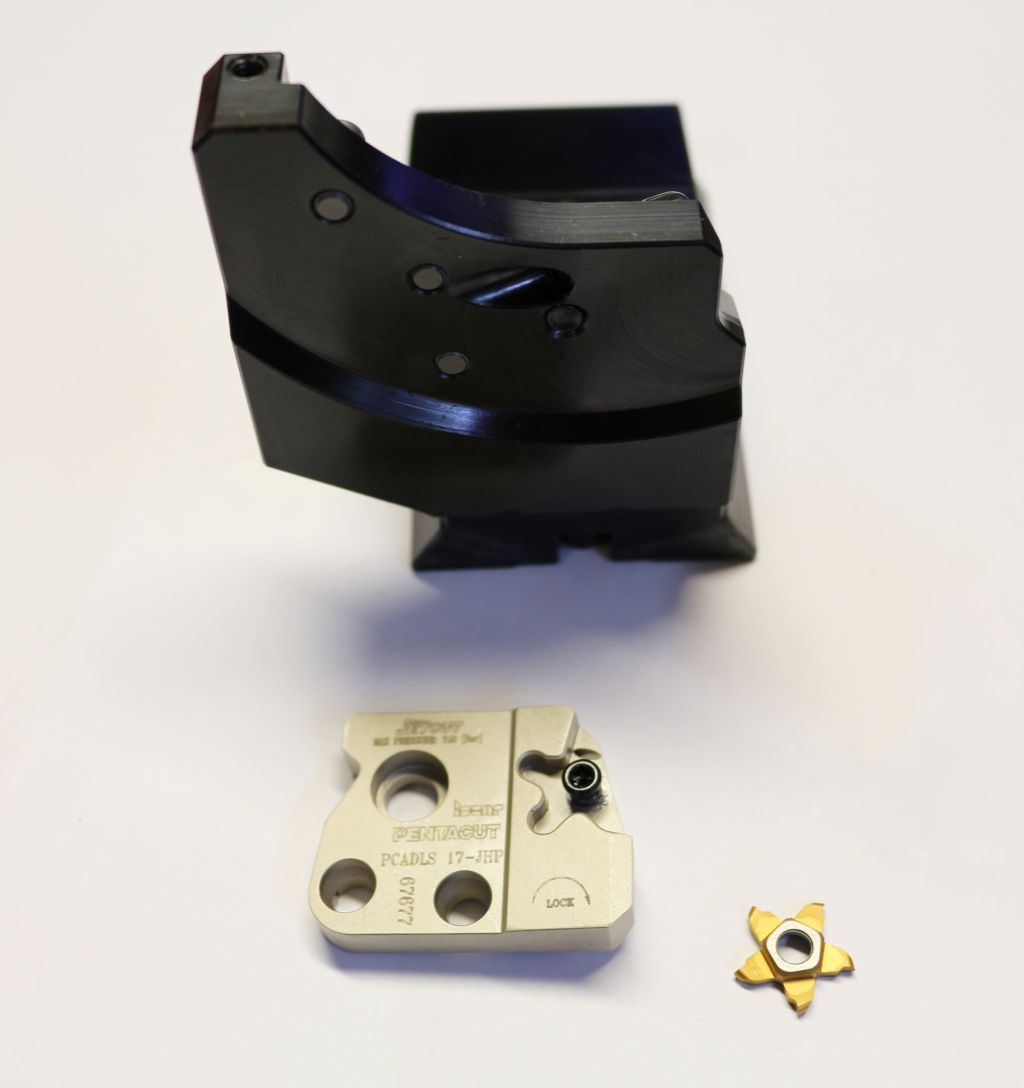
Various chip formers and geometries ensure that users of the PENTACUT series of turning tools have effective chip control and can machine demanding materials with high repeat accuracy. The PENTACUT series owes its name to its five cutting edges on a single cutting set – for the best possible price per edge ratio. The cutting set is clamped tangentially on the side of the tool holder and fixed with a Torx screw, with two contact surfaces guaranteeing precise tip height. The cutting insert is accessible from both sides and can be changed without removing the holder from the machine – minimizing setup time. Due to the four-degree angled insert in the insert seat of the PENTA 17, users can also easily machine components along a shoulder.
WST manufactures the cover cap on an INDEX ABC Speedline. After drilling and roughing, the PENTA 17 in the version 17N200P100LS IC1008 takes over the indentation in two steps. Due to high cutting pressures, the tool first makes a central pre-cut, then it follows the contours and creates the three-millimeter indentation. The precision tool is securely anchored in the adapter PCADLS 17-JHP, which ensures targeted coolant supply.
In continuous operation
In four shifts over seven days, WST produces components like the cover cap every week. 'It is one of our high-runners, from which we produce several million each year,' describes Balukcic. 'That’s why we place particular emphasis on a stable process here.' Thanks to the PENTA 17, WST benefits from high process reliability, long tool life, and consistent surface quality. 'We tried other cutting sets, but none ran as stably as the PENTA 17,' reflects Müller.
'The tool fully meets our expectations,' confirms Balukcic, 'because we no longer have any problems with the indentation.' And one more thing is important to the department head: the long-standing partnership with ISCAR. 'Our ISCAR contacts Danny Schrödel and Thomas Nopper are regularly at our company and support us with all questions regarding turning, milling, and indentation. This has allowed us to solve all tasks easily so far.'
Contact:


