


Strugotine su elementi za oblikovanje strugotina na alatu. Oni osiguravaju da se nastale strugotine ciljano oblikuju, lome ili usmjeravaju. U ISCAR-ovom portfelju nalazi se više od 20 različitih varijanti koje se ugrađuju u rezni dio – barem u standardnoj verziji. Međutim, kod specijalnih alata za rezanje i okretanje, tu se ne može postići ništa značajno. Ovdje pomažu samo laserski obrađeni strugotinci koji otvaraju neviđene mogućnosti.
„Ova metoda postoji već duže vrijeme, ali prije deset godina jednostavno nije bila isplativa“, prisjeća se Frederik Schmalbach, voditelj proizvoda za neokretne alate u ISCAR-u. „Laserska ploča tada je bila ekstremno skupa. Danas je možemo ponuditi po prihvatljivim cijenama zahvaljujući modernim strojevima i automatiziranim procesima – posebno zato što korisnici vide neposrednu korist.“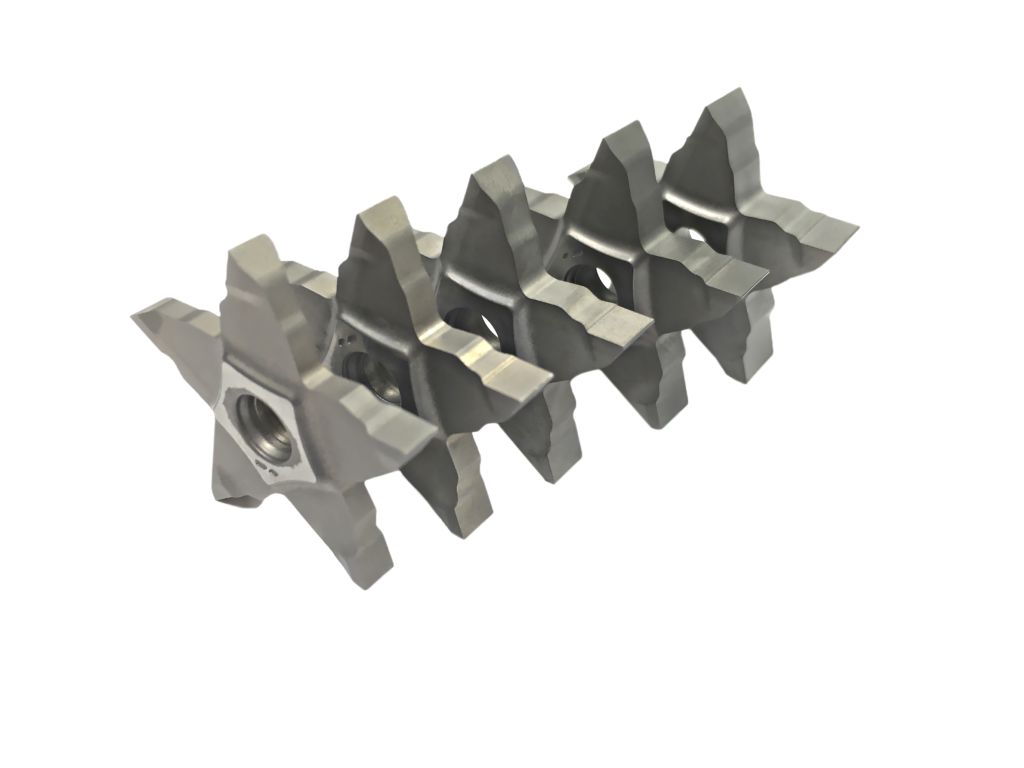
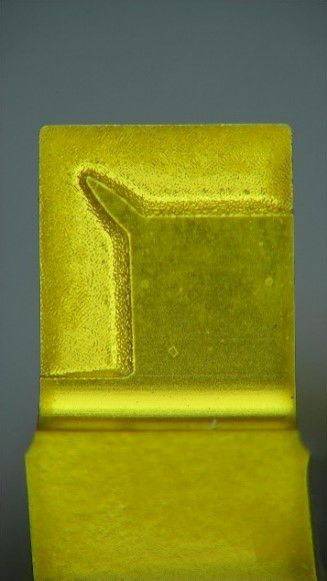
Gdje konvencionalne metode poput oblikovnog prešanja ili sinteriranja prahovitog tvrdog metala nailaze na svoje granice, laser otvara nove mogućnosti. Osobito kod specijalnih konstrukcija u rezanju i okretanju, ova tehnologija nudi značajne prednosti: omogućuje precizno oblikovanje koraka za usmjeravanje strugotina bez promjene visine reza ili izobličenja kontura. To osigurava pouzdanu kontrolu strugotina, posebno kod složenih oblika i teško obradivih materijala.
Fleksibilnost u obliku
Metoda je praktična, što pokazuje rastuća potražnja. Upiti za laserski obrađene strugotince postali su svakodnevica – bilo zato što standardni strugotinac nije dovoljan ili zato što kupci traže rješenja za kontrolu strugotina kod specijalnih geometrija. Primjene se kreću od medicinske tehnologije do obrade velikih dijelova s posebnim širinama rezanja. U nekim slučajevima, strugotinac se čak obrađuje samo djelomično laserom, kako bi se točno tamo postigao učinak gdje je to potrebno.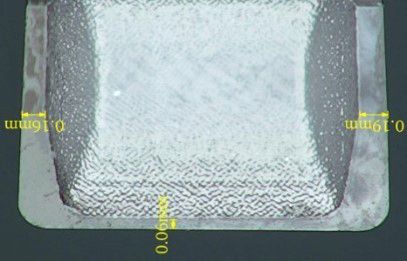
Tehnički, laser nudi veliku fleksibilnost. Strugotinci iz standardnog portfelja mogu se gotovo neograničeno reproducirati ili modificirati u specijalnom području. Ključno je prilagođavanje konkretnim zahtjevima: materijal dijela, pomak i parametri stroja određuju koja geometrija je smisleno. Na primjer, širina zaštitne faze može se točno uskladiti s pomakom koji korisnik koristi.
Ako je pomak premali, strugotinac ne djeluje; pri višim pomacima faza se može širiti, što povećava radno vrijeme.
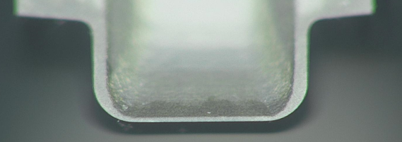
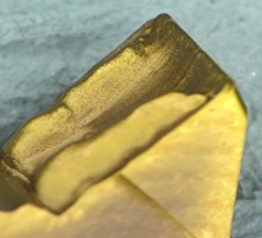
Jedan od izazova leži u strukturi površine laserski obrađenih strugotina. „Pod mikroskopom izgleda kao mjesečev krajolik“, objašnjava Frederik Schmalbach. „U stražnjem dijelu strugotinca to nije problematično, ali na glavnoj oštrici dovodi do gubitaka u radnom vremenu – stoga i zaštitna faza koja je brušena.“ ISCAR radi na novim izvorima lasera kako bi ovaj korak u budućnosti učinio suvišnim.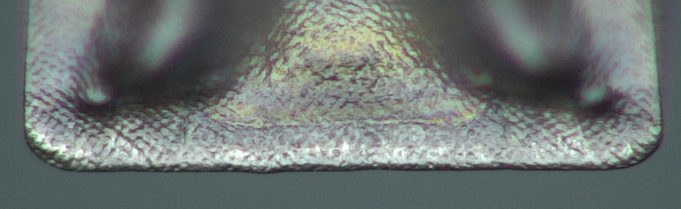
Ekonomski PENTA sustav kao osnova
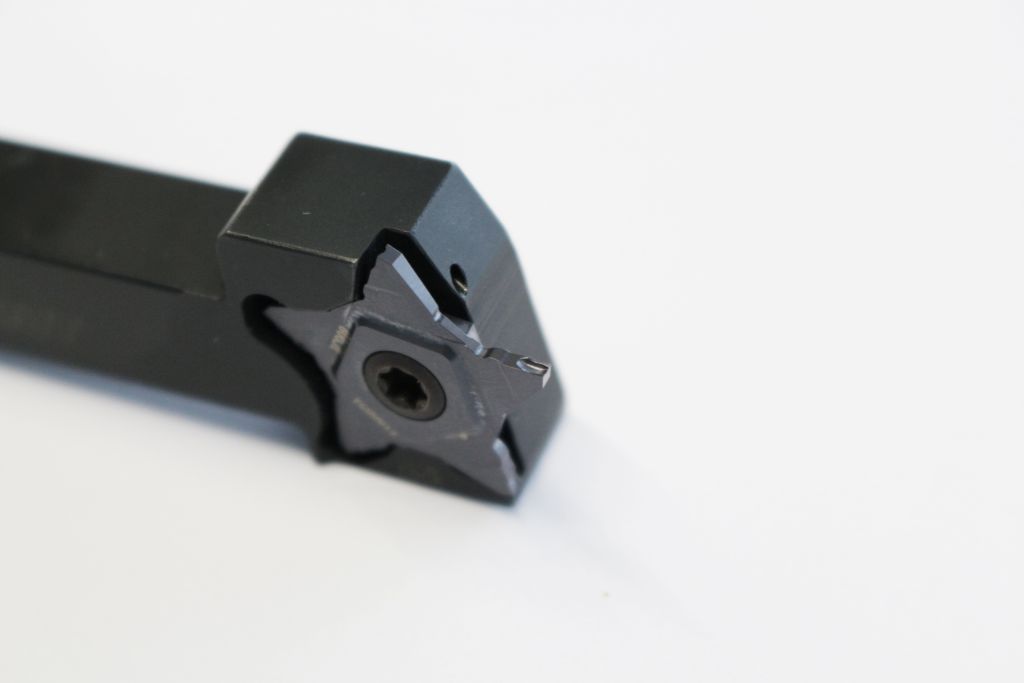
U načelu se svi alati za rezanje mogu opremiti laserski obrađenim strugoticama, ali obično služe

Sirovine iz ISCAR-ovog ekonomičnog, peto-reznog PENTACUT preciznog sustava rezanja kao osnova. Sirovine za rezne umetke dostupne su u različitim varijantama i mogu se koristiti za rezanje, profilno rezanje i unutarnje rezanje, kao i za rezanje i okretanje unatrag. Dubina rezanja kreće se od četiri milimetra kod PENTA 17 i PENTA 27, preko šest milimetara kod PENTA 24 do deset milimetara kod PENTA 34. „Koja se sirovina koristi ovisi o zadatku koji treba riješiti“, kaže voditelj proizvoda. „Za sve važi: korisnik postiže vrlo dobru cijenu po rezu zahvaljujući pet oštrica na zvjezdastom umetku.“
Potražnja za laserski obrađenim strugoticama kontinuirano raste. Bilo u medicinskoj tehnologiji, kod širokih oblika rezanja ili u projektima gdje se strugotine trebaju ciljano lomiti samo u određenim područjima – metoda se pokazuje uspješnom. „Kod specijalnih alata, laserska obrada je jedini način da se proizvedu odgovarajući strugotinci“, zaključuje Frederik Schmalbach. „Visoka procesna sigurnost, vrlo dobra kvaliteta površine i duži radni vijek čine više troškove u usporedbi sa standardom podnošljivima.“
Kontakt:


