


Třískové formátory jsou prvky pro tvorbu třísek na nástroji. Zajišťují, že vznikající třísky jsou cíleně tvarovány, lámány nebo odváděny. V portfoliu ISCAR se nachází více než 20 různých variant, které jsou lisovány do břitu – alespoň ve standardu. U speciálních nástrojů pro vyvrtávání a soustružení však není možné získat žádnou výhru. Zde pomáhají pouze laserované třískové formátory a otevírají nevídané možnosti.
‚Tento proces už existuje delší dobu, ale před deseti lety nebyl prostě rentabilní‘, vzpomíná Frederik Schmalbach, produktový manažer pro nástroje bez rotace v ISCAR. ‚Laserovaná deska byla tehdy extrémně drahá. Dnes ji můžeme díky moderním strojům a automatizovaným procesům nabízet za přijatelné ceny – zejména proto, že uživatelé vidí bezprostřední přínos.‘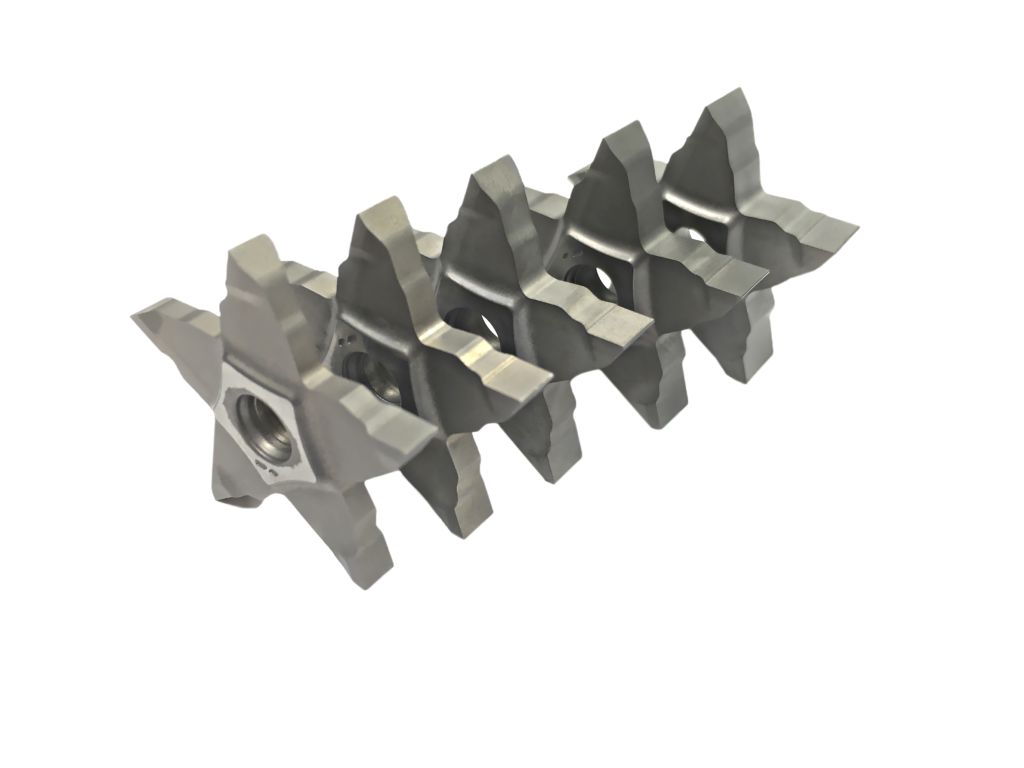
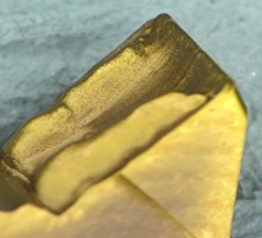
Kde konvenční procesy jako formování lisováním nebo sintrací práškového tvrdého kovu narážejí na své limity, laserování otevírá nové možnosti. Zejména u speciálních konstrukcí při vyvrtávání a soustružení tato technologie nabízí výrazné výhody: Umožňuje přesné tvarování třískových vodičů, aniž by se měnila výška břitu nebo deformovaly kontury. To zajišťuje spolehlivou kontrolu třísek, zejména u složitých tvarových vyvrtávání a v obtížně obrobitelných materiálech.
Flexibilita ve tvaru
Proces je prakticky použitelný, což ukazuje rostoucí poptávka. Dotazy na laserované třískové formátory se staly běžnými – ať už proto, že standardní třískový formátor nestačí, nebo protože zákazníci hledají cílená řešení pro kontrolu třísek u speciálních geometrií. Aplikace sahají od medicínské techniky po zpracování velkých kusů s speciálními šířkami vyvrtávání. V některých případech je třískový formátor dokonce laserován pouze částečně, aby se efektivně projevoval přesně tam, kde je to potřeba.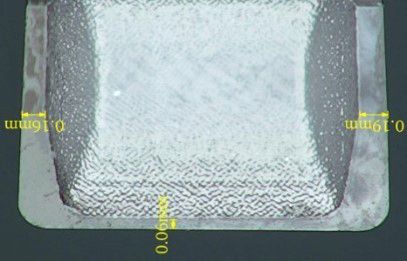
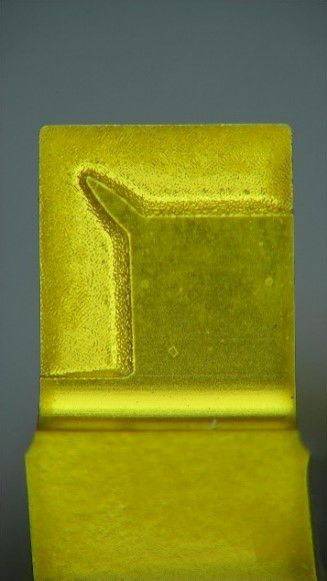
Technicky nabízí laserování velkou flexibilitu. Třískové formátory z standardního portfolia mohou být v oblasti speciálních aplikací téměř libovolně reprodukovány nebo modifikovány. Rozhodující je přizpůsobení konkrétním požadavkům: Materiál obrobku, posuv a parametry stroje určují, jaká geometrie je smysluplná. Například šířka ochranné fazety může být přesně sladěna s posuvem, který zákazník používá.
Pokud je tento příliš malý, třískový formátor nefunguje; při vyšších posuvech může být fazeta širší, což zvyšuje životnost.
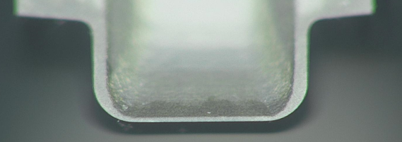
Jednou z výzev je struktura povrchu laserovaných třískových jam. ‚Pod mikroskopem vypadá jako měsíční krajina‘, vysvětluje Frederik Schmalbach. ‚V zadní části třískového formátoru to není problém, ale na hlavním břitu to vede ke ztrátám životnosti – proto také ochranná fazeta.‘ S novými laserovými zdroji pracuje ISCAR na tom, aby tento krok v budoucnu byl zbytečný.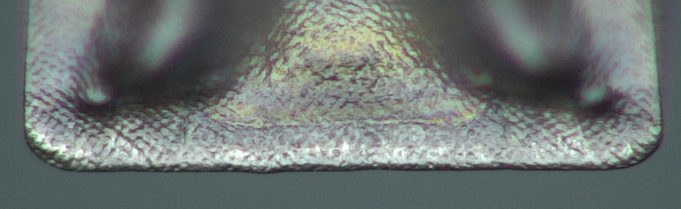
Ekonomický PENTA systém jako základ
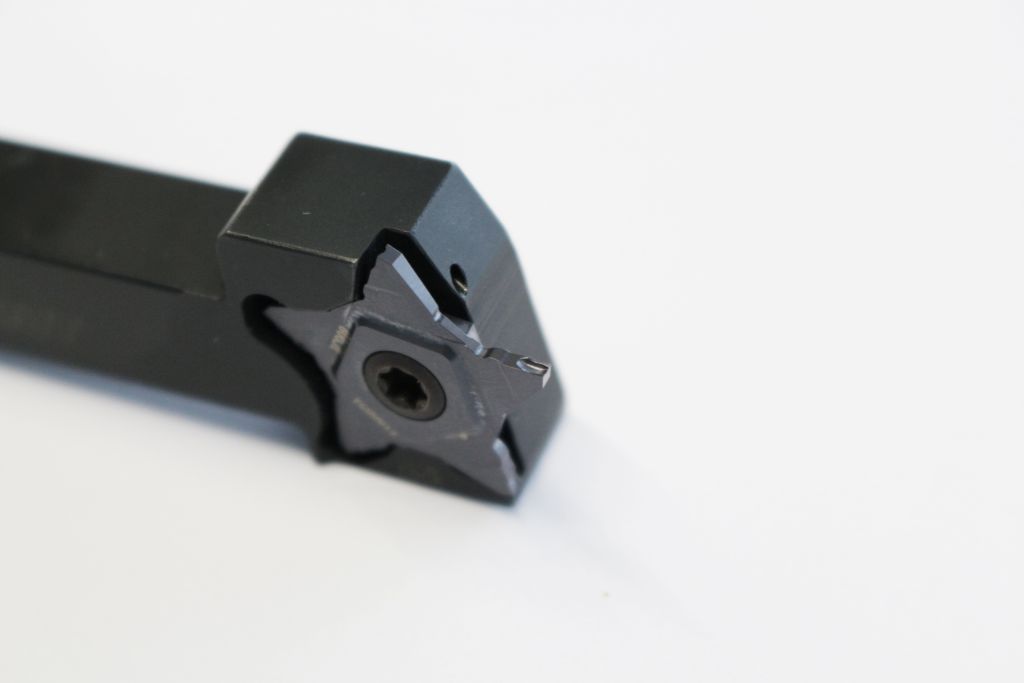
V zásadě lze všechny vyvrtávací nástroje vybavit laserovanými třískovými formátory, obvykle však slouží

Polotovary z ekonomického, pětibřitového PENTACUT přesného vyvrtávacího systému jako základ. Polotovary břitů jsou k dispozici v různých variantách a mohou být použity pro vnitřní, profilové a vnější vyvrtávání, vyvrtávání a zpětné soustružení. Hloubka vyvrtávání se pohybuje od čtyř milimetrů u PENTA 17 a PENTA 27 přes šest milimetrů u PENTA 24 až po deset milimetrů u PENTA 34. ‚Jaký polotovar bude použit, závisí na úkolu, který má být vyřešen‘, říká produktový manažer. ‚Pro všechny platí: Uživatel dosahuje díky pěti břitům na hvězdicovém břitu velmi dobré ceny za břit.‘
Poptávka po laserovaných třískových formátorech neustále roste. Ať už v medicínské technice, při širokých tvarových vyvrtávání nebo v projektech, kde mají být třísky lámány pouze v částečných oblastech – proces se osvědčuje. ‚U speciálních nástrojů je laserování jediný způsob, jak vyrobit vhodné třískové formátory‘, shrnuje Frederik Schmalbach. ‚Vysoká procesní bezpečnost, velmi dobrá kvalita povrchu a delší životnost činí vyšší náklady ve srovnání se standardem snesitelnými.‘
Kontakt:


