


Ne postoji zapravo jedinstveni proizvođač alata i kalupa. Malo koja druga industrija je tako raznolika. To predstavlja složene zadatke za proizvođače preciznih alata. Međutim, kao i svi obrađivači, korisnici iz ove industrije uvijek su zainteresirani za produktivnije, pouzdanije i preciznije alate. Procesna sigurnost i dimenzionalna stabilnost su ključne karakteristike.
„Izrada alata i kalupa zahtijeva alate za frezanje, bušenje, okretanje i rezanje koji rade pouzdano i visoko precizno“, kaže Thomas Mertel, specijalist za proizvode VHM alate u ISCAR Njemačka. „I to u svim zamislivim materijalima – od aluminija, preko kaljenog čelika do Inconela.“ Korisnici stoga trebaju ekonomske alate za obradu koji mogu obrađivati i tvrde i meke materijale – procesno sigurno, precizno, s dugim vremenima rada i visokim kvalitetom površine.
Dimenzionalna stabilnost susreće pouzdanost
„Kod proizvoda za izradu alata i kalupa, dimenzionalna stabilnost s tolerancijama u mikro području je na prvom mjestu“, kaže Mertel. „Već i premaz debljine 2,5 do 4 mikrometra može značajno utjecati na rezultat obrade.“ Korišteni alati moraju raditi izuzetno precizno i omogućiti izvrsnu kvalitetu površine pri završnoj obradi, na primjer, kroz stabilnu i robusnu izvedbu, kao i dobru prigušenost vibracija. „Budući da alati za oblikovanje često rade vrlo dugo kod korisnika i ponekad se koriste s alatima sestre, reproducibilnost je velika tema“, objašnjava Mertel. „Sestre se moraju slagati kao jaje jaju.“
Za visoko vrijeme trajanja i duge vrijeme obrade, alati su izrađeni od materijala otpornog na habanje. Ovdje igra i otpornost na temperaturu važnu ulogu, jer se procesi često odvijaju uz hlađenje zrakom. Sve to postaje moguće kombinacijom odgovarajuće podloge s odgovarajućim premazom, na primjer TiAlN, PVD ili DLC, dopunjenim usklađenom geometrijom rezanja, pravim podacima o rezanju i brzinama. „I kao i svi obrađivači, proizvođači alata i kalupa cijene ekonomičnost, fleksibilnost, jednostavnost korištenja i kratko vrijeme preuređenja“, kaže Mertel.
To je posebno važno u izradi alata i kalupa, jer se obično obrađuju male serije, često čak i u veličini serije 1. „Modularni sustavi ovdje nude velike prednosti u rukovanju i praktički smanjuju vrijeme preuređenja na nulu“, kaže Mertel. „Osim toga, korisnici imaju koristi od velike fleksibilnosti, jer za novi zadatak, na primjer, moraju samo promijeniti glavu za frezanje.“ ISCAR nudi širok spektar alata koji su točno prilagođeni zahtjevima industrije i dokazuju se u praksi.
Obrada osnovne ploče od A do Ž
Korisnik iz izrade kalupa obrađuje, na primjer, složenu osnovnu ploču potpuno sa standardnim alatima ISCAR-a. Za ravno frezanje, grubinsko frezanje i profilno frezanje koriste se ploče za rezanje (WSP) iz HELIDO linije, a za završnu obradu DOVEIQMILL ili TANGFIN glodalice. MILLSHRED s Weldonovim vratom je odgovoran za šupljine, a CHATTERFREE punokarbonski (VHM) glodalac za džepove. Korisnik koristi HELISLOT za utore, a za kutno frezanje HELII3MILL je rješenje. Bušenja se mogu izvesti alatima iz serije CHAMIQDRILL, SUMOCHAM i CHAMRING ili se mogu provesti s ITSBORE-om. SOLID-THREAD glodalica za navoje, SUMOUNICHAM bušač, MULTI-MASTER glodalica s VHM izmjenjivom glavom za faziranje i BAYO-T-REAM sustav za visok brzi reaming zaokružuju paket alata.
Procesna sigurnost pri frezanju
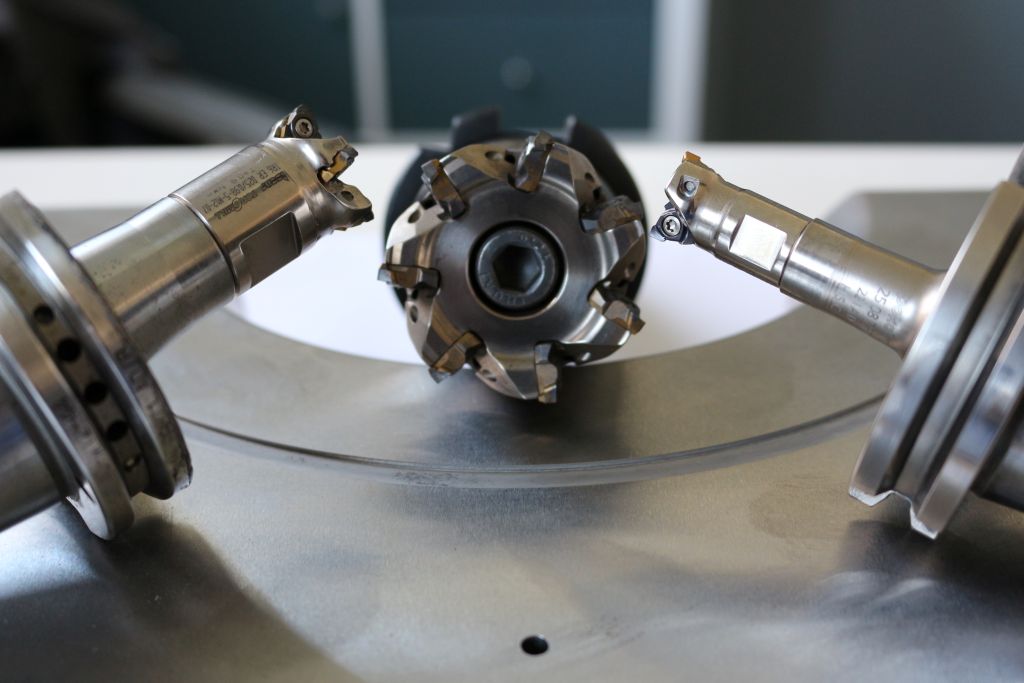
U Weko Werkzeugbau GmbH u Kierspe, na primjer, ISCAR-ov multifunkcionalni glodalac TOR6MILL pokazuje svoje prednosti: osigurava visoku procesnu sigurnost i svestran je. Tvrtka obrađuje, između ostalog, legirani i kaljeni alatni čelik za kalupe za ubrizgavanje u malim serijama. Tu se posebno ističu četiri stvari: brzina, preciznost, fleksibilnost i visoka kvaliteta površine.
Jedini elementi kalupa obrađuju se na različitim strojevima i s različitim postupcima. S TOR6MILL-om, Weko za to treba samo jedan alat koji se može opremiti odgovarajućim pločama za rezanje. Na primjer, jedan element se obrađuje na CNC tokarilici s heksagonalnim oblikom. Za to se koristi glodalica s promjerom od 20 milimetara. Ova glodalica je opremljena pločama za rezanje pod kutom od 90 stupnjeva u najotpornijem materijalu za rezanje IC808. Druga komponenta može se završiti standardnim WSP-om. „Fleksibilnost alata i njegova procesna sigurnost do kraja obrade su za nas A i O“, objašnjava Michael Quast, direktor Weko-a. „Obrada ide brzo, alat radi pouzdano. Osim toga, moji strojevi su tiši, što doprinosi sigurnosti na radu. I trajanje alata se također značajno poboljšalo.“
Visoka kvaliteta površine i brza vremena obrade
Oelfke Formenbau pridaje veliku važnost kvaliteti svojih proizvoda. S posebno prilagođenim NANFEED i SOLIDMILL glodalicama od ISCAR-a, proizvođač alata za ubrizgavanje postiže vrlo dobre površine, brze vrijeme obrade i duga trajanja uz veću procesnu sigurnost. Zahvaljujući dizajnu i specijalnoj geometriji rezanja, s glodalicama se može sigurno obraditi mnogo materijala s samo jednim prolazom.
Tako su velike dubine grubinskog rezanja moguće, a korisnik može, na primjer, već oblikovati konture pri završnoj obradi s manje prolaza. Osim toga, trokraka glodalica ima jedan rezni rub više od standarda. Rezultat: Površine su nakon frezanja već imale tako visoku kvalitetu da Oelfke nije morao raditi doradu. Tvrtka može obraditi više dijelova bolje kvalitete u istom vremenu, osloboditi vrijeme stroja i istovremeno smanjiti troškove.
Kontakt:


 Freude statt Frust")