


El mecanizado electroquímico de metales (ECM) permite el desbarbado y redondeo de bordes de piezas con alta precisión mediante electrólisis. Una limpieza previa o posterior asegura el funcionamiento estable del proceso y garantiza que la calidad de la superficie cumpla con los requisitos de limpieza definidos. Por ello, un fabricante de soluciones ECM integra módulos de limpieza por ultrasonido en sus instalaciones fabricadas a medida.
Inicialmente, VULIC ECM GmbH & Co. KG, fundada en 2007, se centró en el desarrollo y fabricación de dispositivos personalizados (herramientas) así como piezas de repuesto para el mecanizado electroquímico de metales (ECM). Siete años después, siguió el centro de mecanizado V 500, la primera planta ECM desarrollada internamente, y el portafolio de servicios se amplió con el mecanizado por contrato. Las plantas estándar y especiales, así como los servicios de la empresa con sede en Ottobeuren, son ahora solicitados internacionalmente por clientes de la industria automotriz y de defensa, aeroespacial y de tecnología médica.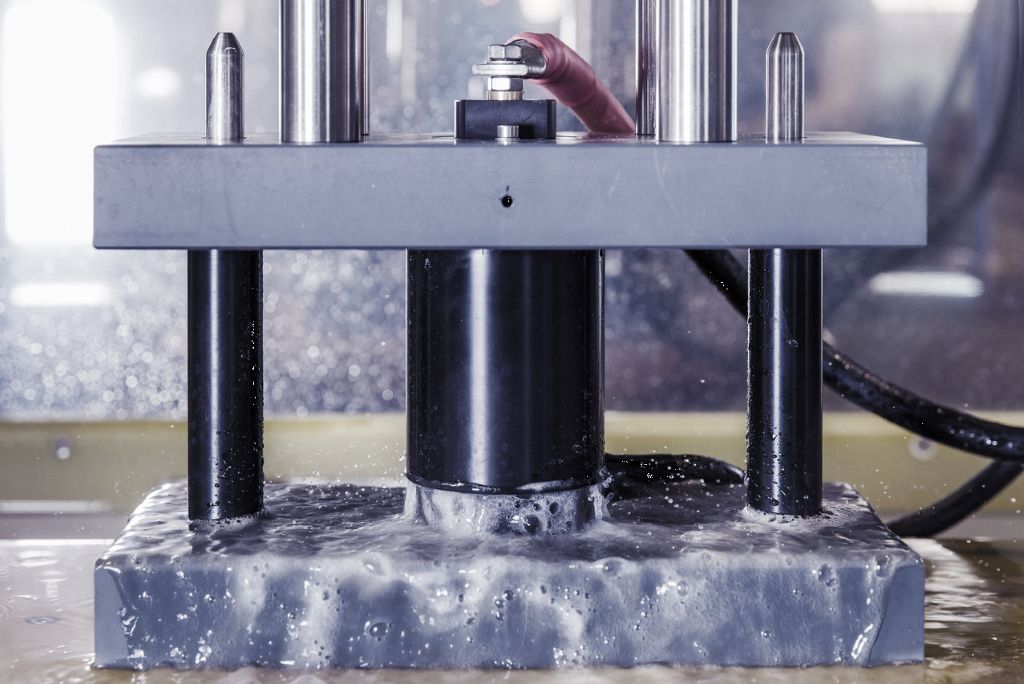
Limpieza ultrasónica integrada para procesos ECM estables y alta limpieza
En la tecnología ECM, las rebabas se pueden eliminar de manera eficiente y los bordes redondearse con alta precisión, incluso en áreas de difícil acceso como agujeros ciegos, intersecciones de perforación y bolsillos. Para el proceso sin contacto, la herramienta se conecta como cátodo (negativo) a una fuente de corriente continua y la pieza se polariza como ánodo (positivo).
El intercambio de carga se lleva a cabo en una solución electrolítica salina, donde las rebabas se disuelven completamente y se transportan fuera del espacio de trabajo por el electrolito.
“Para la calidad y precisión de los procesos ECM, es crucial que las piezas a mecanizar estén libres de aceite y grasa”, concreta Sascha Haushammer, director de ventas de VULIC ECM. “Además, los requisitos de limpieza han aumentado enormemente, lo que generalmente requiere una limpieza después del proceso ECM, donde se eliminan los restos del electrolito y posibles partículas adheridas a la pieza.” Por estas razones, el fabricante de plantas ha ofrecido desde 2018 sus máquinas también con módulos integrados para la limpieza previa y posterior, por ejemplo, con ultrasonido, y también los utiliza en el área de servicios. VULIC ECM fabrica internamente los tanques de limpieza a medida, ahora también para aplicaciones sin ECM. Para el equipamiento con ultrasonido, se buscó un socio potente.
Ultrasonido adaptado a la aplicación respectiva
Una empresa de medios de limpieza recomendó a Weber Ultrasonics AG. La empresa internacional desarrolla y produce componentes de ultrasonido para limpiar, soldar y cortar. Los generadores para la limpieza de piezas están disponibles en diferentes frecuencias, también como sistemas multifrecuencia. Permiten, en combinación con osciladores de placa, inmersión y varilla adaptados a la frecuencia, construir soluciones de limpieza compactas, adaptadas individualmente a las piezas y requisitos de limpieza.
“En ese momento también hablamos con otros fabricantes, pero la colaboración con Weber Ultrasonics funcionó tan bien desde el principio que no buscamos otro proveedor”, informa Sascha Haushammer. “Recibimos muy buenos consejos y, a lo largo de los años, pudimos desarrollar cierto conocimiento sobre la limpieza por ultrasonido. Hoy en día, realmente solo necesitamos la experiencia de Weber Ultrasonics para proyectos especiales.”
Redondeo de bordes y limpieza de cintas de metal de kilómetros de longitud
Un proyecto así fue el desarrollo y fabricación de una solución integral para el mecanizado de acero de banda de diferentes anchos y grosores, así como de varios kilómetros de longitud. La tarea parecía bastante simple: en las piezas se debe generar un redondeo de bordes definido unilateralmente y prepararlas para la conservación por parte del cliente. “Además, la velocidad del proceso era un factor importante”, explica Sascha Haushammer. VULIC ECM diseñó para ello una planta de proceso continuo modular con las estaciones de pre-limpieza, procesamiento ECM y post-limpieza, incluida la limpieza por ultrasonido.
El módulo para la post-limpieza consta de tres zonas separadas. La zona media está equipada con un oscilador de inmersión Sonosub de 25 kHz con una potencia de 500 vatios en la parte inferior. La cápsula soldada por láser del oscilador es extremadamente lisa y minimiza así las acumulaciones. En el generador Sonic Digital HS3 ajustado a la potencia, la frecuencia de 25 kHz se genera y regula digitalmente mediante un microcontrolador de 32 bits. La potencia se puede regular en el rango del 10 al 100 por ciento en pasos del 1 por ciento, lo que permite una adaptación óptima a los programas de limpieza específicos de las piezas.
Mecanizado y limpieza a alta velocidad de proceso
Las cintas ligeramente contaminadas con aceite se desenrollan en el lado de entrada mediante un devanador y pasan por una limpieza combinada de rociado y cepillado en la primera estación. En el módulo medio se realiza el redondeo de bordes. En la estación de post-limpieza, el acero de banda se rocía en la primera zona y en la zona 2 se tira completamente a través de un rodillo en el tanque lleno de medio de limpieza.
En este baño de líquido, el ultrasonido ejerce su efecto mediante cavitación acústica: el oscilador de inmersión transfiere las señales eléctricas generadas por el generador al líquido, creando un cambio de presión negativa y positiva. En las fases de presión negativa, se forman pequeños vacíos microscópicos que colapsan en la fase de presión positiva (implosionan). Esto genera ondas de choque con energía considerable, que “expulsan” las contaminaciones particuladas y químicas de película. Al mismo tiempo, se desarrollan microcorrientes que arrastran las impurezas adheridas o sueltas. A través de un rodillo adicional, las cintas llegan a la zona 3 equipada con secado por aire caliente, se protegen posteriormente de la corrosión en la conservación del cliente y luego se vuelven a enrollar.
Contacto:


