


Elektrokemijska obrada metala (ECM) omogućava visoko precizno odstranjivanje i zaobljavanje rubova radnih komada putem elektrolize. Pred- ili naknadno čišćenje osigurava stabilnu funkciju procesa i osigurava da svojstva površine ispunjavaju definirane zahtjeve čistoće. Proizvođač ECM-rješenja stoga integrira ultrazvučne module za čišćenje u svoje individualno izrađene sustave.
U početku se VULIC ECM GmbH & Co. KG, osnovana 2007. godine, fokusirala na razvoj i proizvodnju prilagođenih uređaja (alat) te rezervnih dijelova za elektrokemijsku obradu metala (ECM). Sedam godina kasnije uslijedilo je s obradnim centrom V 500 prvo samostalno razvijeno ECM-postrojenje, a tradicionalni portfelj usluga proširen je obradom po narudžbi. Modularno koncipirani standardni i posebni sustavi te usluge tvrtke sa sjedištem u Ottobeurenu sada se međunarodno traže od kupaca, među kojima su i industrija automobila i oružja, zrakoplovstvo te medicinska tehnologija.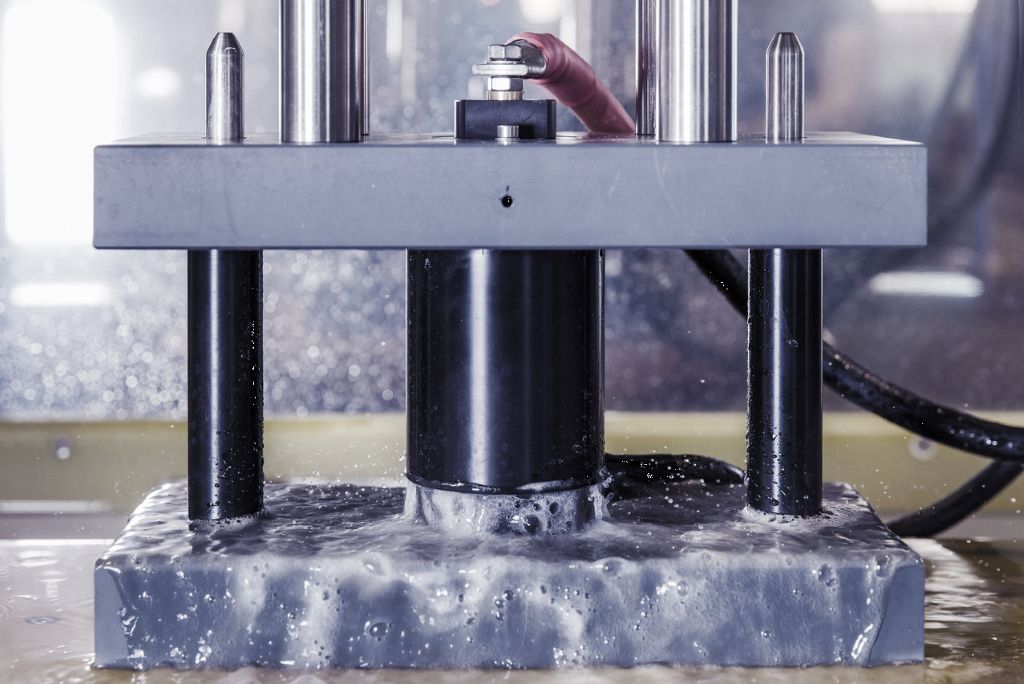
Integrirano ultrazvučno čišćenje za stabilne ECM-procese i visoku čistoću
U ECM-tehnologiji moguće je učinkovito ukloniti strugotine i visoko precizno zaobljiti rubove, čak i na teško dostupnim mjestima poput rupa s vretenom, preklapanja rupa i džepova. Za bežični proces alat se povezuje kao katoda (negativna) na izvor istosmjernog napona, a komponenta se polarizira kao anoda (pozitivna).
Razmjena naboja odvija se u slanoj elektrolitskoj otopini, pri čemu se strugotine potpuno otapaju i uklanjaju iz radnog razmaka putem elektrolita.
„Za kvalitetu i preciznost ECM-procesa ključno je da obrađivani dijelovi budu bez ulja i masti“, pojašnjava Sascha Haushammer, voditelj prodaje u VULIC ECM. „Osim toga, izuzetno povećani zahtjevi za čistoću obično zahtijevaju čišćenje nakon ECM-procesa, pri čemu se uklanjaju ostaci elektrolita i eventualno čestice koje se drže na komponenti.“ Iz tih razloga proizvođač postrojenja od 2018. godine nudi svoje strojeve i s integriranim modulima za pred- i naknadno čišćenje, primjerice s ultrazvukom, i koristi ih i u području usluga. VULIC ECM proizvodi bazene za čišćenje po narudžbi, sada i za primjene bez ECM-a. Za opremu s ultrazvukom tražili su snažnog partnera.
Ultrazvuk prilagođen svakoj primjeni
Tvrtka za sredstva za čišćenje preporučila je Weber Ultrasonics AG. Međunarodno aktivno društvo razvija i proizvodi ultrazvučne komponente za čišćenje, zavarivanje i rezanje. Generatori za čišćenje dijelova dostupni su u različitim frekvencijama, uključujući i multifrekvencijske sustave. Oni omogućuju u kombinaciji s frekvencijski prilagođenim pločastim, uronjenim i štapnim oscilatorima izradu kompaktnog, individualno prilagođenog rješenja za čišćenje prema radnim komadima i zahtjevima čistoće.
„Tada smo razgovarali i s drugim proizvođačima, ali suradnja s Weber Ultrasonics od samog je početka bila toliko dobra da nismo uključili nijednog drugog dobavljača“, izvještava Sascha Haushammer. „Dobivamo vrlo dobru podršku i tijekom godina smo uspjeli izgraditi određeno znanje o ultrazvučnom čišćenju. Danas nam stručnost Weber Ultrasonics zapravo treba samo za posebne projekte.“
Zaobljavanje rubova i čišćenje kilometarskih metalnih traka
Takav projekt bila je razvoj i proizvodnja cjelovitog rješenja za obradu različito širokog i debelog te nekoliko kilometara dugog čeličnog traka. Zadatak se zapravo činio jednostavnim: na dijelovima treba stvoriti definirano zaobljavanje rubova s jedne strane i pripremiti ih za naknadnu konzervaciju od strane kupca. „Osim toga, brzina procesa bila je važan faktor“, objašnjava Sascha Haushammer. VULIC ECM je za to koncipirao modularni kontinuirani sustav s stanicama predčišćenja, ECM-obrade i naknadnog čišćenja uključujući ultrazvuk.
Modul za naknadno čišćenje sastoji se od tri odvojene zone. Srednji dio je opremljen 25 kHz Sonosub izmjenjivačem s 500 W snage. Laserski zavarena kapsula oscilatora izuzetno je glatka i time minimizira taloženje. Kod Sonic Digital HS3 generatora prilagođenog snazi, frekvencija od 25 kHz digitalno se generira i regulira te nadzire putem 32-bitnog mikrocontroller-a. Snaga se može regulirati u rasponu od 10 do 100 posto u koracima od 1%, što omogućava optimalno prilagođavanje specifičnim programima čišćenja.
Obrada i čišćenje pri visokoj brzini procesa
Lagano zagađene trake se s ulazne strane odmotavaju putem kolotura i prolaze kroz kombinirano prskanje i četkanje u prvoj stanici. U srednjem modulu dolazi do zaobljavanja rubova. Na stanici za naknadno čišćenje čelična traka se u prvoj zoni ispire, a u zoni 2 se potpuno uvlači u bazen ispunjen sredstvom za čišćenje preko valjka.
U ovoj tekućoj kupelji ultrazvuk ostvaruje svoj učinak putem akustične kavitation: uronjeni oscilator prenosi električne signale generirane od strane generatora u tekućinu, pri čemu dolazi do izmjene podtlaka i nadtlaka. U fazama podtlaka formiraju se mikroskopski mali mjehurići koji se u sljedećoj fazi nadtlaka urušavaju (implodiraju). Pri tome nastaju udarni valovi s značajnom energijom, kojima se „odstranjuju“ čestice i filmsko-kemijske kontaminacije. Istovremeno se razvijaju mikrostruje koje ispiru odvojene ili zalijepljene nečistoće. Preko drugog valjka trake ulaze u zonu 3 opremljenu sušilom vrućim zrakom, a zatim se štite od korozije u konzervaciji kupca i ponovno se namotavaju.
Kontakt:


