


Le traitement électrochimique des métaux (ECM) permet le déburrage et le chanfreinage de bords de pièces avec une grande précision par électrolyse. Un nettoyage préalable ou ultérieur garantit le bon fonctionnement stable du processus et assure que la qualité de surface répond aux exigences de propreté définies. Un fabricant de solutions ECM intègre donc des modules de nettoyage par ultrasons dans ses installations sur mesure.
Au départ, la société VULIC ECM GmbH & Co. KG, fondée en 2007, s'est concentrée sur le développement et la fabrication de dispositifs personnalisés (outils) ainsi que de pièces de rechange pour le traitement électrochimique des métaux (ECM). Sept ans plus tard, le centre d'usinage V 500 a suivi, la première installation ECM développée en interne, et le portefeuille de services traditionnel a été élargi pour inclure le traitement sous contrat. Les installations standard et spéciales conçues de manière modulaire ainsi que les services de l'entreprise basée à Ottobeuren sont désormais demandés à l'international par des clients, notamment dans l'industrie automobile et de la défense, l'aérospatiale et la technologie médicale.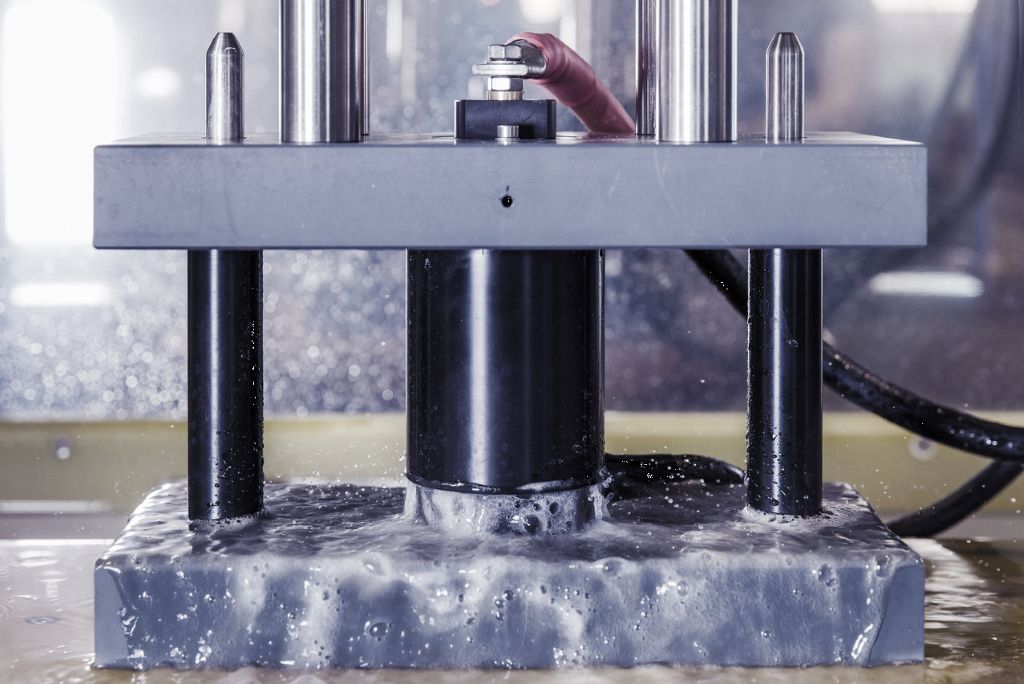
Nettoyage par ultrasons intégré pour des processus ECM stables et une grande propreté
Dans la technologie ECM, les bavures peuvent être éliminées efficacement et les bords chanfreinés avec une grande précision, même dans des zones difficiles d'accès comme les perçages borgnes, les intersections de perçage et les poches. Pour le processus sans contact, l'outil est connecté en tant que cathode (négatif) à une source de courant continu et la pièce est polarisée en tant qu'anode (positive).
L'échange de charge se fait dans une solution électrolytique saline, où les bavures sont complètement dissoutes et évacuées par l'électrolyte hors de l'espace de travail.
« Pour la qualité et la précision des processus ECM, il est crucial que les pièces à traiter soient exemptes d'huile et de graisse », précise Sascha Haushammer, directeur des ventes chez VULIC ECM. « De plus, des exigences de propreté considérablement accrues nécessitent souvent un nettoyage après le processus ECM, où les résidus d'électrolyte et éventuellement les particules adhérentes à la pièce sont éliminés. » Pour ces raisons, le fabricant d'installations propose depuis 2018 ses machines avec des modules intégrés pour le nettoyage préalable et ultérieur, par exemple par ultrasons, et les utilise également dans le domaine des services. Les bassins de nettoyage sont fabriqués sur mesure par VULIC ECM en interne, désormais également pour des applications sans ECM. Pour l'équipement avec ultrasons, un partenaire performant a été recherché.
Ultrasons adaptés à chaque application
Une entreprise de médias de nettoyage a recommandé la Weber Ultrasonics AG. La société active à l'international développe et produit des composants à ultrasons pour le nettoyage, le soudage et la découpe. Les générateurs pour le nettoyage des pièces sont disponibles à différentes fréquences, également en tant que systèmes multifréquence. Ils permettent, en combinaison avec des oscillateurs à plaques, immergés et à tige adaptés en fréquence, de construire des solutions de nettoyage compactes, adaptées individuellement aux pièces et aux exigences de propreté.
« À l'époque, nous avons également parlé avec d'autres fabricants, mais la collaboration avec Weber Ultrasonics a si bien fonctionné dès le début que nous n'avons pas fait appel à un autre fournisseur », rapporte Sascha Haushammer. « Nous recevons d'excellents conseils et avons pu au fil des ans acquérir un certain savoir-faire en matière de nettoyage par ultrasons. Aujourd'hui, nous avons en fait besoin de l'expertise de Weber Ultrasonics uniquement pour des projets spécifiques. »
Chanfreinage et nettoyage de bandes métalliques de plusieurs kilomètres
Un tel projet était le développement et la fabrication d'une solution globale pour le traitement d'acier laminé de différentes largeurs et épaisseurs, ainsi que de plusieurs kilomètres de long. La tâche semblait en fait simple : un chanfreinage unilatéral défini devait être produit sur les pièces et elles devaient être préparées pour la conservation par le client. « De plus, la vitesse du processus était un facteur important », explique Sascha Haushammer. VULIC ECM a donc conçu une installation de passage modulaire avec les stations de pré-nettoyage, de traitement ECM et de nettoyage final, y compris par ultrasons.
Le module pour le nettoyage final se compose de trois zones séparées. La zone centrale est équipée d'un oscillateur Sonosub de 25 kHz avec une puissance de 500 watts. La capsule soudée au laser de l'oscillateur est extrêmement lisse et minimise ainsi les dépôts. Avec le générateur Sonic Digital HS3 ajusté en puissance, la fréquence de 25 kHz est générée et régulée numériquement par un microcontrôleur 32 bits et surveillée. La puissance peut être réglée de 10 à 100 % par paliers de 1 %, ce qui permet une adaptation optimale aux programmes de nettoyage spécifiques aux pièces.
Traitement et nettoyage à grande vitesse de processus
Les bandes légèrement contaminées par l'huile sont déroulées par un enrouleur à l'entrée et passent dans la première station par un nettoyage combiné par pulvérisation et brossage. Dans le module central, le chanfreinage est effectué. À la station de nettoyage final, l'acier laminé est pulvérisé dans la première zone et dans la zone 2, il est complètement tiré dans le bassin rempli de milieu de nettoyage par un rouleau.
Dans ce bain liquide, les ultrasons exercent leur effet par cavitation acoustique : l'oscillateur immergé transmet les signaux électriques générés par le générateur dans le liquide, créant une alternance de sous-pression et de surpression. Pendant les phases de sous-pression, de minuscules cavités se forment, qui s'effondrent (s'implosent) lors de la phase de surpression suivante. Cela génère des ondes de choc avec une énergie considérable, qui « expulsent » les contaminations particulaires et filmico-chimiques. En même temps, des micro-courants se développent, qui emportent les contaminations décollées ou adhérentes. Par un autre rouleau, les bandes passent dans la zone 3 équipée d'un séchage à air chaud, sont ensuite protégées contre la corrosion lors de la conservation par le client et ensuite réenroulées.
Contact :


