


Elektrokemična obdelava kovin (ECM) omogoča visoko natančno odstranjevanje burr in zaobljitev robov delov s pomočjo elektrolize. Pred- oziroma počiščenje zagotavlja stabilno delovanje procesa in poskrbi, da površinska kakovost izpolnjuje določene zahteve glede čistoče. Proizvajalec rešitev ECM zato integrira ultrazvočne čistilne module v svoje individualno izdelane naprave.
Sprva se je podjetje VULIC ECM GmbH & Co. KG, ustanovljeno leta 2007, osredotočilo na razvoj in proizvodnjo po meri izdelanih naprav (orodij) ter nadomestnih delov za elektro-kemično obdelavo kovin (ECM). Sedem let kasneje je sledil obdelovalni center V 500, prva ECM naprava, razvita v lastni režiji, in tradicionalna storitvena ponudba je bila razširjena na obdelavo za druge. Modularno zasnovane standardne in posebne naprave ter storitve podjetja, ki ima sedež v Ottobeurenu, zdaj mednarodno povprašujejo kupci iz avtomobilske in obrambne industrije, letalstva in vesoljske tehnologije ter medicinske tehnike.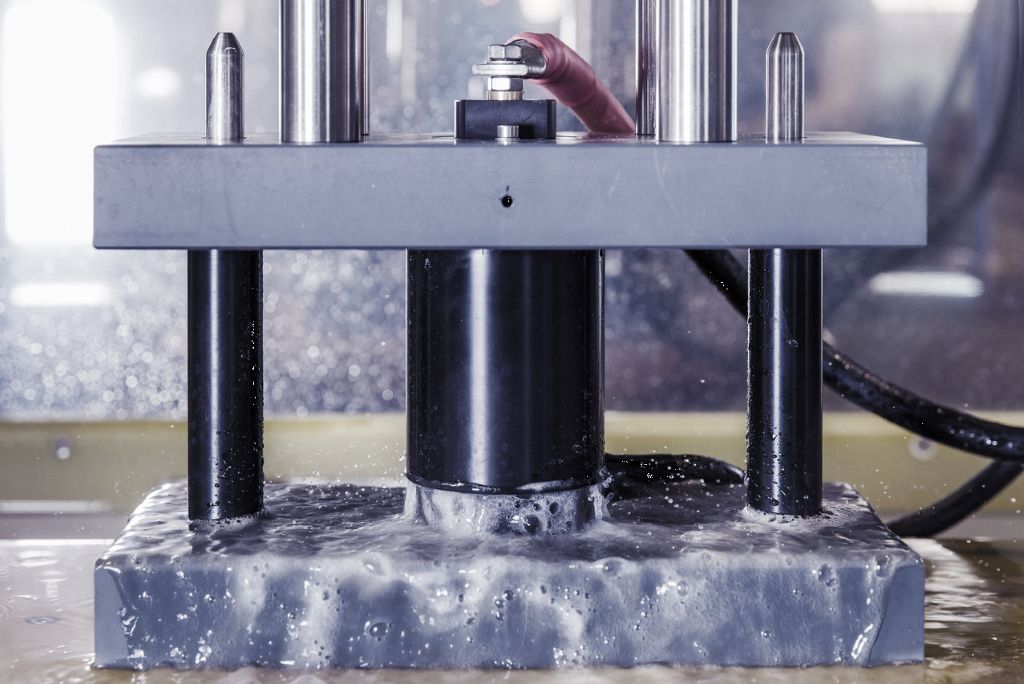
Integrirana ultrazvočna čistitev za stabilne ECM procese in visoko čistost
V ECM-tehnologiji je mogoče učinkovito odstraniti ostružke in robove natančno zaobiti, tudi na težko dostopnih mestih, kot so slepe luknje, prekrivanja lukenj in žepki. Za brezstični postopek je orodje povezano kot katoda (negativno) na enosmerni vir napajanja, komponenta pa je polarizirana kot anoda (pozitivno).
Izmenjava naboja poteka v slani elektrolitni raztopini, pri čemer se robovi popolnoma raztopijo in jih elektrolit odpelje iz delovnega razmika.
„Za kakovost in natančnost ECM-procesov je odločilno, da so obdelovani deli brez olja in maščob,“ konkretizira Sascha Haushammer, vodja prodaje pri VULIC ECM. „Poleg tega izjemno povečane zahteve po čistoči običajno zahtevajo čiščenje po ECM-procesu, pri katerem se odstranijo ostanki elektrolita in morebitni delci, ki se držijo na komponenti.“ Iz teh razlogov proizvajalec naprav od leta 2018 ponuja svoje stroje tudi z vgrajenimi moduli za pred- in počiščenje, na primer z ultrazvokom, in jih uporablja tudi na področju storitev. Čistilne posode izdeluje VULIC ECM po meri v lastnih prostorih, zdaj tudi za aplikacije brez ECM. Za opremo z ultrazvokom so iskali zmogljivega partnerja.
Ultrazvok, prilagojen posamezni uporabi
Podjetje za čistilna sredstva je priporočilo Weber Ultrasonics AG. Mednarodno podjetje razvija in proizvaja ultrazvočne komponente za čiščenje, varjenje in rezanje. Generatori za čiščenje komponent so na voljo v različnih frekvencah, tudi kot multifrekvenčni sistemi. V kombinaciji z frekvenčno prilagojenimi ploščnimi, potopnimi in palčnimi oscilatorji omogočajo gradnjo kompaktnih, individualno prilagojenih rešitev za čiščenje, ki ustrezajo delovnim kosom in zahtevam glede čistoče.
„Takrat smo se pogovarjali tudi z drugimi proizvajalci, vendar je sodelovanje s podjetjem Weber Ultrasonics od začetka potekalo tako dobro, da nismo vključili nobenega drugega ponudnika,“ poroča Sascha Haushammer. „Zelo dobro nas svetujejo in tako smo skozi leta pridobili določeno znanje o ultrazvočnem čiščenju. Danes potrebujemo strokovno znanje podjetja Weber Ultrasonics le še pri posebnih projektih.“
Zaobljanje robov in čiščenje kilometrov dolgih kovinskih trakov
Takšen projekt je bila razvoj in proizvodnja celovite rešitve za obdelavo trakastega jekla različnih širina in debelin ter več kilometrov dolžine. Naloga se je na prvi pogled zdela preprosta: na delih je treba na eni strani ustvariti definirano zaobljenost robov in jih pripraviti za nadaljnje konzerviranje s strani stranke. „Poleg tega je bila hitrost procesa pomemben dejavnik,“ pojasnjuje Sascha Haushammer. VULIC ECM je zato zasnoval modularno linijo za obdelavo z postajami predpranja, ECM-obdelave in končnega pranja, vključno z ultrazvokom.
Modul za dodatno čiščenje je sestavljeno iz treh ločenih con. Srednji del je na dnu opremljen z 25 kHz Sonosub izmenjevalnikom z močjo 500 vatov. Lasersko varjena kapsula izmenjevalnika je izjemno gladka, kar zmanjšuje nalaganje. Pri generatorju Sonic Digital HS3, prilagojenem za moč, se frekvenca 25 kHz digitalno generira in nadzira s 32-bitnim mikrokrmilnikom. Moč se lahko nastavi v razponu od 10 do 100 odstotkov v korakih po 1 %, kar omogoča optimalno prilagoditev programom čiščenja, specifičnim za dele.
Obdelava in čiščenje pri visoki procesni hitrosti
Trakovi, ki so rahlo onesnaženi z oljem, se na vhodni strani odvijajo s pomočjo valja in v prvi postaji preidejo skozi kombinirano pršenje in predpranje s krtačo. V srednjem modulu poteka zaobljitev robov. Na postaji za končno čiščenje se trakasti jeklo v prvi coni splakne, v drugi coni pa se popolnoma potegne skozi valj v bazen, napolnjen s čistilnim sredstvom.
V tem tekočem kopeli ultrazvok razvije svoj učinek preko akustične kavitatione: potopni oscilator prenese električne signale, ki jih ustvari generator, v tekočino, pri čemer nastane izmenjava med podtlakom in nadtlakom. V fazah podtlaka se oblikujejo mikroskopsko majhni prazni prostori, ki se v naslednji fazi nadtlaka zrušijo (implodirajo). Pri tem nastanejo udarni valovi z znatno energijo, s katerimi se delci in filmsko-kemične kontaminacije „odstranijo“. Hkrati se razvijejo mikro tokovi, ki odplaknejo odpadke, ki so bili odstranjeni ali raztopljeni. Preko dodatne vloge trakovi pridejo v območje 3, opremljeno s sušenjem s toplo zrakom, nato pa so zaščiteni pred korozijo v konzervaciji s strani stranke in nato ponovno naviti.
Kontakt:
Žal ne morem dostopati do spletnih strani. Prosim, navedite besedilo, ki ga želite prevesti.


