


Elektrochemiczne obrabianie metali (ECM) umożliwia wysokoprecyzyjne usuwanie zadziorów i zaokrąglanie krawędzi detali poprzez elektrolizę. Wstępne lub końcowe czyszczenie zapewnia stabilne funkcjonowanie procesu i gwarantuje, że jakość powierzchni spełnia określone wymagania dotyczące czystości. Producent rozwiązań ECM integruje zatem moduły czyszczenia ultradźwiękowego w swoich indywidualnie wykonanych urządzeniach.
Na początku firma VULIC ECM GmbH & Co. KG, założona w 2007 roku, skupiła się na opracowywaniu i produkcji dostosowanych do potrzeb urządzeń (narzędzi) oraz części zamiennych do elektrochemicznej obróbki metali (ECM). Siedem lat później, z centrum obróbczych V 500, powstała pierwsza samodzielnie opracowana instalacja ECM, a tradycyjne portfolio usług zostało rozszerzone o obróbkę na zlecenie. Modułowo zaprojektowane standardowe i specjalne instalacje oraz usługi firmy z siedzibą w Ottobeuren są obecnie poszukiwane na międzynarodowym rynku przez klientów z branży motoryzacyjnej, zbrojeniowej, lotniczej oraz technologii medycznej.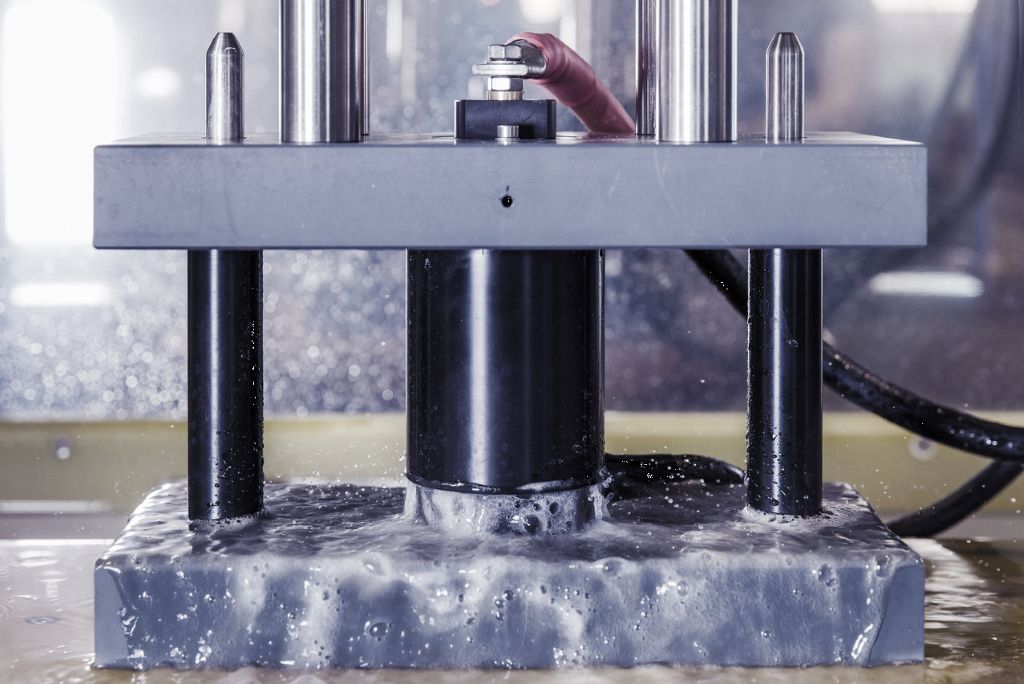
Zintegrowane czyszczenie ultradźwiękowe dla stabilnych procesów ECM i wysokiej czystości
W technologii ECM można efektywnie usuwać zadzior i precyzyjnie zaokrąglać krawędzie, nawet w trudno dostępnych miejscach, takich jak otwory ślepe, połączenia otworów i kieszenie. W procesie bezkontaktowym narzędzie jest podłączane jako katoda (ujemna) do źródła prądu stałego, a element jako anoda (dodatnia).
Wymiana ładunku zachodzi w roztworze elektrolitu o wysokiej zawartości soli, przy czym zadziorów całkowicie się rozpuszcza i są one transportowane przez elektrolit z przestrzeni roboczej.
„Dla jakości i precyzji procesów ECM kluczowe jest, aby obrabiane części były wolne od oleju i tłuszczu“ precyzuje Sascha Haushammer, dyrektor sprzedaży w VULIC ECM. „Ponadto, znacznie zwiększone wymagania dotyczące czystości zazwyczaj wymagają czyszczenia po procesie ECM, w którym usuwane są resztki elektrolitu oraz ewentualne cząstki przylegające do elementu.“ Z tych powodów producent maszyn od 2018 roku oferuje swoje urządzenia również z zintegrowanymi modułami do wstępnego i końcowego czyszczenia, na przykład z wykorzystaniem ultradźwięków, i wykorzystuje je również w obszarze usługowym. VULIC ECM produkuje zbiorniki do czyszczenia na zamówienie wewnętrznie, obecnie także dla zastosowań bez ECM. W celu wyposażenia w ultradźwięki poszukiwano wydajnego partnera.
Ultradźwięki dostosowane do konkretnej aplikacji
Firma zajmująca się mediami czyszczącymi poleciła Weber Ultrasonics AG. Międzynarodowo działająca spółka rozwija i produkuje komponenty ultradźwiękowe do czyszczenia, spawania i cięcia. Generatory do czyszczenia komponentów są dostępne w różnych częstotliwościach, również jako systemy wieloczęstotliwościowe. Umożliwiają one w połączeniu z dostosowanymi do częstotliwości płytami, zanurzeniami i drganiami prętów budowę kompaktowych, indywidualnie dopasowanych do detali i wymagań czystości rozwiązań czyszczących.
„Wtedy rozmawialiśmy również z innymi producentami, jednak współpraca z Weber Ultrasonics od początku przebiegała tak dobrze, że nie wprowadziliśmy żadnego innego dostawcy“, relacjonuje Sascha Haushammer. „Otrzymujemy bardzo dobre doradztwo i dzięki temu w ciągu lat udało nam się również zdobyć pewną wiedzę na temat czyszczenia ultradźwiękowego. Ekspertyza Weber Ultrasonics jest nam dzisiaj potrzebna właściwie tylko przy specjalnych projektach.“
Zaokrąglanie krawędzi i czyszczenie kilometrowych taśm metalowych
Takim projektem było opracowanie i produkcja kompleksowego rozwiązania do obróbki taśmy stalowej o różnej szerokości i grubości, a także o długości kilku kilometrów. Zadanie wydawało się proste: na częściach miała być wykonana jednostronna definicja zaokrąglenia krawędzi oraz przygotowanie ich do późniejszej konserwacji przez klienta. „Ponadto prędkość procesu była ważnym czynnikiem” - wyjaśnia Sascha Haushammer. VULIC ECM zaprojektował w tym celu modułową linię produkcyjną z etapami wstępnego czyszczenia, obróbki ECM oraz czyszczenia końcowego, w tym ultradźwiękowego.
Moduł do ponownego czyszczenia składa się z trzech oddzielnych stref. Środkowy obszar jest wyposażony od dołu w wymiennik ultradźwiękowy Sonosub o częstotliwości 25 kHz i mocy 500 W. Laserowo spawana kapsuła wymiennika jest ekstremalnie gładka, co minimalizuje odkładanie się zanieczyszczeń. W generatorze Sonic Digital HS3, dostosowanym do mocy, częstotliwość 25 kHz jest cyfrowo generowana i regulowana przez mikroprocesor 32-bitowy oraz monitorowana. Moc można regulować w zakresie od 10 do 100 procent w krokach co 1%, co pozwala na optymalne dopasowanie do specyficznych programów czyszczenia części.
Obróbka i czyszczenie przy wysokiej prędkości procesu
Taśmę lekko zanieczyszczoną olejem rozwija się od strony wlotu za pomocą wciągarki i w pierwszej stacji przechodzi przez połączone wstępne czyszczenie natryskowe i szczotkowe. W środkowym module następuje zaokrąglanie krawędzi. W stacji czyszczenia końcowego stal taśmowa jest najpierw natryskiwana w pierwszej strefie, a w strefie 2 całkowicie przeciągana przez rolkę do zbiornika wypełnionego medium czyszczącym.
W tej kąpieli cieczy ultradźwięki działają poprzez akustyczną kawitację: zanurzone przetworniki przekazują sygnały elektryczne generowane przez generator do cieczy, co powoduje naprzemienne występowanie podciśnienia i nadciśnienia. W fazach podciśnienia powstają mikroskopijne pęcherzyki, które w następnej fazie nadciśnienia zapadają się (implodują). Powstają przy tym fale uderzeniowe o znacznej energii, które „odrywają” zanieczyszczenia cząsteczkowe i chemiczne. Jednocześnie rozwijają się mikroprądy, które spłukują odrywane zanieczyszczenia. Poprzez kolejny etap taśmy trafiają do strefy 3 wyposażonej w suszenie gorącym powietrzem, następnie są chronione przed korozją w procesie konserwacji po stronie klienta, a potem ponownie zwijane.
Kontakt:


