


Elektrochemické zpracování kovů (ECM) umožňuje vysoce přesné odhrotování a zaoblení hran obrobků pomocí elektrolyzy. Před- a následné čištění zajišťuje stabilní funkci procesu a zaručuje, že povrchová kvalita splňuje definované požadavky na čistotu. Výrobce řešení ECM proto integruje ultrazvukové čisticí moduly do svých individuálně vyráběných zařízení.
Zpočátku se v roce 2007 založená společnost VULIC ECM GmbH & Co. KG soustředila na vývoj a výrobu zákaznických zařízení (nástrojů) a náhradních dílů pro elektrochemické zpracování kovů (ECM). O sedm let později následovalo s obráběcím centrem V 500 první samostatně vyvinuté zařízení ECM a tradiční portfolio služeb bylo rozšířeno o zakázkové zpracování. Moduly navržené jako standardní a speciální zařízení a služby společnosti se sídlem v Ottobeurenu jsou nyní mezinárodně poptávány zákazníky z automobilového a obranného průmyslu, letectví a kosmonautiky a zdravotnické techniky.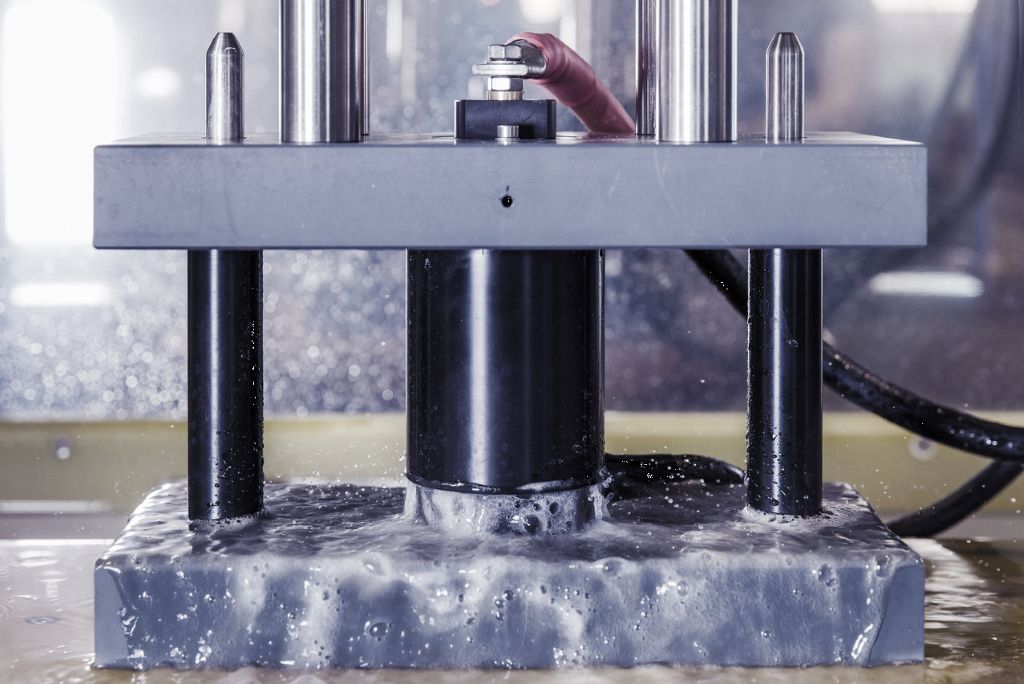
Integrované ultrazvukové čištění pro stabilní ECM procesy a vysokou čistotu
V technologii ECM lze efektivně odstraňovat otřepy a vysoce přesně zaoblovat hrany, a to i v těžko přístupných oblastech, jako jsou slepé otvory, překryvy otvorů a kapsy. Pro bezdotykový proces je nástroj připojen jako katoda (negativní) k stejnosměrnému zdroji a díl je polarizován jako anoda (pozitivní).
Výměna náboje probíhá v solném elektrolytu, přičemž se otřepy zcela rozpouštějí a jsou elektrolytem odstraňovány z pracovního prostoru.
„Pro kvalitu a přesnost ECM procesů je rozhodující, aby zpracovávané díly byly bez oleje a tuku,“ konkretizuje Sascha Haushammer, vedoucí prodeje ve VULIC ECM. „Kromě toho enormně vzrostlé požadavky na čistotu obvykle vyžadují čištění po procesu ECM, při kterém jsou odstraněny zbytky elektrolytu a případně na dílu ulpívající částice.“ Z těchto důvodů nabízí výrobce zařízení od roku 2018 své stroje také s integrovanými moduly pro před- a následné čištění, například s ultrazvukem, a využívá je i v oblasti služeb. Čisticí vany vyrábí VULIC ECM na míru interně, nyní také pro aplikace bez ECM. Pro vybavení ultrazvukem hledali výkonného partnera.
Ultrazvuk přizpůsobený konkrétní aplikaci
Společnost pro čisticí média doporučila Weber Ultrasonics AG. Mezinárodně činná společnost vyvíjí a vyrábí ultrazvukové komponenty pro čištění, svařování a řezání. Generátory pro čištění dílů jsou k dispozici v různých frekvencích, také jako multifrekvenční systémy. Umožňují v kombinaci s frekvencí přizpůsobenými plochými, ponornými a tyčovými oscilátory stavbu kompaktních, individuálně na obrobky a požadavky na čistotu přizpůsobených čisticích řešení.
„Tehdy jsme také mluvili s jinými výrobci, spolupráce s Weber Ultrasonics však od začátku fungovala tak dobře, že jsme žádného dalšího dodavatele neoslovili,“ říká Sascha Haushammer. „Jsme velmi dobře poradení a díky tomu jsme v průběhu let dokázali vybudovat určité know-how v oblasti ultrazvukového čištění. Odbornost Weber Ultrasonics dnes potřebujeme vlastně jen u speciálních projektů.“
Zaoblení hran a čištění kilometrů dlouhých kovových pásů
Takovým projektem byl vývoj a výroba celkového řešení pro zpracování různě širokých a silných, jakož i několik kilometrů dlouhého pásového oceli. Zadání znělo vlastně jednoduše: Na dílech má být jednostranně vytvořeno definované zaoblení hran a připraveno pro následnou konzervaci ze strany zákazníka. „Kromě toho byla rychlost procesu důležitým faktorem,“ vysvětluje Sascha Haushammer. VULIC ECM proto navrhl modulární průběžnou linku se stanicemi předčištění, ECM zpracování a následného čištění včetně ultrazvuku.
Modul pro následné čištění se skládá ze tří samostatných zón. Střední oblast je vybavena 25 kHz Sonosub výměnným oscilátorem s výkonem 500 wattů. Laserem svařovaná kapsle oscilátoru je extrémně hladká a tím minimalizuje usazeniny. U výkonově přizpůsobeného generátoru Sonic Digital HS3 je frekvence 25 kHz digitálně generována a regulována 32-bitovým mikrořadičem a monitorována. Výkon lze regulovat v rozmezí od 10 do 100 procent po 1% krocích, což umožňuje optimální přizpůsobení specifickým čisticím programům dílů.
Zpracování a čištění při vysoké rychlosti procesu
Lehce olejem znečištěné pásy jsou na vstupní straně odvíjeny pomocí navijáku a v první stanici procházejí kombinovaným stříkacím a kartáčovým předčištěním. Ve středním modulu probíhá zaoblení hran. Na stanici pro následné čištění je pásová ocel v první zóně opláchnuta a ve zóně 2 je kompletně tažena do vany naplněné čisticím médiem přes válec.
V této kapalinové lázni uplatňuje ultrazvuk svůj účinek prostřednictvím akustické kavitace: Ponorný oscilátor přenáší elektrické signály generované generátorem do kapaliny, přičemž vzniká střídání podtlaku a přetlaku. V podtlakových fázích se vytvářejí mikroskopicky malé dutiny, které se v následné fázi přetlaku zhroutí (implodují). Při tom vznikají tlakové vlny s výraznou energií, kterými jsou „odstřelovány“ partikulární a filmově-chemické kontaminace. Současně se vyvíjejí mikroproudy, které odplavují uvolněné nečistoty. Přes další válec se pásy dostávají do zóny 3 vybavené horkovzdušným sušením, kde jsou následně chráněny před korozí v konzervaci ze strany zákazníka a poté opět navinuty.
Kontakt:


