


El mecanizado del aluminio presenta a los mecanizadores una serie de desafíos: virutas largas y pegajosas, alta entrada de calor, vibraciones, oscilaciones y soldaduras pueden causar daños en la pieza de trabajo y en las herramientas y reducir la calidad de las superficies. ISCAR tiene la herramienta estándar adecuada en su portafolio para todas las tareas del mecanizado económico de este material abrasivo.
El aluminio es el metal más común en la corteza terrestre, pero casi siempre se encuentra en forma combinada en la naturaleza. Se extrae principalmente como bauxita. A través de procesos de fabricación mejorados, desde la segunda mitad del siglo XIX se ha convertido rápidamente en un material ampliamente utilizado y asequible que ofrece a la industria numerosas propiedades ventajosas: es muy ligero, no se oxida, tiene buena conductividad para el calor y la electricidad, es fácil de dar forma y mecanizar, no es magnético y no produce chispas. Esto hace que el material sea un material demandado y a menudo utilizado en la industria electrónica, en la ingeniería mecánica, en la construcción, en la aviación, en los ferrocarriles y en la industria automotriz.
En principio, es fácil de mecanizar, pero ...

"El aluminio generalmente se puede mecanizar rápida y fácilmente", dice Frederik Schmalbach, gerente de producto de Herramientas No Rotativas en ISCAR Alemania. "Sin embargo, el usuario debe tener en cuenta algunas peculiaridades del material." El aluminio es muy abrasivo, lo que aumenta el desgaste de la herramienta. Además, la adhesión afecta negativamente al proceso. Por un lado, las largas y pegajosas virutas pueden enrollarse alrededor de la herramienta.
Esto puede romperla y dañar la pieza de trabajo. Por otro lado, existe el riesgo de que el aluminio se suelde a la herramienta, lo que afecta el filo de corte. "Además, el usuario debe tener en cuenta la entrada de calor", añade Patrick Muller, gerente de producto de Taladrado en ISCAR Alemania. "Aunque el material disipa bien las altas temperaturas, puede causar desgaste de la herramienta y daños en la superficie si el calor no se disipa de manera eficiente. También la facilidad de conformado es tanto una bendición como una maldición. Porque el aluminio se deforma fácilmente, a veces con efectos no deseados en la precisión de las dimensiones y la forma."
Mecanizado hecho fácil
"Las diferentes industrias tienen diferentes requisitos en cuanto a la calidad de la superficie y las tolerancias, pero están de acuerdo en las exigencias de la herramienta de mecanizado", dice Herbert Volk, gerente de producto de Fresado en ISCAR. "Debe permitir un mecanizado rápido y seguro en el proceso y ser orientado a soluciones. El mecanizado de alto volumen es la palabra mágica aquí. Las herramientas utilizadas deben permitir grandes volúmenes de mecanizado, permitir altas velocidades de rotación y cortar lo más suavemente posible."
Los altos parámetros de corte en el mecanizado de aluminio también tienen un efecto importante en cuanto al tiempo de procesamiento activo por componente. Los tiempos de funcionamiento de las máquinas se reducen significativamente, lo que ahorra energía y reduce las emisiones de CO2. "Además, las herramientas indexables con plaquitas de corte intercambiables y cabezales intercambiables aumentan la eficiencia de los recursos de materias primas valiosas, ya que no es necesario cambiar toda la herramienta, sino solo el conjunto de corte", explica Herbert Volk. "Las herramientas de carburo sólido se utilizan preferentemente solo cuando se puede aprovechar el alto potencial de profundidad de corte. Con profundidades de corte de hasta 1xD, los fresadores de cabezal intercambiable MULTI-MASTER de la serie MM EA-CF ofrecen una alternativa interesante para el mecanizado efectivo del aluminio."
La elección de la geometría de corte correcta es crucial para el mecanizado eficiente del aluminio. Las herramientas de carburo deben tener filos afilados, rompeshortos adecuados y recubrimientos especiales para evitar el pegado y aumentar la vida útil. La refrigeración adecuada, que transporta el refrigerante directamente a la zona de corte, puede disipar el calor y las virutas de manera eficiente y mejorar la calidad de la superficie.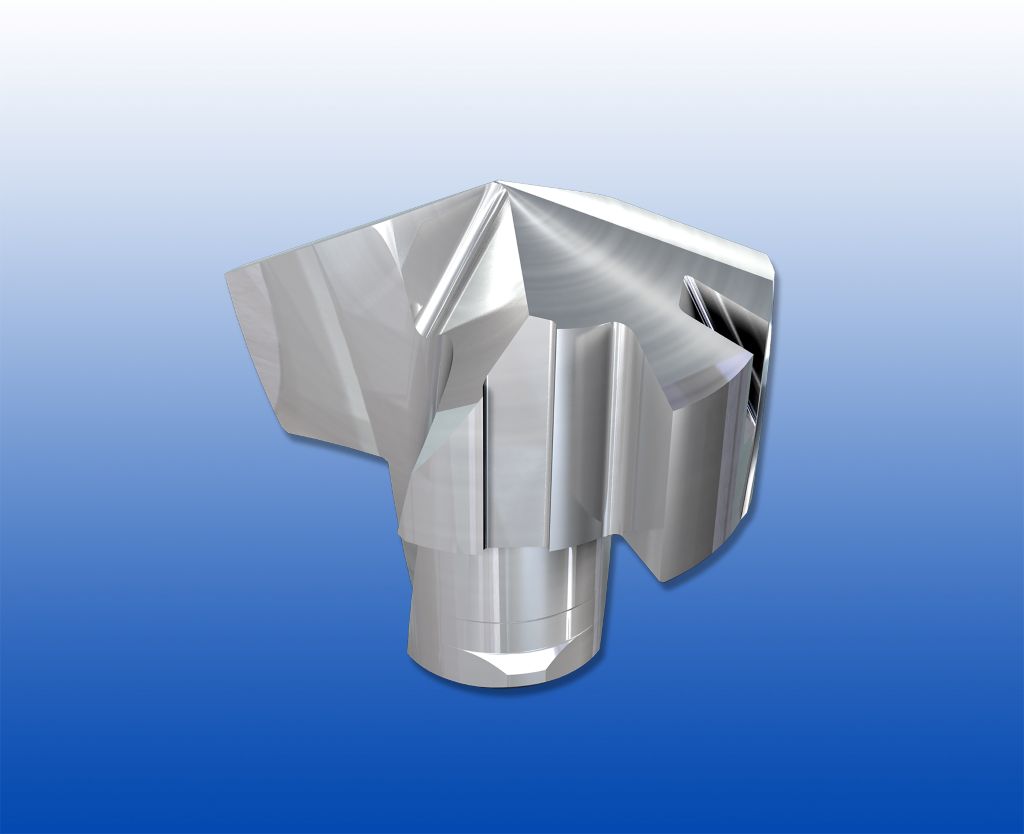
"Al final, también depende de la estrategia de mecanizado adecuada con parámetros de corte ajustados", explica Patrick Muller. "Las velocidades de corte, tasas de avance y profundidades de corte optimizadas reducen las vibraciones y hacen que la formación de virutas sea controlable." Aquí es donde ISCAR entra en juego. Los especialistas en herramientas ofrecen una amplia gama de herramientas para fresar, taladrar, tornear y perforar, que permiten una solución rápida, segura en el proceso y económica para cada tarea.
Desbaste y acabado
"Especialmente para el desbaste y acabado del aluminio, ISCAR tiene una serie de herramientas estándar en su oferta", explica Herbert Volk.
Por ejemplo, el HELIIQMILL para plaquitas de corte intercambiables Trigon con tres filos helicoidales para el mecanizado de hombros a 90 grados, el HELIALU con plaquitas de corte romboidales de dos filos para fresado de hombros, ranuras completas y fresado plano a altas velocidades, los fresadores de alto rendimiento de carburo sólido (VHM) ECA CHATTER-FREE pulidos, que también están disponibles en combinación con el nuevo recubrimiento Hard Carbon DLC. "DLC significa recubrimiento de carbono similar al diamante", explica Herbert Volk. "Se trata de un recubrimiento nanocompuesto con las propiedades de un diamante, que presenta baja fricción, alta dureza y gran resistencia a la corrosión." Las virutas se evacuan mejor gracias al recubrimiento DLC, y la superficie lisa reduce la formación de bordes de acumulación.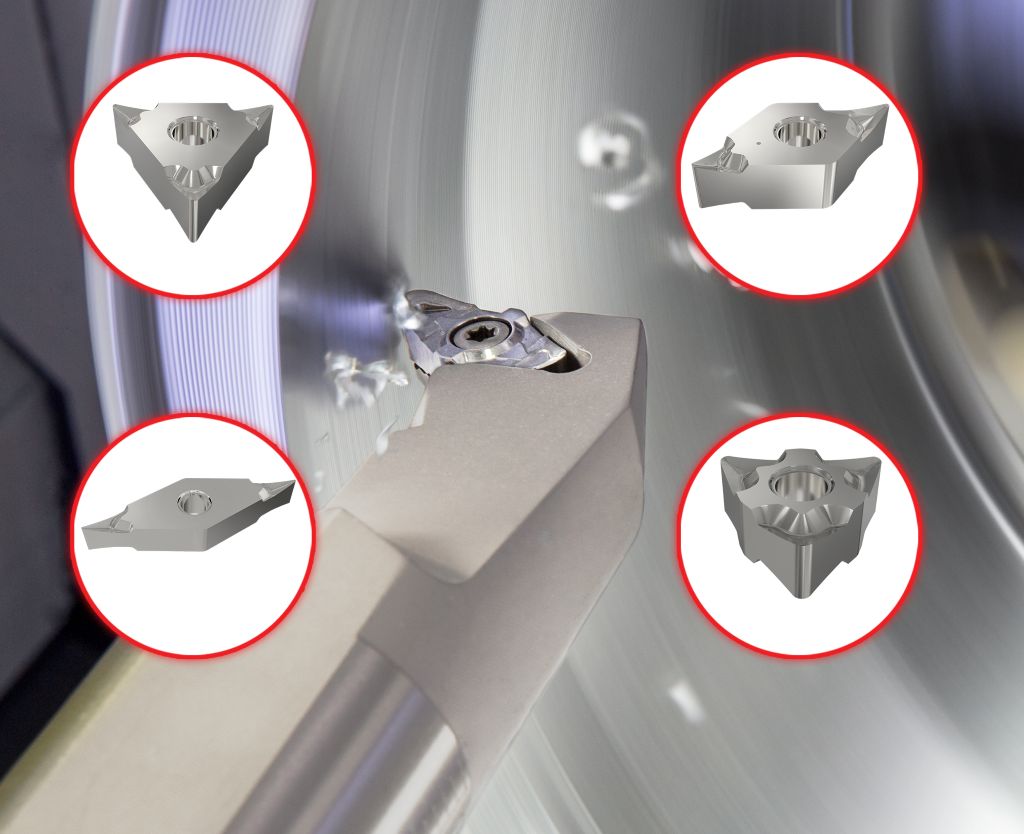
También es completamente nuevo el HELIALU con refrigeración JHP dirigida. Esto permite desbastar y preacabar cavidades profundas y hombros. La refrigeración puntual y dirigida de cada filo aumenta la calidad de la superficie y genera virutas compactas con menos enredos de virutas. El usuario se beneficia de una alta seguridad del proceso gracias a una evacuación óptima de las virutas y una larga vida útil, se forman significativamente menos bordes de acumulación y, gracias a los parámetros de corte mejorados, la eficiencia aumenta.
Para altas capacidades de mecanizado en fresado plano, de cavidades y contornos, incluso en condiciones inestables, está el HELI3MILL. Sus tres filos afilados, helicoidales y segmentados con filos de acabado anchos ajustados garantizan estabilidad y alta calidad de superficie. Gracias a la refrigeración interna dirigida, se generan virutas cortas que se pueden evacuar fácilmente. El HELI3MILL reduce las fuerzas de corte, las vibraciones y la temperatura en la zona de corte.
Taladrado - con cabezal intercambiable o WSP
"Para realizar perforaciones de manera económica en piezas de trabajo de aluminio, ISCAR ofrece dos soluciones estándar", explica Patrick Muller. "Por un lado, los WSP especiales para aluminio para los taladros indexables de la serie DR-TWIST y el cabezal de taladrado intercambiable ICN para el SUMOCHAM."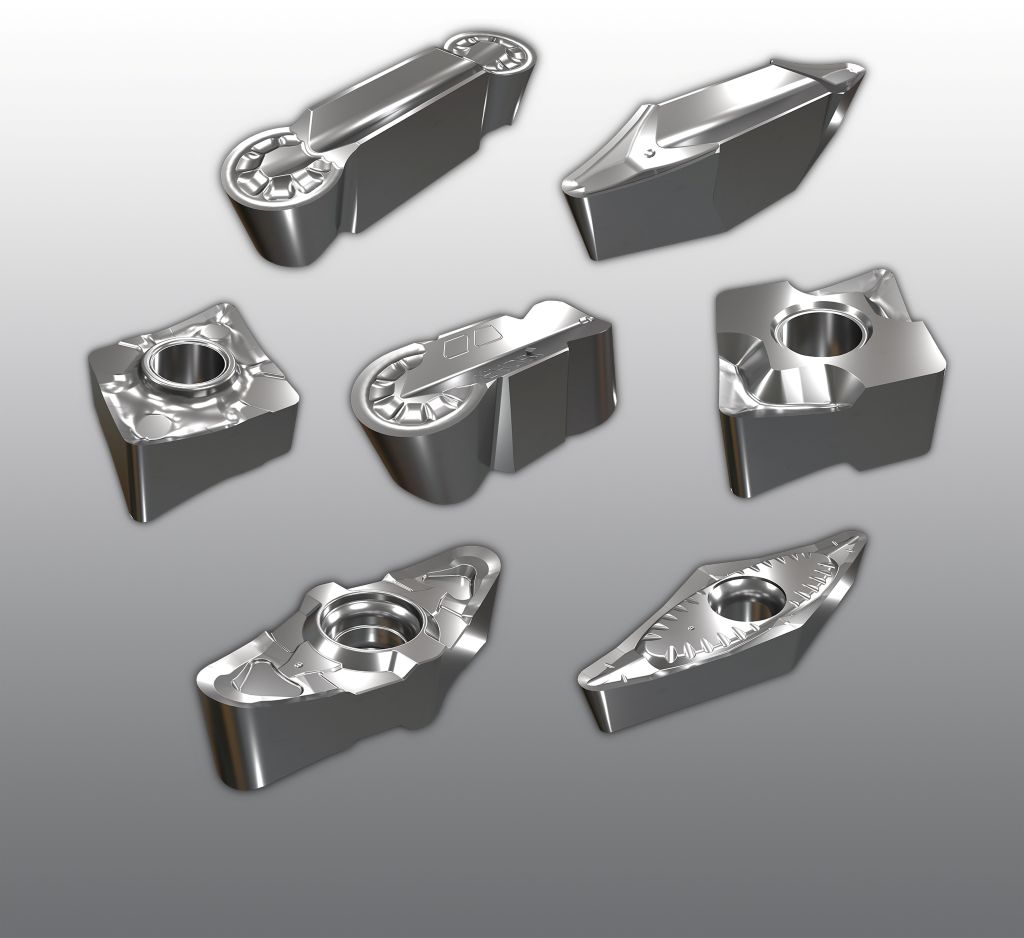
Los taladros DR-TWIST de ISCAR se pueden equipar con plaquitas de corte de cuatro filos, especialmente desarrolladas para el mecanizado de aluminio. Estas plaquitas de corte rectificadas tienen bordes de corte afilados y superficies de viruta pulidas, que evitan la formación de rebabas. Están disponibles en la variedad de grano fino IC08 sin recubrimiento. A lo largo de todo el cuerpo del taladro, hay canales de refrigerante helicoidales. Sin embargo, no a través de su núcleo. Esto lo hace resistente a fuerzas de torsión. Esta construcción mejora su estabilidad y la evacuación de virutas. Los taladros DR-TWIST están disponibles para profundidades de perforación de 2xD, 3xD, 4xD y 5xD y en diámetros de doce a 60 milímetros.
Para los taladros intercambiables SUMOCHAM con diámetros de diez a 19,5 milímetros, ISCAR tiene cabezales de perforación especiales para el mecanizado de aluminio en su programa. Los cabezales de perforación con geometría ICN están equipados con bordes de corte afilados y ranuras de sujeción pulidas. Permiten tolerancias de perforación de IT ocho a nueve. Están disponibles en la variedad de grano fino IC08 sin recubrimiento, pero también pueden ser recubiertos con un recubrimiento DLC.
Torneado y desbaste

“Cuando se trata de desbaste y acabado de aluminio, el ALUPTURN como herramienta estándar es una buena elección”, dice Frederik Schmalbach, gerente de producto de Herramientas No Rotativas en ISCAR Alemania. “Las plaquitas de corte ofrecen un precio atractivo por filo y permiten largos tiempos de vida útil. ISCAR ha diseñado la plaquita de corte positiva, de doble cara, rectificada y pulida, con cuatro bordes de corte especialmente para aluminio y otros metales no ferrosos. Para ello, está equipada con un formador de viruta extremadamente positivo F3N-P o M3N-P con superficie de viruta pulida. Su ángulo de viruta positivo reduce las fuerzas de corte que se producen y logra un corte suave; la superficie de viruta lisa evita la formación de rebabas.
Además, ISCAR ofrece toda una gama de plaquitas de corte ISO estándar con el nuevo recubrimiento DLC para la serie ISOTURN y CUTGRIP. “El recubrimiento permite al usuario el torneado y desbaste económico en aluminio”, dice Frederik Schmalbach. “Gracias a diferentes sustratos, formas, ángulos de viruta y geometrías de corte, hay una herramienta adecuada para cada caso de aplicación. Y si no, siempre se puede diseñar una solución especial, lo que también se aplica, por supuesto, a fresadores y taladros.”
Contacto:


