


Le traitement de l'aluminium pose de nombreux défis aux usinages : de longues chips collantes, une forte entrée de chaleur, des vibrations, des oscillations et des soudures peuvent causer des dommages à la pièce et aux outils et réduire la qualité des surfaces. ISCAR a l'outil standard adapté pour toutes les tâches d'usinage économique de ce matériau abrasif.
L'aluminium est le métal le plus courant dans la croûte terrestre, mais il se trouve presque uniquement sous forme liée dans la nature. Il est principalement extrait sous forme de bauxite. Grâce à des processus de fabrication améliorés, il est devenu rapidement un matériau largement utilisé et abordable depuis la seconde moitié du 19ème siècle, offrant à l'industrie de nombreux avantages : il est très léger, ne rouille pas, possède une bonne conductivité pour la chaleur et l'électricité, est facile à façonner et à usiner, non magnétique et ne produit pas d'étincelles. Cela fait de ce matériau un matériau recherché et souvent utilisé dans l'industrie électronique, la construction mécanique, le secteur de la construction, l'aérospatiale, le ferroviaire et l'automobile.
En principe, il est facile à usiner, mais …

« L'aluminium peut généralement être usiné rapidement et facilement », déclare Frederik Schmalbach, chef de produit des outils non rotatifs chez ISCAR Allemagne. « Cependant, l'utilisateur doit être conscient de certaines particularités du matériau. » L'aluminium est très abrasif, ce qui augmente l'usure des outils. L'adhérence a également un effet négatif sur le processus. D'une part, les longues et collantes chips peuvent s'enrouler autour de l'outil.
Cela peut provoquer des ruptures et endommager la pièce. D'autre part, il existe un risque que l'aluminium se soude à l'outil, ce qui affecte le tranchant. « De plus, l'utilisateur doit garder un œil sur l'entrée de chaleur », ajoute Patrick Muller, chef de produit perçage chez ISCAR Allemagne. « Bien que le matériau dissipe bien les hautes températures, cela peut entraîner une usure des outils et des dommages de surface si la chaleur n'est pas efficacement évacuée. La facilité de formage est à la fois une bénédiction et une malédiction. En effet, l'aluminium se déforme facilement - parfois avec des conséquences indésirables sur la précision dimensionnelle et la forme. »
Usinage facilité
« Les différentes industries ont des exigences variées en matière de qualité de surface et de tolérances, mais elles s'accordent sur les exigences concernant l'outil d'usinage », déclare Herbert Volk, chef de produit fraisage chez ISCAR. « Il doit permettre un traitement rapide et sûr et être orienté vers des solutions. L'usinage à haut volume est le mot d'ordre ici. Les outils utilisés doivent permettre de grands volumes d'usinage, permettre des vitesses de rotation élevées et couper le plus doucement possible. »
Les paramètres de coupe élevés lors de l'usinage de l'aluminium ont également un effet important - en ce qui concerne le temps actif de traitement par pièce. Les temps de fonctionnement des machines sont considérablement réduits, ce qui permet d'économiser de l'énergie et de réduire les émissions de CO2. « De plus, les outils indexables avec plaquettes amovibles et têtes interchangeables augmentent l'efficacité des ressources des matières premières précieuses, car ce n'est pas l'outil entier qui doit être remplacé, mais seulement le jeu de coupe », explique Herbert Volk. « Les outils en carbure plein ne doivent être utilisés que lorsque le potentiel de profondeur de coupe élevé peut être exploité. Pour des profondeurs de coupe allant jusqu'à 1xD, les fraises à tête interchangeable MULTI-MASTER de la série MM EA-CF offrent une alternative intéressante pour l'usinage efficace de l'aluminium. »
Le choix de la bonne géométrie de coupe est crucial pour le traitement efficace de l'aluminium. Les outils en carbure doivent avoir des arêtes de coupe tranchantes, des brise-chips appropriés et des revêtements spéciaux pour éviter le collage et augmenter la durée de vie. Le bon refroidissement, qui transporte le liquide de refroidissement directement dans la zone de coupe, peut évacuer efficacement la chaleur et les chips et améliorer la qualité de surface.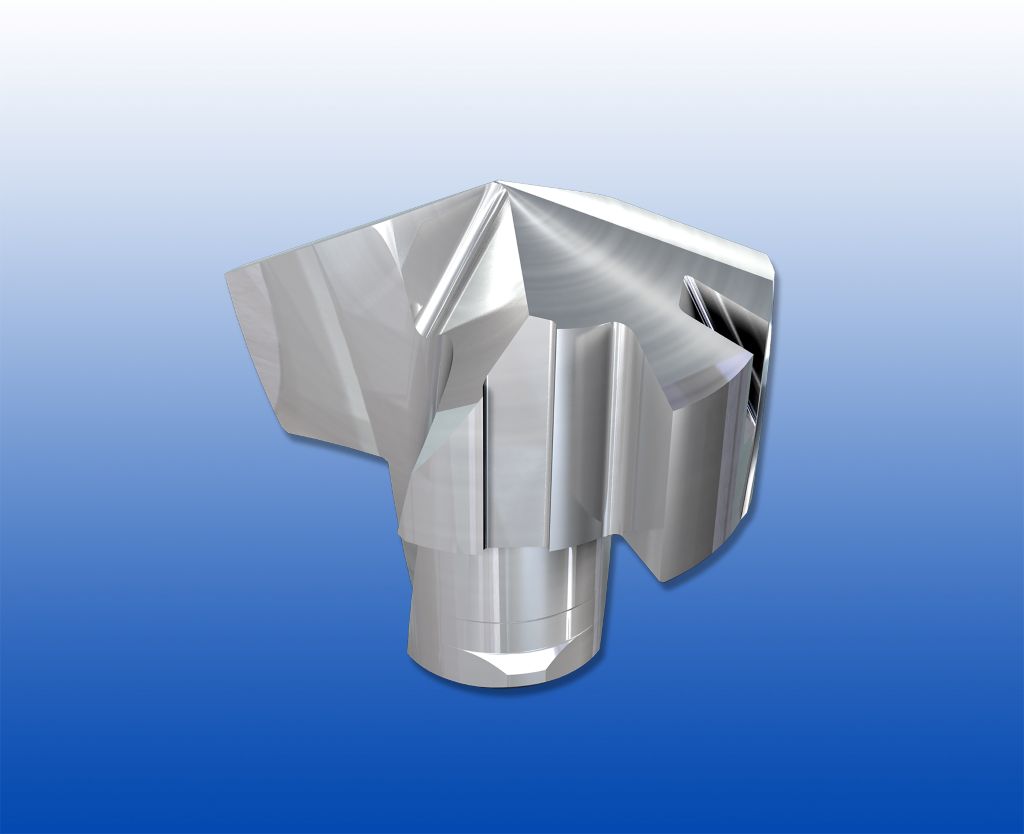
« En fin de compte, il s'agit également de la bonne stratégie de traitement avec des paramètres de coupe adaptés », explique Patrick Muller. « Des vitesses de coupe, des taux d'avance et des profondeurs de coupe optimisés réduisent les vibrations et rendent la formation de chips contrôlable. » C'est là qu'ISCAR entre en jeu. Les spécialistes des outils proposent un large éventail d'outils pour le fraisage, le perçage, le tournage et le fraisage, permettant une solution rapide, sûre et économique pour chaque tâche.
Ébauche et finition
« Spécialement pour l'ébauche et la finition de l'aluminium, ISCAR propose toute une gamme d'outils standards », explique Herbert Volk.
Par exemple, le HELIIQMILL pour les plaquettes amovibles Trigon avec trois arêtes de coupe hélicoïdales pour le traitement des épaules à 90 degrés, le HELIALU avec des plaquettes amovibles rhombiques à deux arêtes pour le fraisage d'épaules, de rainures pleines et de surfaces planes à des vitesses de rotation extrêmement élevées, les fraises à tige en carbure plein (VHM) haute performance ECA CHATTER-FREE, qui sont également disponibles en combinaison avec le nouveau revêtement Hard Carbon DLC. « DLC signifie revêtement en carbone semblable à un diamant », explique Herbert Volk. « Il s'agit d'un revêtement nanocomposite avec les propriétés d'un diamant, offrant une faible friction, une grande dureté et une excellente résistance à la corrosion. » Les chips sont mieux évacuées grâce au revêtement DLC, et la surface lisse réduit la formation de bords de coupe.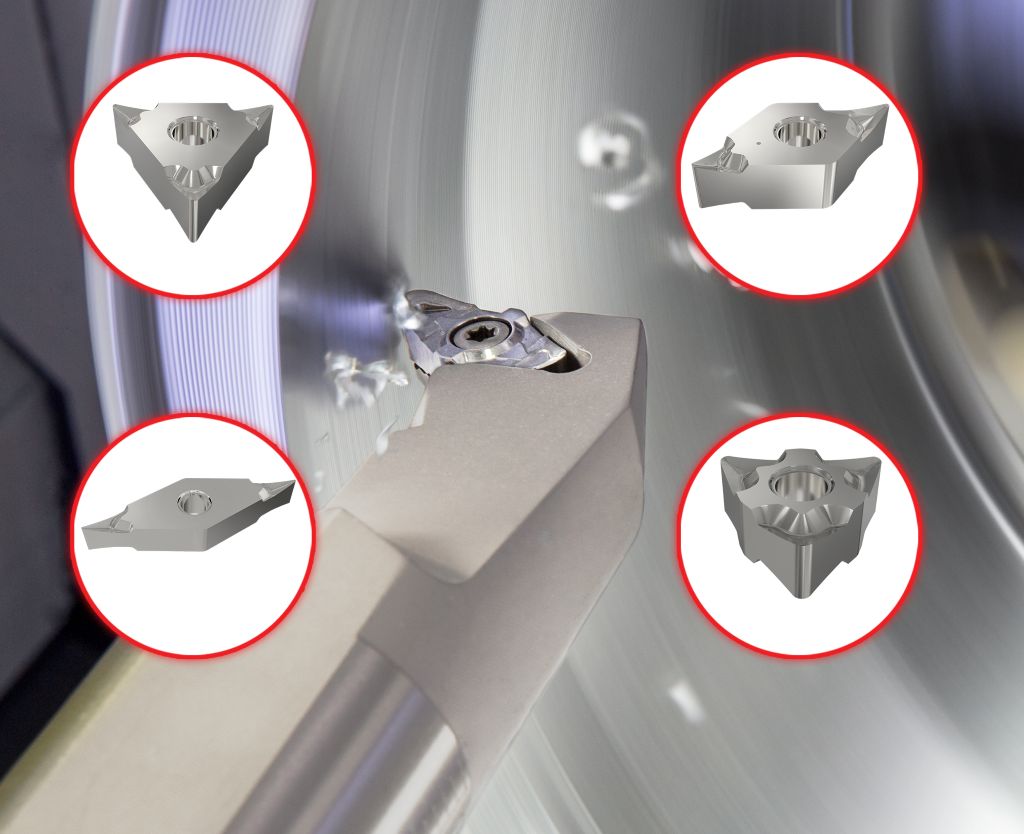
Tout nouveau est également le HELIALU avec refroidissement JHP ciblé. Cela permet d'ébaucher et de pré-finition des poches et des épaules profondes. Le refroidissement ciblé de chaque arête de coupe augmente la qualité de surface et produit des chips compactes avec moins d'enchevêtrements. L'utilisateur bénéficie d'une grande sécurité de processus grâce à une évacuation optimale des chips ainsi qu'une longue durée de vie, avec beaucoup moins de formation de bords de coupe et une efficacité accrue grâce à des paramètres de coupe améliorés.
Pour des performances d'usinage élevées lors du fraisage de surfaces planes, de poches et de contours même dans des conditions instables, il existe le HELI3MILL. Ses trois arêtes de coupe hélicoïdales et segmentées avec des arêtes de finition adaptées assurent la stabilité et une haute qualité de surface. Grâce à un refroidissement interne ciblé, de courtes chips sont générées, qui peuvent être facilement évacuées. Le HELI3MILL réduit les forces de coupe, les vibrations et la température dans la zone de coupe.
Perçage - avec tête interchangeable ou WSP
« Pour introduire des perçages de manière économique dans des pièces en aluminium, ISCAR propose deux solutions standard », explique Patrick Muller. « D'une part, les WSP spéciaux pour les forets indexables de la série DR-TWIST et la tête de perçage interchangeable ICN pour le SUMOCHAM. »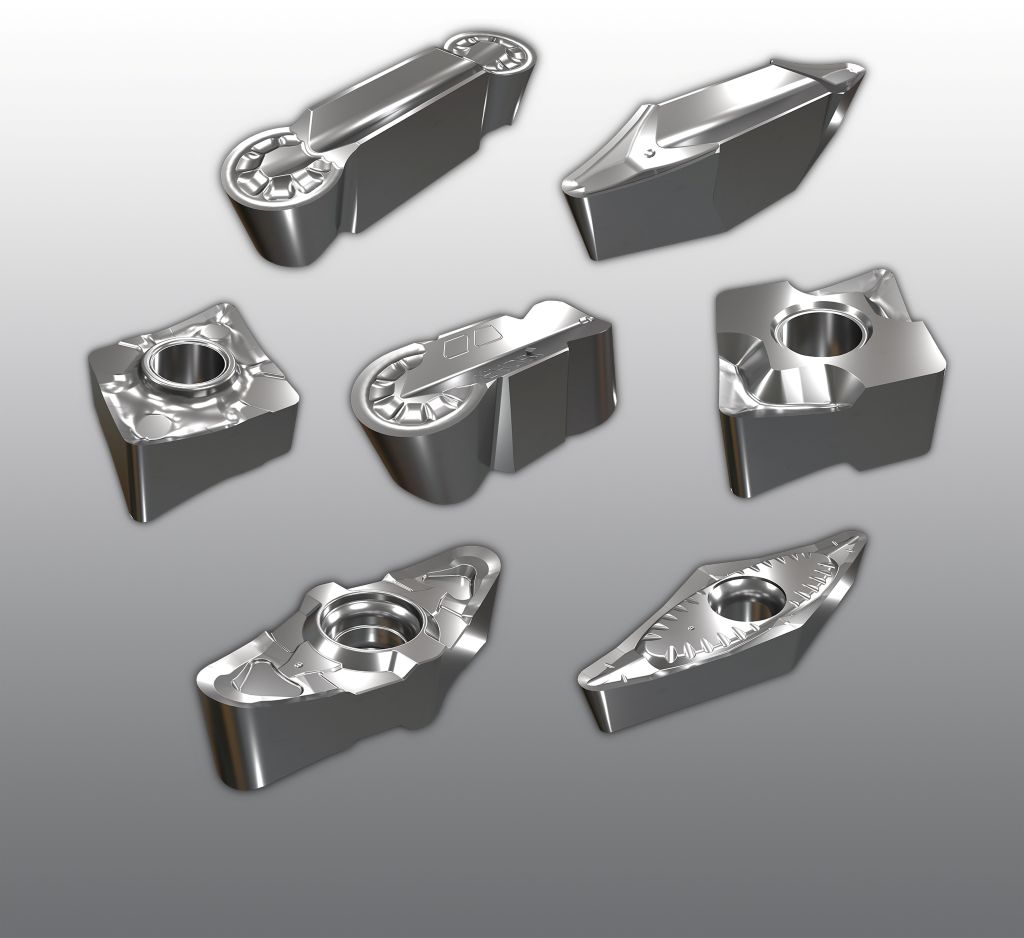
Les forets DR-TWIST d'ISCAR peuvent être équipés de plaquettes à changement rapide à quatre arêtes spécialement conçues pour l'usinage de l'aluminium. Ces plaquettes WSP rectifiées de manière extensive possèdent des arêtes de coupe tranchantes et des surfaces de copeaux polies, qui empêchent la formation de bavures. Elles sont réalisées en qualité de grain fin non revêtue IC08. Des canaux de refroidissement hélicoïdaux traversent tout le corps du foret, mais pas son noyau. Cela le rend résistant aux forces de torsion. Cette construction améliore leur stabilité et l'évacuation des copeaux. Les forets DR-TWIST sont disponibles pour des profondeurs de perçage de 2xD, 3xD, 4xD et 5xD et dans des diamètres allant de douze à 60 millimètres.
Pour les forets à tête interchangeable SUMOCHAM avec des diamètres de dix à 19,5 millimètres, ISCAR propose des têtes de perçage spéciales pour l'usinage de l'aluminium. Les têtes de perçage avec géométrie ICN sont équipées d'arêtes de coupe tranchantes et de rainures de copeaux polies. Elles permettent des tolérances de perçage de IT huit à neuf. Elles sont réalisées en qualité de grain fin non revêtue IC08, mais peuvent également être dotées d'un revêtement DLC.
Tournage et décolletage

« Lorsqu'il s'agit de finition et d'ébauche de l'aluminium, l'ALUPTURN est un bon choix en tant qu'outil standard », déclare Frederik Schmalbach, chef de produit Outils Non-Rotatifs chez ISCAR Allemagne. « Les WSP offrent un prix attractif par arête et permettent de longues durées de vie. ISCAR a conçu la plaquette à changement rapide positive, rectifiée et polie, à double face avec quatre arêtes de coupe spécialement pour l'aluminium et d'autres métaux non ferreux. Pour cela, elle est équipée d'un transformateur de copeaux extrêmement positif F3N-P ou M3N-P avec une surface de copeaux polie. Son angle de copeau positif réduit les forces de coupe et permet une coupe douce, la surface de copeaux lisse empêche la formation de bavures.
De plus, ISCAR propose toute une gamme de plaquettes à changement rapide ISO standard avec le nouveau revêtement DLC pour les séries ISOTURN et CUTGRIP. « Le revêtement permet à l'utilisateur de réaliser un tournage et un décolletage économiques dans l'aluminium », déclare Frederik Schmalbach. « Grâce à différents substrats, formes, angles de copeaux et géométries de coupe, il y a l'outil adapté pour chaque cas d'application. Et si ce n'est pas le cas, une solution spéciale peut toujours être conçue - cela s'applique bien sûr aussi aux fraises et forets. »
Contact :


