


Обробка алюмінію ставить різьбярів перед низкою викликів: довгі, липкі стружки, висока тепловіддача, вібрації, коливання та зварювання можуть призвести до пошкодження заготовки та інструментів і знизити якість поверхонь. ISCAR має у своєму портфоліо відповідний стандартний інструмент для всіх завдань економічної обробки абразивного матеріалу.
Алюмій є найпоширенішим металом у земній корі, але в природі він зустрічається майже виключно у зв'язаній формі. Основним джерелом його видобутку є боксити. Завдяки покращеним процесам виробництва з другої половини 19 століття він швидко став широко використовуваним і доступним матеріалом, який надає промисловості численні вигідні властивості: він дуже легкий, не іржавіє, має добру провідність для тепла і електрики, легко піддається формуванню і обробці, не є магнітним і не викликає іскріння. Це робить матеріал затребуваним і часто використовуваним у електронній промисловості, машинобудуванні, будівельній галузі, авіації та космонавтиці, залізничному та автомобільному виробництві.
В принципі легко обробляється, але …

«Алюмій, як правило, можна швидко та легко обробляти», — говорить Фредерік Шмальбах, менеджер продуктів не обертових інструментів у ISCAR Germany. «Проте користувач повинен враховувати деякі особливості матеріалу». Алюмій є дуже абразивним, що підвищує знос інструментів. Також адгезія негативно впливає на процес. По-перше, довгі та клейкі стружки можуть обвиватися навколо інструмента.
Це може призвести до поломки і пошкодження деталі. З іншого боку, існує небезпека, що алюміній звариться на інструменті, що вплине на ріжучу кромку. "Крім того, користувачеві потрібно стежити за тепловим навантаженням", додає Патрік Мюллер, менеджер продукту з буріння в ISCAR Germany. "Хоча матеріал добре відводить високу температуру, це може призвести до зносу інструменту та пошкодження поверхні, якщо тепло не відводиться ефективно. Також легка формуваність є як благом, так і прокляттям. Адже алюміній легко деформується – іноді з небажаними наслідками для точності розмірів і форми."
Обробка різанням спрощена
„Різні галузі відрізняються своїми вимогами до якості поверхні та допусків, але єдині у вимогах до інструментів для обробки різанням“, - говорить Герберт Фольк, менеджер продукту фрезерування в ISCAR. „Він повинен забезпечувати швидку та надійну обробку і бути орієнтованим на рішення. Високий обсяг обробки - це ключове слово. Використовувані інструменти повинні дозволяти великі обсяги різання, забезпечувати високі оберти і різати якомога м’якше.“
Високі параметри різання при обробці алюмінію також мають важливий ефект – щодо активного часу обробки на деталь. Час роботи машин значно скорочується, що економить енергію і зменшує викиди CO2. «Додатково, індексовані інструменти з змінними різцями та змінними головками підвищують ресурсну ефективність цінних сировин, оскільки потрібно замінювати не весь інструмент, а лише різальний набір», – пояснює Герберт Фольк. «Інструменти з твердого сплаву використовуються лише тоді, коли можна реалізувати високий потенціал глибини різання. При глибині різання до 1xD, модульні фрези з змінними головками MULTI-MASTER з серії MM EA-CF є цікавою альтернативою для ефективної обробки алюмінію.»
Вибір правильної геометрії різання є вирішальним для ефективної обробки алюмінію. Інструменти з твердого сплаву повинні мати гострі ріжучі кромки, відповідні розбивачі стружки та спеціальні покриття, щоб запобігти залипанню та збільшити тривалість служби. Правильне охолодження, яке транспортує охолоджуючу рідину безпосередньо в зону різання, може ефективно відводити тепло та стружку, а також покращувати якість поверхні.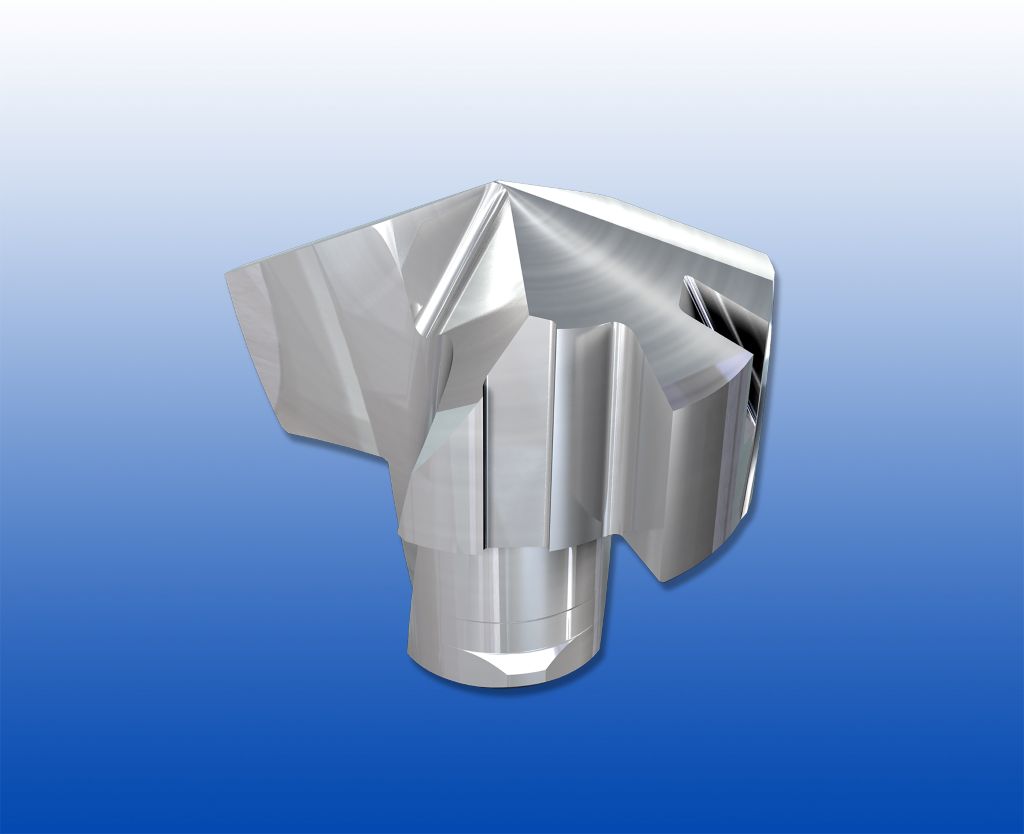
„Врешті-решт, все залежить від відповідної стратегії обробки з адаптованими параметрами різання“, пояснює Патрік Мюллер. „Оптимізовані швидкості різання, подачі та глибини різання зменшують вібрації і роблять утворення стружки контрольованим.“ Тут на допомогу приходить ISCAR. Спеціалісти з інструментів пропонують широкий асортимент інструментів для фрезерування, свердління, токарної обробки та нарізання, що забезпечує швидке, процесно безпечне та економічне рішення для кожного завдання.
Обробка грубих і тонких поверхонь
„Спеціально для грубого оброблення та фінішної обробки алюмінію компанія ISCAR пропонує цілий ряд стандартних інструментів“, пояснює Герберт Фольк.
Наприклад, HELIIQMILL для тригональних змінних різців з трьома спіральними ріжучими краями для обробки 90-градусних плечей, HELIALU з двосічними ромбічними змінними різцями для обробки плечей, повних пазів та фрезерування з плоскою поверхнею на надзвичайно високих обертах, полірувані ECA CHATTER-FREE твердосплавні (VHM) високопродуктивні цангові фрези, які також доступні в комбінації з новим покриттям Hard Carbon DLC. «DLC означає покриття, подібне до алмазного», пояснює Герберт Фольк. «Це нанокомпозитне покриття з властивостями алмаза, яке має низьке тертя, високу твердість і високу корозійну стійкість». Стружка краще евакуюється завдяки покриттю DLC, а гладка поверхня зменшує утворення наростів.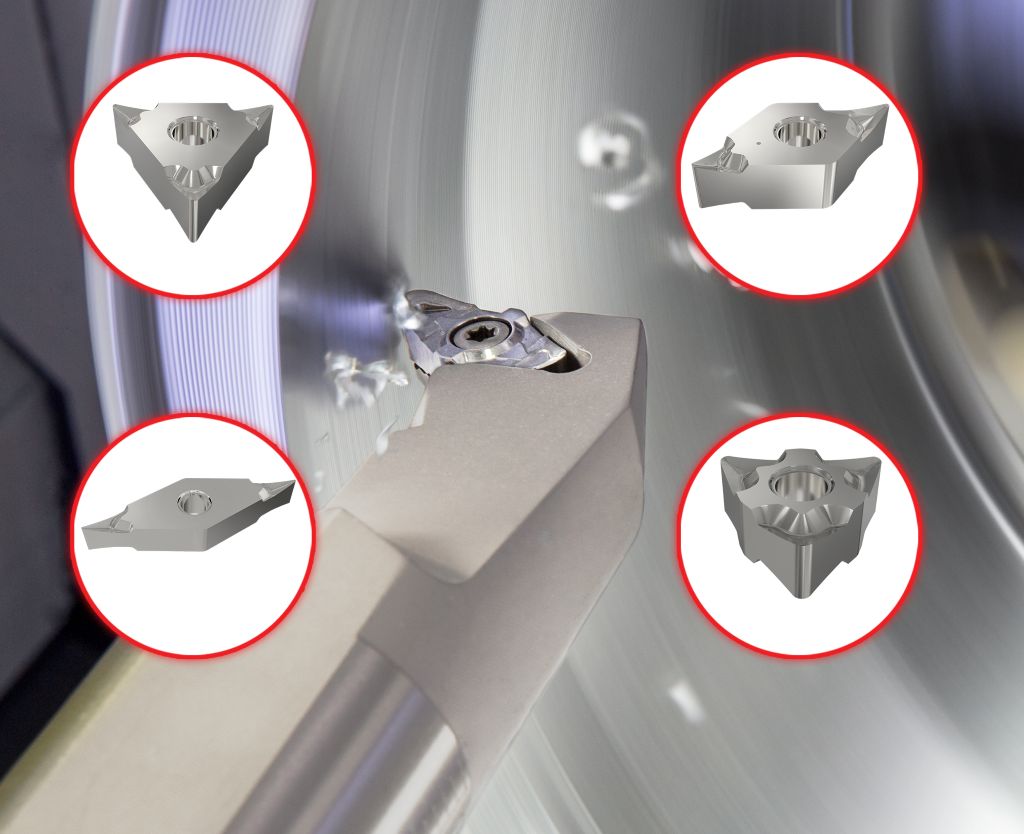
Новий HELIALU також оснащений цілеспрямованим охолодженням JHP. Це дозволяє обробляти глибокі кишені та плечі, а також виконувати попереднє фрезерування. Точне, цілеспрямоване охолодження кожного окремого різця підвищує якість поверхні та утворює компактні стружки з меншими заплутуваннями. Користувач отримує високу процесуальну безпеку завдяки оптимальному видаленню стружки, а також тривалий термін служби, оскільки утворюється значно менше наростів на різцях, а завдяки поліпшеним параметрам різання підвищується ефективність.
Для високих показників обробки при фрезеруванні площин, пазів і контурів навіть за нестабільних умов існує HELI3MILL. Його три гострі, спіральні та сегментовані ріжучі кромки з адаптованими широкими фінішними ріжучими кромками забезпечують стабільність і високу якість поверхні. Завдяки цілеспрямованому внутрішньому охолодженню утворюються короткі стружки, які легко евакуюються. HELI3MILL зменшує різальні сили, вібрації та температуру в зоні різання.
Свердління – з змінною головкою або WSP
„Щоб економічно виконувати отвори в алюмінієвих виробах, ISCAR пропонує два стандартні рішення“, пояснює Патрік Мюллер. „По-перше, це спеціальні алюмінієві WSP для змінних свердел серії DR-TWIST та змінний свердловий головка ICN для SUMOCHAM.“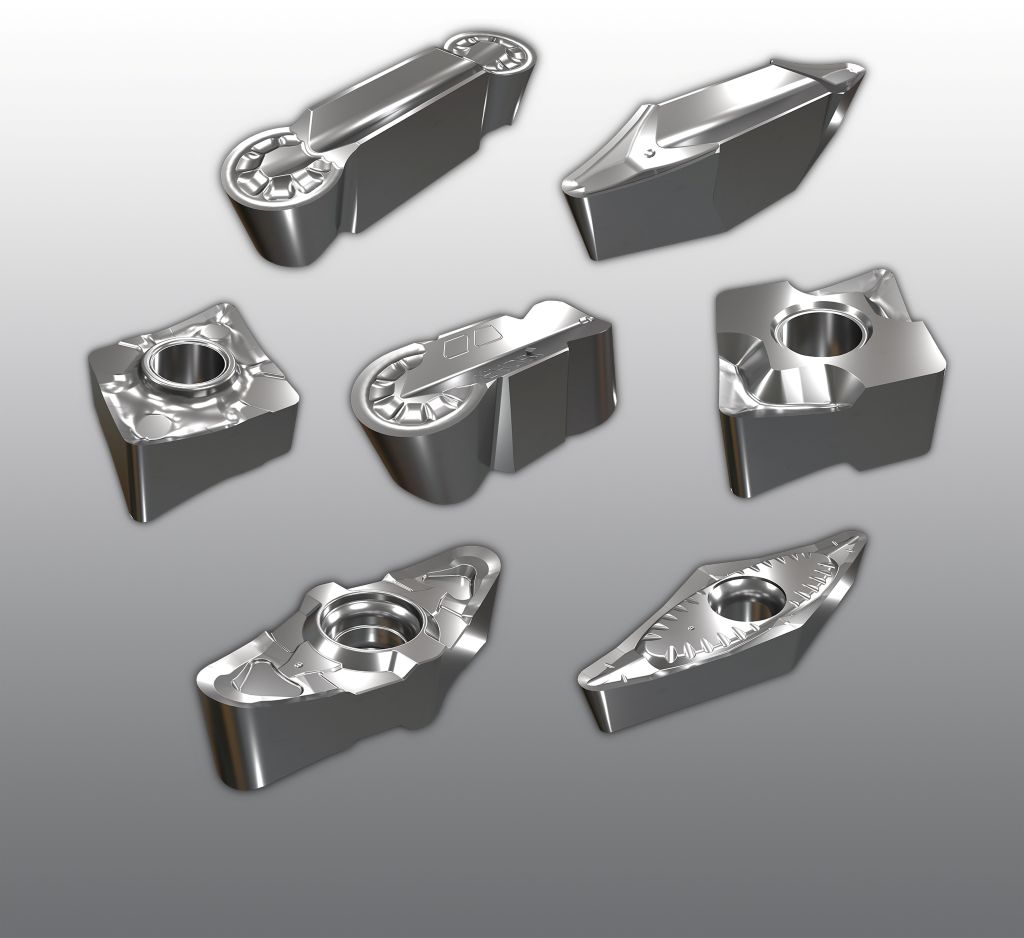
Бур ISCAR DR-TWIST можна оснащувати спеціально розробленими для обробки алюмінію чотирьохріжковими змінними різцями. Ці оброблені різці мають гострі ріжучі кромки та полірувальні стружкові поверхні, які запобігають утворенню наростів. Вони виконані в некритій тонкозернистій марці IC08. По всьому корпусу бура проходять закручені канали для охолоджуючої рідини, але не через його сердечник. Це робить його стійким до крутних сил. Така конструкція покращує їх стабільність та відведення стружки. Бури DR-TWIST доступні для глибин свердління 2xD, 3xD, 4xD та 5xD і в діаметрах від дванадцяти до 60 міліметрів.
Для змінних головок бурів SUMOCHAM з діаметрами від десяти до 19,5 міліметрів ISCAR має спеціальні бурові головки для обробки алюмінію. Бурові головки з геометрією ICN оснащені гострими ріжучими кромками та полірувальними канавками. Вони дозволяють допуски свердління від IT вісім до дев'яти. Вони виконані в некритій тонкозернистій марці IC08, але також можуть бути оснащені покриттям DLC.
Токарство та свердління

«Коли йдеться про фінішну обробку та грубе оброблення алюмінію, ALUPTURN як стандартний інструмент є хорошим вибором», - говорить Фредерік Шмальбах, менеджер продукту Non-Rotating Tools в ISCAR Germany. «Різці пропонують привабливу ціну за ріжучу кромку та забезпечують тривалі терміни служби. ISCAR розробила двосторонній, оброблений та полірувальний позитивний змінний різець з чотирма ріжучими кромками спеціально для алюмінію та інших кольорових металів. Для цього він оснащений надзвичайно позитивним F3N-P або M3N-P стружкосформувачем з полірувальною стружковою поверхнею. Його позитивний кут стружки зменшує виникаючі різальні сили та досягає м'якого різання, гладка стружкова поверхня запобігає утворенню наростів.
Крім того, ISCAR пропонує цілий ряд стандартних ISO змінних різців з новим покриттям DLC для серії ISOTURN та CUTGRIP. «Покриття дозволяє користувачеві економічно виконувати токарство та свердління в алюмінії», - говорить Фредерік Шмальбах. «Завдяки різним субстратам, формам, кутам стружки та геометріям ріжучих кромок для кожного випадку застосування є відповідний інструмент. І якщо ні, завжди можна розробити спеціальне рішення – це, звичайно, стосується також фрез та бурів.»
Контакт:


