


Obróbka aluminium stawia przed skrawaczami szereg wyzwań: długie, lepkie wióry, wysoka temperatura, wibracje, drgania i zgrzewanie mogą prowadzić do uszkodzeń obrabianego przedmiotu i narzędzi oraz obniżać jakość powierzchni. ISCAR ma w swoim portfolio odpowiednie standardowe narzędzie do wszystkich zadań związanych z ekonomiczną obróbką tego ściernego materiału.
Aluminium jest najczęściej występującym metalem w skorupie ziemskiej, jednak w przyrodzie występuje prawie wyłącznie w formie związanej. Głównie pozyskuje się je z boksytu. Dzięki ulepszonym procesom produkcyjnym od drugiej połowy XIX wieku szybko stało się powszechnym i przystępnym materiałem, który oferuje przemysłowi liczne korzystne właściwości: jest bardzo lekkie, nie rdzewieje, ma dobrą przewodność cieplną i elektryczną, łatwo poddaje się formowaniu i obróbce skrawaniem, jest niemagnetyczne i nie generuje iskier. To sprawia, że materiał ten jest poszukiwanym i często stosowanym surowcem w przemyśle elektronicznym, inżynierii mechanicznej, budownictwie, lotnictwie i astronautyce, kolejnictwie oraz w budowie samochodów.
W zasadzie łatwy do obróbki skrawaniem, ale …

„Aluminium można ogólnie szybko i łatwo obrabiać skrawaniem“, mówi Frederik Schmalbach, menedżer produktu Non-Rotating Tools w ISCAR Germany. „Mimo to użytkownik musi mieć na uwadze kilka cech tego materiału.“ Aluminium jest bardzo abrazyjne, co zwiększa zużycie narzędzi. Adhezja również negatywnie wpływa na proces. Z jednej strony długie i lepkie wióry mogą owijać się wokół narzędzia.
W ten sposób może pęknąć i uszkodzić przedmiot obrabiany. Z drugiej strony istnieje ryzyko, że aluminium przywiera do narzędzia, co wpływa na krawędź skrawającą. „Ponadto użytkownik musi mieć na uwadze wprowadzenie ciepła” – dodaje Patrick Muller, menedżer produktu w dziale wiercenia w ISCAR Germany. „Chociaż materiał dobrze odprowadza wysokie temperatury, może to prowadzić do zużycia narzędzi i uszkodzeń powierzchni, jeśli ciepło nie jest efektywnie odprowadzane. Również łatwość formowania jest zarówno błogosławieństwem, jak i przekleństwem. Ponieważ aluminium łatwo się deformuje – co może mieć niepożądane skutki dla dokładności wymiarowej i precyzji kształtu.”
Obróbka skrawaniem ułatwiona
„Różne branże różnią się wymaganiami dotyczącymi jakości powierzchni i tolerancji, jednak są zgodne co do wymagań dotyczących narzędzi skrawających,“ mówi Herbert Volk, menedżer produktu w dziale frezowania w ISCAR. „Muszą one umożliwiać szybkie i bezpieczne przetwarzanie oraz być zorientowane na rozwiązania. Słowem kluczowym jest tutaj obróbka dużych objętości. Stosowane narzędzia powinny pozwalać na duże objętości skrawania, umożliwiać wysokie prędkości obrotowe i jak najłagodniej ciąć.“
Wysokie parametry skrawania przy obróbce aluminium mają również istotny wpływ – w odniesieniu do aktywnego czasu obróbczy na każdy element. Czas pracy maszyn jest znacznie skrócony, co oszczędza energię i zmniejsza emisję CO2. „Dodatkowo narzędzia indeksowalne z wymiennymi płytkami skrawającymi i głowicami zwiększają efektywność wykorzystania cennych surowców, ponieważ nie trzeba wymieniać całego narzędzia, lecz jedynie zestaw skrawający,” wyjaśnia Herbert Volk. „Narzędzia z pełnego węglika stosuje się tylko wtedy, gdy można wykorzystać duży potencjał głębokości skrawania. Przy głębokości skrawania do 1xD, modułowe frezy z wymiennymi głowicami MULTI-MASTER z serii MM EA-CF stanowią interesującą alternatywę dla efektywnej obróbki aluminium.”
Wybór odpowiedniej geometrii ostrza jest kluczowy dla efektywnej obróbki aluminium. Narzędzia węglikowe muszą mieć ostre krawędzie, odpowiednie łamańce wiórów oraz specjalne powłoki, aby zapobiegać przyklejaniu się i zwiększać trwałość. Odpowiednie chłodzenie, które transportuje ciecz chłodzącą bezpośrednio do strefy skrawania, może skutecznie odprowadzać ciepło oraz wióry, a także poprawiać jakość powierzchni.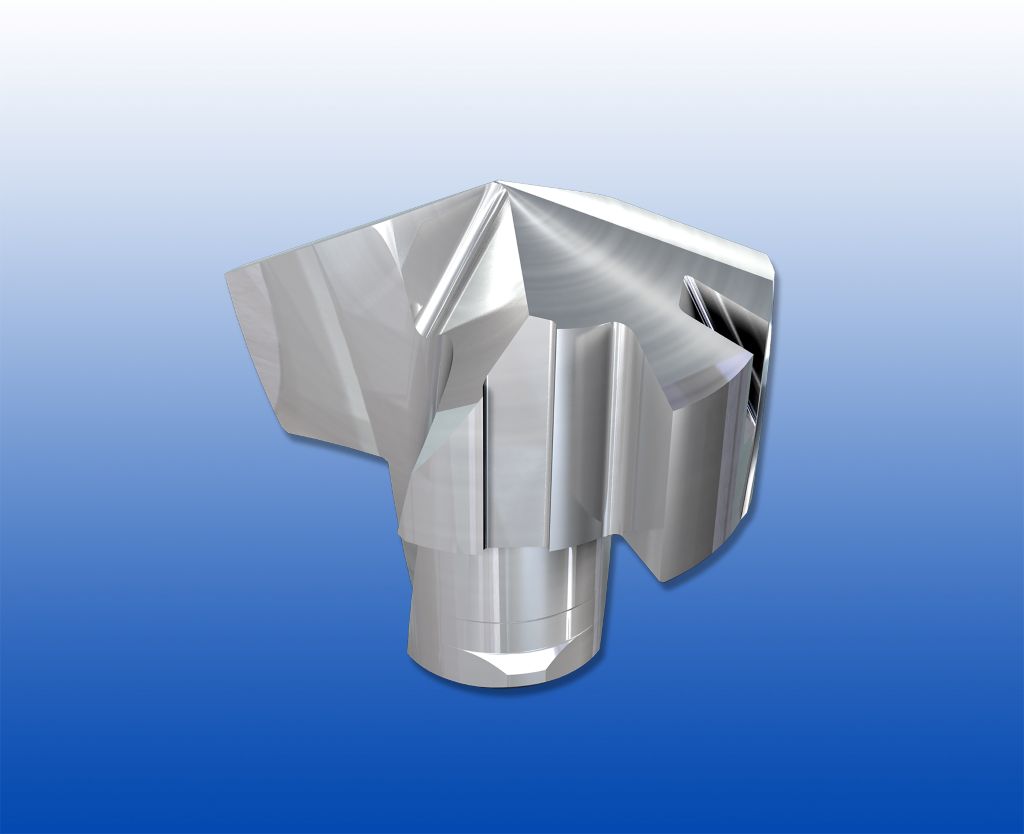
„Ostatecznie kluczowa jest również odpowiednia strategia obróbcza z dostosowanymi parametrami skrawania“, wyjaśnia Patrick Muller. „Optymalizowane prędkości skrawania, szybkości posuwu i głębokości skrawania redukują wibracje i umożliwiają kontrolowanie procesu wytwarzania wiórów.“ Tutaj wkracza ISCAR. Specjaliści od narzędzi oferują szerokie portfolio narzędzi do frezowania, wiercenia, toczenia i gwintowania, które dla każdego zadania zapewniają szybkie, bezpieczne procesowo i ekonomiczne rozwiązanie.
Obróbka wstępna i obróbka wykończeniowa
„Specjalnie do roughingu i finishingu aluminium ISCAR oferuje szereg standardowych narzędzi“, wyjaśnia Herbert Volk.
Na przykład HELIIQMILL do trójkątnych wkładek skrawających z trzema helikalnymi krawędziami skrawającymi do obróbki krawędzi pod kątem 90 stopni, HELIALU z dwuskrzydłowymi, rombowymi wkładkami skrawającymi do frezowania krawędzi, rowków pełnych i frezowania płaskiego przy ekstremalnie wysokich prędkościach obrotowych, polerowane narzędzia skrawające ECA CHATTER-FREE z pełnego węglika (VHM) o wysokiej wydajności, które są również dostępne w połączeniu z nową powłoką Hard Carbon DLC. „DLC oznacza powłokę węglową podobną do diamentu”, wyjaśnia Herbert Volk. „Jest to powłoka nanokompozytowa o właściwościach diamentu, charakteryzująca się niskim tarciem, wysoką twardością i dużą odpornością na korozję.” Wióry są lepiej usuwane dzięki powłoce DLC, a gładka powierzchnia zmniejsza powstawanie zadziorów.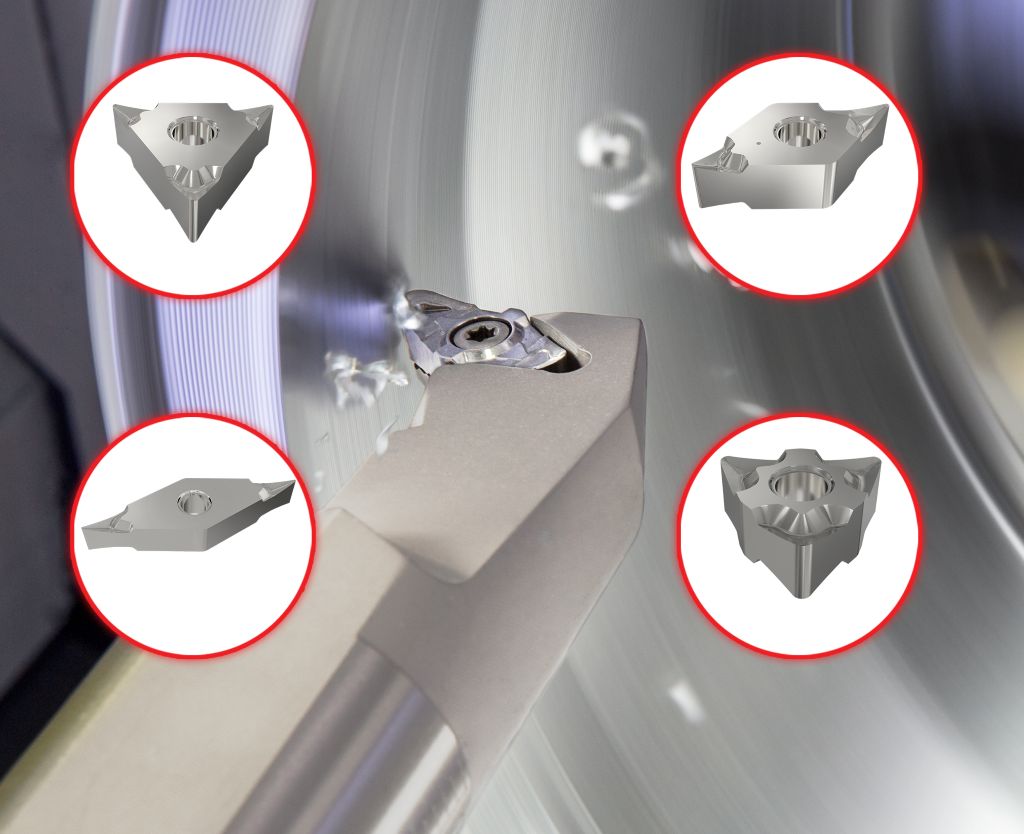
Nowością jest również HELIALU z ukierunkowanym chłodzeniem JHP. Umożliwia to frezowanie i wstępne szlifowanie głębokich kieszeni i ramion. Precyzyjne, ukierunkowane chłodzenie każdego pojedynczego ostrza zwiększa jakość powierzchni i generuje zwarte wióry z mniejszą ilością splątania wiórów. Użytkownik korzysta z wysokiej niezawodności procesu dzięki optymalnemu usuwaniu wiórów oraz długiemu okresowi użytkowania, powstaje znacznie mniej ostrzy z nagromadzenia materiału, a dzięki poprawionym parametrom skrawania wzrasta efektywność.
Dla wysokiej wydajności skrawania podczas frezowania płaskiego, kieszeniowego i konturowego, nawet w niestabilnych warunkach, dostępny jest HELI3MILL. Jego trzy ostre, helikalne i segmentowane krawędzie skrawające z dopasowanymi szerokimi krawędziami wykańczającymi zapewniają stabilność i wysoką jakość powierzchni. Dzięki ukierunkowanemu chłodzeniu wewnętrznemu powstają krótkie wióry, które łatwo można usunąć. HELI3MILL redukuje siły skrawania, wibracje i temperaturę w strefie skrawania.
Wiercenie – z wymiennym grotem lub WSP
„Aby efektywnie wprowadzać otwory w elementach aluminiowych, ISCAR oferuje dwa standardowe rozwiązania“, wyjaśnia Patrick Muller. „Z jednej strony specjalne narzędzia WSP do aluminium dla wierteł wymiennych serii DR-TWIST oraz wymienny wkład wiertarski ICN do SUMOCHAM.“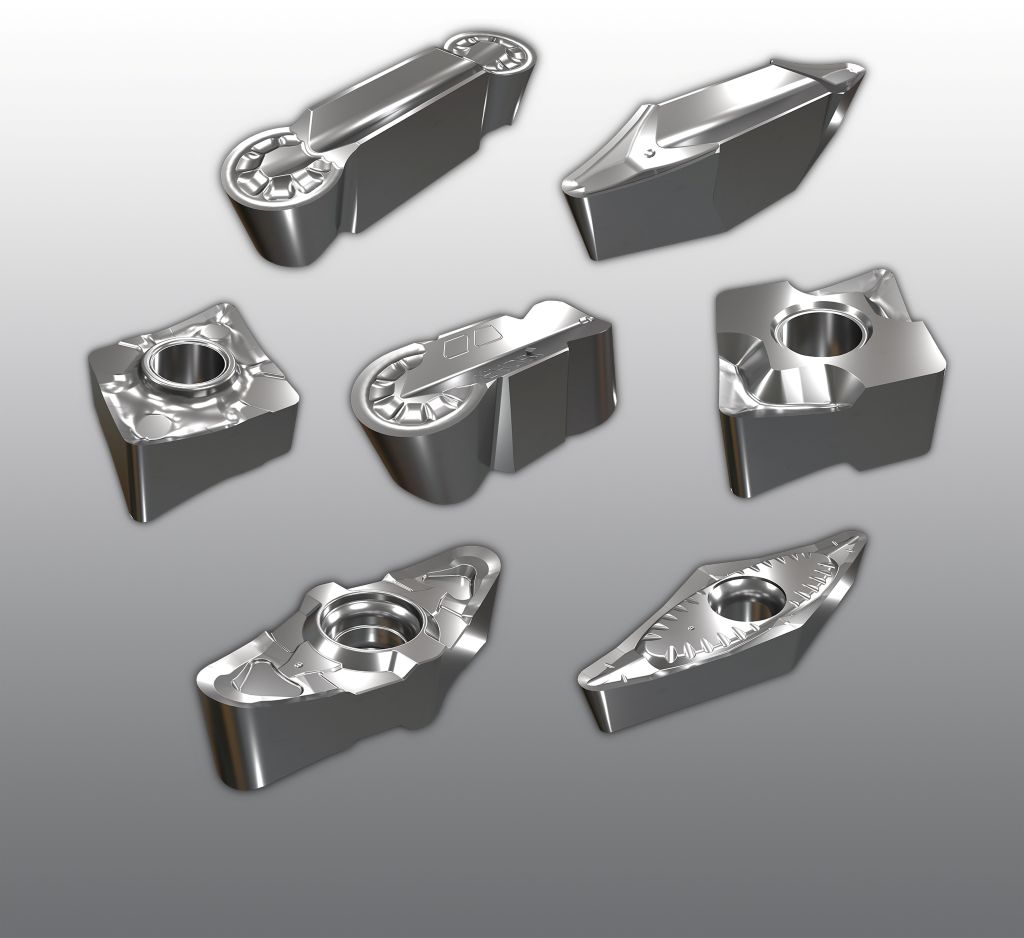
Wiertła DR-TWIST firmy ISCAR można wyposażyć w specjalnie opracowane, czterozębne wkładki skrawające do obróbki aluminium. Te wiertła z szlifowanymi wkładkami mają ostre krawędzie skrawające i wypolerowane powierzchnie wiórowe, które zapobiegają powstawaniu wiórów. Są wykonane w niepowlekanym gatunku drobnoziarnistym IC08. W całym korpusie wiertła przebiegają skręcone kanały chłodzące. Jednak nie przez jego rdzeń. To sprawia, że jest odporny na siły skręcające. Ta konstrukcja poprawia ich stabilność i odprowadzanie wiórów. Wiertła DR-TWIST są dostępne do głębokości wiercenia 2xD, 3xD, 4xD i 5xD oraz w średnicach od dwunastu do 60 milimetrów.
Dla wymiennych wierteł SUMOCHAM o średnicach od dziesięciu do 19,5 milimetrów, ISCAR ma w ofercie specjalne głowice wiertarskie do obróbki aluminium. Głowice wiertarskie z geometrią ICN są wyposażone w ostre krawędzie skrawające i wypolerowane rowki wiórowe. Umożliwiają tolerancje wiercenia od IT osiem do dziewięć. Są wykonane w niepowlekanym gatunku drobnoziarnistym IC08, ale mogą być również pokryte powłoką DLC.
Toczenie i wytaczanie

„Jeśli chodzi o szlifowanie i skrawanie aluminium, ALUPTURN jako narzędzie standardowe to dobry wybór”, mówi Frederik Schmalbach, menedżer produktu Non-Rotating Tools w ISCAR Germany. „Wkładki skrawające oferują atrakcyjną cenę za krawędź i umożliwiają długie czasy pracy. ISCAR zaprojektował dwustronną, szlifowaną i wypolerowaną, pozytywną wkładkę skrawającą z czterema krawędziami skrawającymi specjalnie do aluminium i innych metali nieżelaznych. Jest ona wyposażona w ekstremalnie pozytywny kształt wióra F3N-P lub M3N-P z wypolerowaną powierzchnią wiórową. Jej pozytywny kąt wióra redukuje występujące siły skrawające i osiąga miękkie cięcie, a gładka powierzchnia wiórowa zapobiega powstawaniu wiórów.
Ponadto ISCAR oferuje szereg standardowych wkładek skrawających ISO z nową powłoką DLC dla serii ISOTURN i CUTGRIP. „Powłoka umożliwia użytkownikowi ekonomiczne toczenie i wytaczanie w aluminium”, mówi Frederik Schmalbach. „Dzięki różnym substratom, kształtom, kątom wióra i geometriom krawędzi, dla każdego przypadku zastosowania dostępne jest odpowiednie narzędzie. A jeśli nie, zawsze można zaprojektować rozwiązanie specjalne – to dotyczy oczywiście również frezów i wierteł.”
Kontakt:


