


Prelucrarea aluminiului prezintă o serie de provocări pentru prelucrători: așchii lungi și lipicioase, aport termic ridicat, vibrații și oscilatii, precum și suduri pot provoca daune piesei de prelucrat și uneltelor, reducând calitatea suprafețelor. ISCAR dispune de un instrument standard potrivit pentru toate sarcinile în prelucrarea economică a acestui material abraziv.
Aluminiul este cel mai frecvent metal din crusta terestră, dar apare aproape exclusiv sub formă legată în natură. Este obținut în principal din bauxit. Datorită proceselor de fabricație îmbunătățite, a devenit rapid, în a doua jumătate a secolului al XIX-lea, un material foarte răspândit și accesibil, care oferă industriei numeroase proprietăți avantajoase: este foarte ușor, nu ruginește, are o bună conductivitate pentru căldură și electricitate, este ușor de modelat și prelucrat, nu este magnetic și nu produce scântei. Aceste caracteristici fac din material un material căutat și adesea utilizat în industria electronică, în ingineria mecanică, în construcții, în aeronautică, în feronerie și în industria auto.
În principiu, este ușor de prelucrat prin așchiere, dar …

„Aluminiul poate fi în general prelucrat rapid și ușor“, spune Frederik Schmalbach, manager de produs pentru unelte non-rotative la ISCAR Germania. „Cu toate acestea, utilizatorul trebuie să fie conștient de câteva particularități ale materialului.“ Aluminiul este foarte abraziv, ceea ce crește uzura uneltelor. De asemenea, aderența afectează negativ procesul. Pe de o parte, chipsurile lungi și lipicioase se pot înfășura în jurul uneltei.
Astfel, acesta poate să se rupă și să deterioreze piesa de prelucrat. Pe de altă parte, există riscul ca aluminiul să se sudeze pe unealta de tăiere, ceea ce afectează marginea de tăiere. „În plus, utilizatorul trebuie să aibă în vedere aportul de căldură”, completează Patrick Muller, manager de produs pentru foraj la ISCAR Germania. „Deși materialul conduce bine temperaturile ridicate, poate duce la uzura uneltei și la daune ale suprafeței dacă căldura nu este disipată eficient. De asemenea, forma sa ușor de prelucrat este atât o binecuvântare, cât și un blestem. Deoarece aluminiul se deformează ușor – uneori cu efecte nedorite asupra preciziei dimensiunii și a formei.”
Prelucrarea ușor de realizat
„Diferitele industrii se deosebesc în cerințele lor privind calitatea suprafețelor și toleranțele, însă sunt de acord în ceea ce privește cerințele pentru uneltele de prelucrare prin așchiere“, spune Herbert Volk, manager de produs pentru frezare la ISCAR. „Acestea trebuie să permită o prelucrare rapidă și sigură din punct de vedere al procesului și să fie orientate spre soluții. Prelucrarea prin așchiere de volum mare este cuvântul-cheie aici. Uneltele utilizate ar trebui să permită volume mari de așchiere, să permită turații ridicate și să taie cât mai ușor posibil.”
Parametrii de tăiere ridicați în prelucrarea aluminiului au, de asemenea, un efect important - în ceea ce privește timpul activ de prelucrare pe fiecare componentă. Timpul de funcționare al mașinilor este redus semnificativ, ceea ce economisește energie și reduce emisiile de CO2. „În plus, uneltele indexabile cu plăci de tăiere reversibile și capete interschimbabile cresc eficiența resurselor de materii prime valoroase, deoarece nu întregul instrument trebuie înlocuit, ci doar setul de tăiere”, explică Herbert Volk. „Uneltele din carburi metalice dure sunt utilizate, de regulă, doar atunci când pot fi valorificate potențialele mari de adâncime de tăiere. Pentru adâncimi de tăiere de până la 1xD, frezele modulare MULTI-MASTER cu capete interschimbabile din seria MM EA-CF oferă o alternativă interesantă pentru prelucrarea eficientă a aluminiului.”
Alegerea geometriei corecte a tăișului este esențială pentru prelucrarea eficientă a aluminiului. Uneltele din carburi de tungsten trebuie să aibă tăișuri ascuțite, rupătoare de așchii adecvate și straturi speciale pentru a preveni lipirea și a crește durata de viață. Răcirea corectă, care transportă lichidul de răcire direct în zona de tăiere, poate elimina eficient căldura și așchiile și poate îmbunătăți calitatea suprafeței.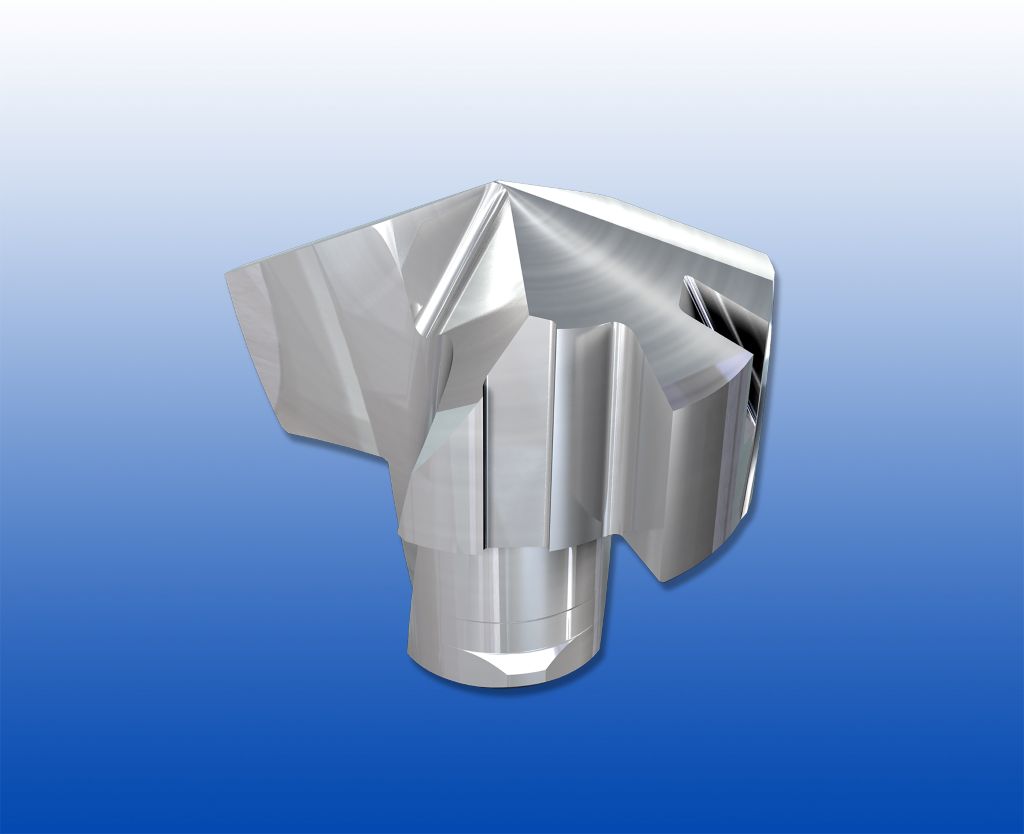
„În cele din urmă, contează și strategia de prelucrare potrivită cu parametrii de tăiere adaptați“, explică Patrick Muller. „Vitezele de tăiere, ratele de avans și adâncimile de tăiere optimizate reduc vibrațiile și fac formarea chipsurilor controlabilă.“ Aici intervine ISCAR. Specialiștii în unelte oferă un portofoliu larg de unelte pentru frezare, găurire, turnare și tăiere, care permite o soluție rapidă, sigură din punct de vedere al procesului și economică pentru fiecare sarcină.
Frezare și finisare
„În special pentru prelucrarea grosieră și fină a aluminiului, ISCAR oferă o întreagă gamă de unelte standard“, explică Herbert Volk.
De exemplu, HELIIQMILL pentru plăci de tăiere Trigon cu trei margini de tăiere helicoidale pentru prelucrarea umerilor de 90 de grade, HELIALU cu plăci de tăiere romboidale cu două tăișuri pentru frezarea umerilor, a canelurilor complete și a suprafețelor plane la viteze extrem de mari, frezele de înaltă performanță cu arbore din metal dur (VHM) ECA CHATTER-FREE, care sunt disponibile și în combinație cu noua acoperire Hard Carbon DLC. „DLC înseamnă acoperire de carbon asemănătoare diamantului”, explică Herbert Volk. „Este o acoperire nanocompozită cu proprietăți de diamant, care prezintă frecare redusă, duritate mare și o rezistență excelentă la coroziune.” Chipsurile sunt evacuate mai bine datorită acoperirii DLC, iar suprafața netedă reduce formarea muchiilor de acumulare.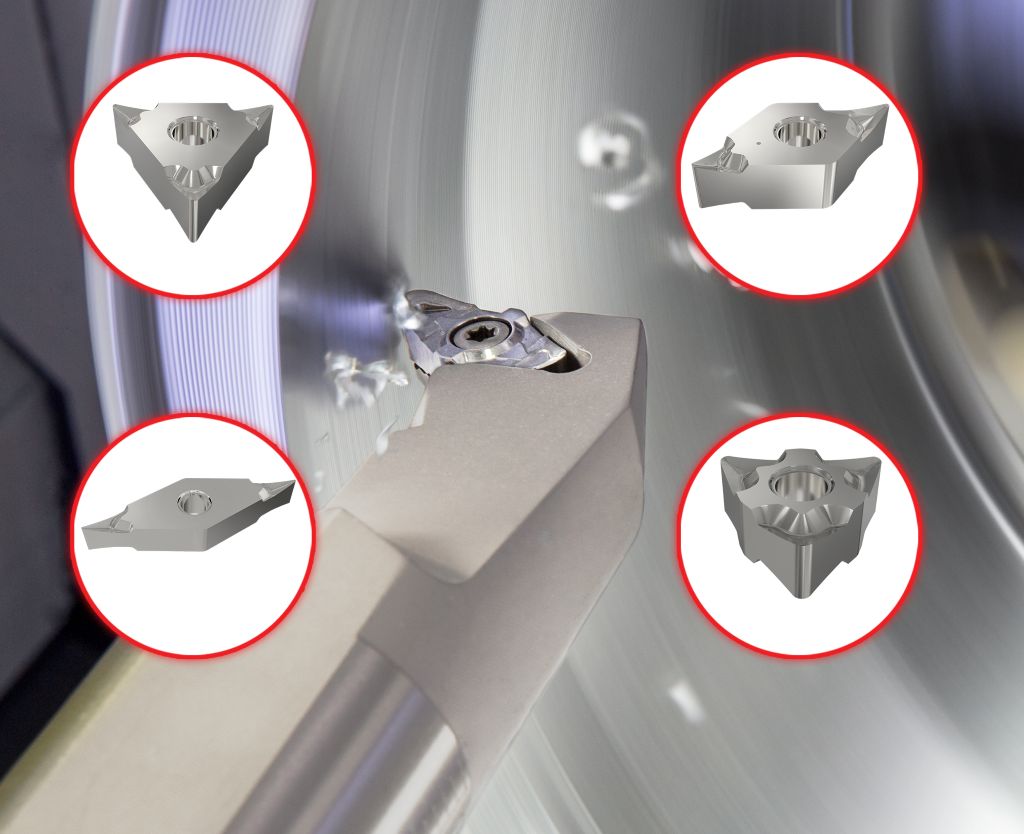
Noutatea este și HELIALU cu răcire JHP direcționată. Acesta permite frezarea și prelucrarea de suprafață a buzunarelor adânci și a umerilor. Răcirea punctuală și direcționată a fiecărei tăișuri individuale crește calitatea suprafeței și produce chipsuri compacte cu mai puține încurcături. Utilizatorul beneficiază de o siguranță ridicată a procesului datorită unei evacuări optime a chipsurilor, precum și de o durată lungă de viață, formându-se semnificativ mai puține tăișuri de acumulare, iar prin parametrii de tăiere îmbunătățiți, eficiența crește.
Pentru performanțe ridicate de prelucrare la frezarea plană, în caneluri și contururi, chiar și în condiții instabile, există HELI3MILL. Cele trei margini de tăiere ascuțite, elicoidale și segmentate, cu tăieturi de finisare adaptate, asigură stabilitate și calitate înaltă a suprafeței. Datorită răcirii interne direcționate, se formează chipsuri scurte, care pot fi evacuate cu ușurință. HELI3MILL reduce forțele de tăiere, vibrațiile și temperatura din zona de tăiere.
Găurire – cu cap schimbabil sau WSP
„Pentru a introduce găuri în mod economic în piese din aluminiu, ISCAR oferă două soluții standard“, explică Patrick Muller. „Pe de o parte, WSP-uri speciale pentru burghiele indexabile din seria DR-TWIST și capul de foraj ICN schimbabil pentru SUMOCHAM.“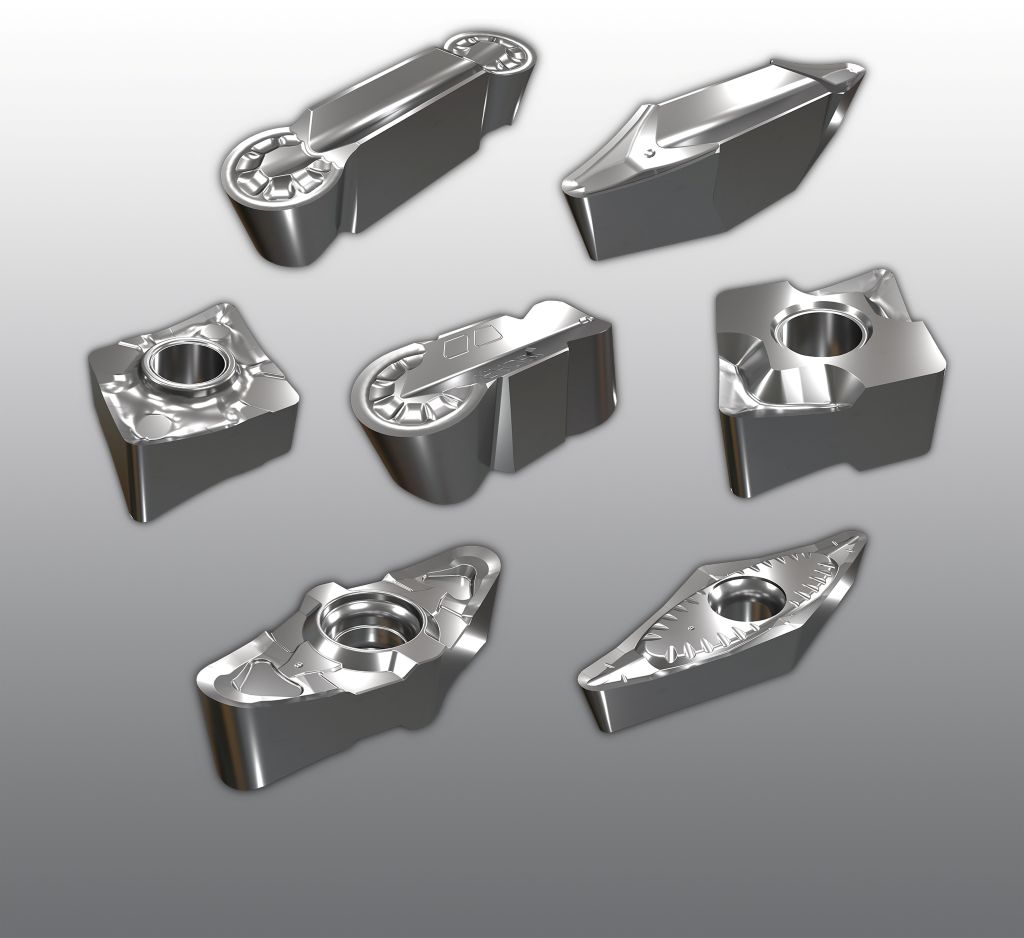
Burghiele DR-TWIST de la ISCAR pot fi echipate cu plăci de tăiere reversibile cu patru tăișuri, dezvoltate special pentru prelucrarea aluminiului. Aceste plăci de tăiere, rectificate pe întreaga suprafață, au tăișuri ascuțite și suprafețe de așchiere lustruite, care previn formarea de așchii. Ele sunt realizate din sortimentul de granulație fină IC08, neacoperit. Canalele de răcire spiralate trec prin întreaga lungime a corpului burghiului, dar nu prin miezul acestuia. Aceasta îl face rezistent la forțele de torsiune. Această construcție îmbunătățește stabilitatea și evacuarea așchiilor. Burghiele DR-TWIST sunt disponibile pentru adâncimi de foraj de 2xD, 3xD, 4xD și 5xD și în diametre de la douăsprezece la 60 de milimetri.
Pentru burghiele cu cap schimbabil SUMOCHAM cu diametre de la zece la 19,5 milimetri, ISCAR oferă capete de foraj speciale pentru prelucrarea aluminiului. Capetele de foraj cu geometrie ICN sunt echipate cu tăișuri ascuțite și canale de așchiere lustruite. Ele permit toleranțe de foraj de IT opt până la nouă. Ele sunt realizate din sortimentul de granulație fină IC08, neacoperit, dar pot fi, de asemenea, dotate cu un strat de acoperire DLC.
Turnare și tăiere

„Când vine vorba de finisarea și debavurarea aluminiului, ALUPTURN ca un instrument standard este o alegere bună”, spune Frederik Schmalbach, manager de produs pentru unelte non-rotative la ISCAR Germania. „Plăcile de tăiere oferă un preț atractiv pe tăiș și permit timpi lungi de utilizare. ISCAR a proiectat placa de tăiere pozitivă, dublu fațetată, rectificată și lustruită, cu patru tăișuri, special pentru aluminiu și alte metale NE. Aceasta este echipată cu un formator de așchii extrem de pozitiv F3N-P sau M3N-P, cu suprafață de așchiere lustruită. Unghiul pozitiv al așchiilor reduce forțele de tăiere și permite o tăiere lină, iar suprafața netedă a așchiilor previne formarea de așchii.
În plus, ISCAR oferă o gamă întreagă de plăci de tăiere standard ISO cu noul strat de acoperire DLC pentru seria ISOTURN și CUTGRIP. „Acoperirea permite utilizatorului să efectueze turnare și tăiere economică în aluminiu”, spune Frederik Schmalbach. „Datorită diferitelor substraturi, forme, unghiuri de așchiere și geometrie a tăișurilor, există un instrument potrivit pentru fiecare caz de utilizare. Și dacă nu, se poate întotdeauna concepe o soluție personalizată – acest lucru se aplică, desigur, și pentru freze și burghie.”
Contact:


