


Además de la presentación de las herramientas especiales Graftor y C-Razor, también se discutieron materiales, máquinas y estrategias CAM. Para ello, Hufschmied invitó a socios: Gustav Blome GmbH, MHT GmbH Merz & Haag, OPEN MIND Technologies AG, REGO-FIX AG, Röders GmbH y Zimmer & Kreim GmbH & Co. KG.
El taller se llevó a cabo bajo el lema 'Grafito vs. Cobre - Discuta con nosotros las ventajas y desventajas del cobre y el grafito en la fabricación de electrodos'. Antes de que el anfitrión presentara sus herramientas especializadas teóricamente y en una demostración en vivo, hablaron representantes de las empresas asociadas.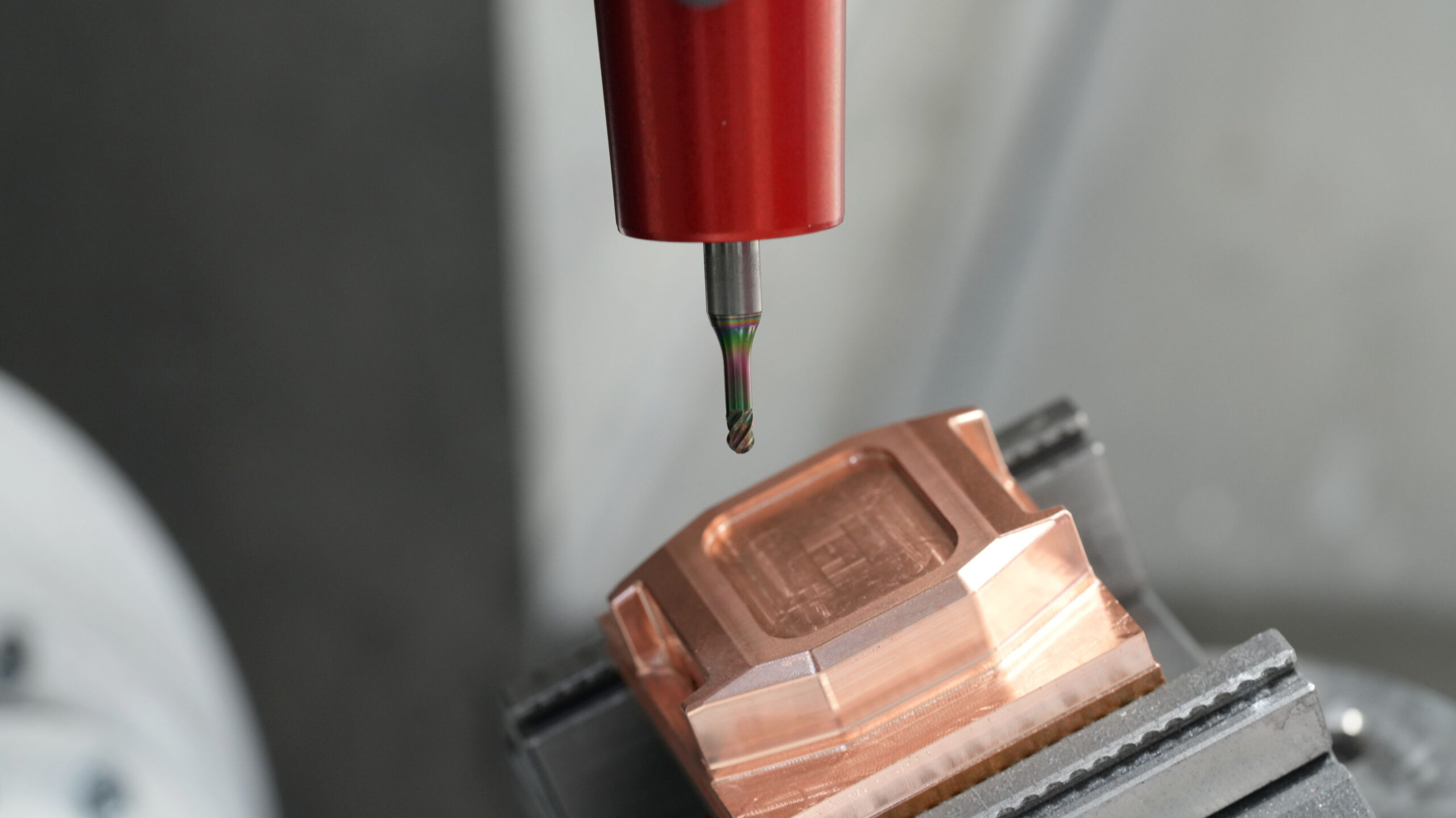
El ponente de Gustav Blome comenzó como proveedor especializado en suministros de electroerosión con una charla sobre grafito. OPEN MIND presentó el módulo y el proceso para la programación de electrodos en el sistema CAD/CAM hyperMILL. Röders Tec, en cuya máquina se fresó más tarde, aclaró sobre la tecnología de máquinas y su importancia para la fabricación económica de electrodos precisos. En REGO-FIX se habló sobre la sujeción de herramientas y en MHT sobre la refrigeración y lubricación óptimas.
Demostración en vivo

La pieza de demostración en forma de reloj de pulsera fue fresada una vez en grafito y otra vez en cobre en la Röders Tec RXP 501 DS. Con las herramientas Graftor se alcanzaron hasta 8200 mm/min de avance a 24000 rpm. El fresado de cobre también impresionó por su velocidad. En el desbaste trocoidal, por ejemplo, se fresó a 11150 mm/min a 9000 revoluciones.
Las herramientas especiales tanto para grafito como para cobre son herramientas combinadas de desbaste/acabado. Sus geometrías especiales, junto con las trayectorias de fresado elegidas, las condiciones de la máquina y los parámetros seleccionados, aseguran un funcionamiento excepcionalmente suave. Los participantes pudieron convencerse de que esto permite obtener superficies excelentes.
'Por supuesto, no pudimos aclarar definitivamente la discusión sobre si el cobre o el grafito es la mejor opción para los electrodos. Sin embargo, pudimos demostrar que la rentabilidad de la fabricación de electrodos es cada vez menos un argumento en contra', dice Christel Hufschmied, directora general de Hufschmied Zerspanungssysteme GmbH. 'Creo que ha quedado claro que las estrategias de mecanizado, la selección de las herramientas adecuadas y una máquina de alta precisión amplían las posibilidades de fabricación de electrodos y, por lo tanto, también de la electroerosión de manera técnica y económica.'
Contacto:


