

Además del ahorro de recursos, también se centra en la rentabilidad y la seguridad del proceso en el uso de herramientas afiladas. Esto se logra no solo considerando el desgaste visible de la herramienta para determinar los parámetros de afilado, sino también teniendo en cuenta los daños internos.
Los materiales de corte de alta dureza, como PcBN o cerámicas, se caracterizan, a diferencia de las herramientas de carburo, por una mayor dureza, mayor resistencia al desgaste y mejor resistencia térmica y química. En comparación con las herramientas de carburo, se pueden alcanzar velocidades de corte más altas y, por lo tanto, volúmenes de tiempo de mecanizado más altos al trabajar, por ejemplo, aleaciones a base de níquel y acero endurecido. Sin embargo, los costos de adquisición de estas herramientas son significativamente más altos. Debido a las pequeñas profundidades de corte al usar herramientas PcBN, solo se utiliza una pequeña proporción del volumen del material de corte durante el mecanizado. Esto significa que el uso eficiente de recursos de herramientas de alta dureza es solo limitado. Fundamental para un uso eficiente en costos y recursos es lograr una mayor utilización del material de corte. Un enfoque para aprovechar completamente el material de corte es el afilado de herramientas. Sin embargo, el problema actual es que las herramientas afiladas a menudo no alcanzan la vida útil de las herramientas nuevas. Esto se debe a que no hay información sobre cantidades de afilado seguras para el proceso.
Problema en el afilado de materiales de corte de alta dureza
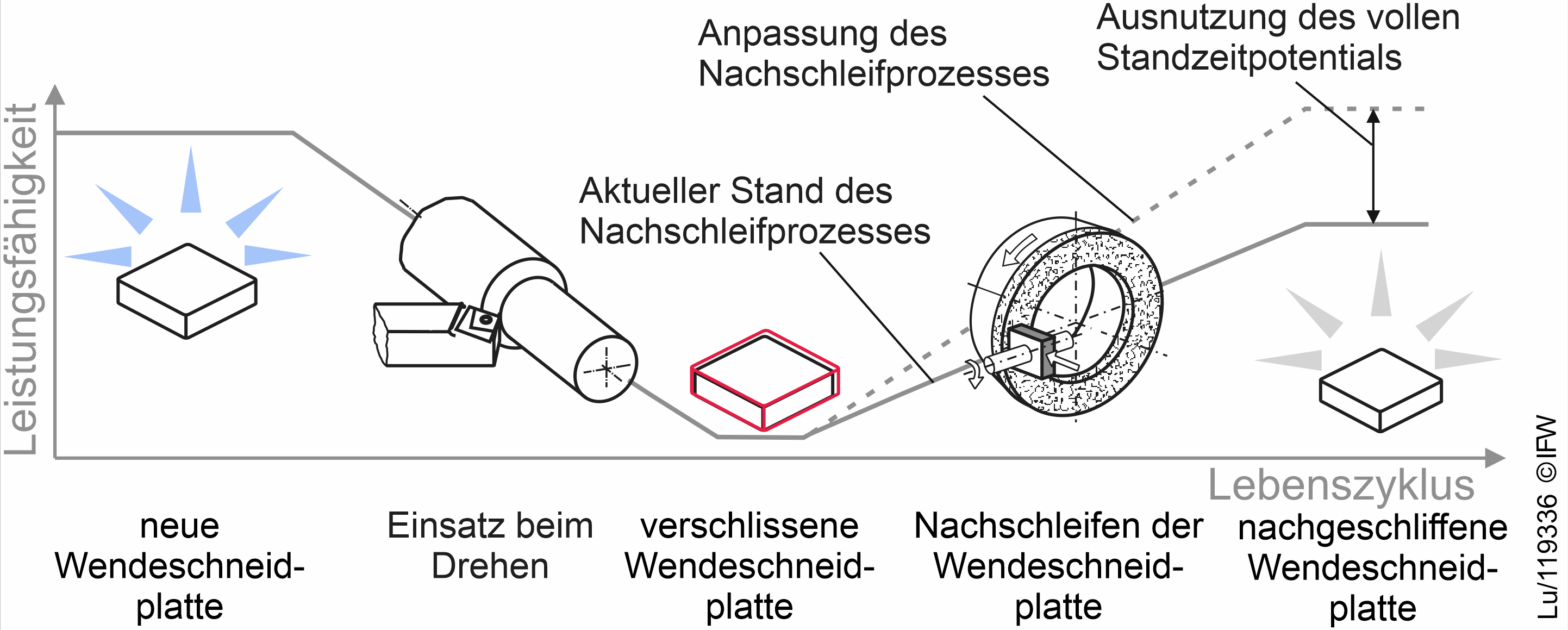
Una razón por la cual las plaquetas de corte afiladas no alcanzan la vida útil de las herramientas nuevas es que solo se considera el desgaste visible para la profundidad de corte durante el afilado. Los daños internos en la herramienta no se tienen en cuenta, pero pueden exceder el desgaste medible visualmente y, por lo tanto, no se eliminan completamente mediante el afilado. Esto resulta en que la herramienta afilada presenta daños que llevan a un desgaste prematuro en su próximo uso. La Figura 1 muestra el estado actual del proceso de afilado. El objetivo es que, mediante el desarrollo de un proceso de afilado adaptado, las plaquetas de corte afiladas tengan una capacidad comparable a la de las herramientas nuevas.
Para lograr tiempos de vida comparables con plaquetas de corte afiladas como con herramientas nuevas, es necesario un análisis preciso tanto del desgaste medible visualmente como de los daños internos. A partir de esto, se derivan parámetros ajustados para el proceso de afilado. El desafío aquí es que se utilizan diferentes materiales en el mecanizado. Además, se varían los parámetros del proceso. La variación conduce a diferentes cargas en las herramientas. Esto resulta en diferentes manifestaciones de desgaste, como daños internos, que deben tenerse en cuenta al definir los parámetros de afilado.
Comportamiento del desgaste en el mecanizado de materiales duros
En los primeros ensayos, se utilizaron plaquetas de corte PcBN con un contenido de cBN del 50 % y una fase aglutinante cerámica de TiC durante el torneado exterior de acero endurecido 100Cr6. Aquí, se variaron la velocidad de corte vc y el avance f para generar diferentes desgastes después de diferentes tiempos de corte tc. En la Figura 2 se muestran tres estados de desgaste diferentes a diferentes tiempos de corte y diferentes parámetros del proceso. Debido a la baja profundidad de corte en el proceso, el desgaste ocurre principalmente en el área del radio de esquina y el filo secundario.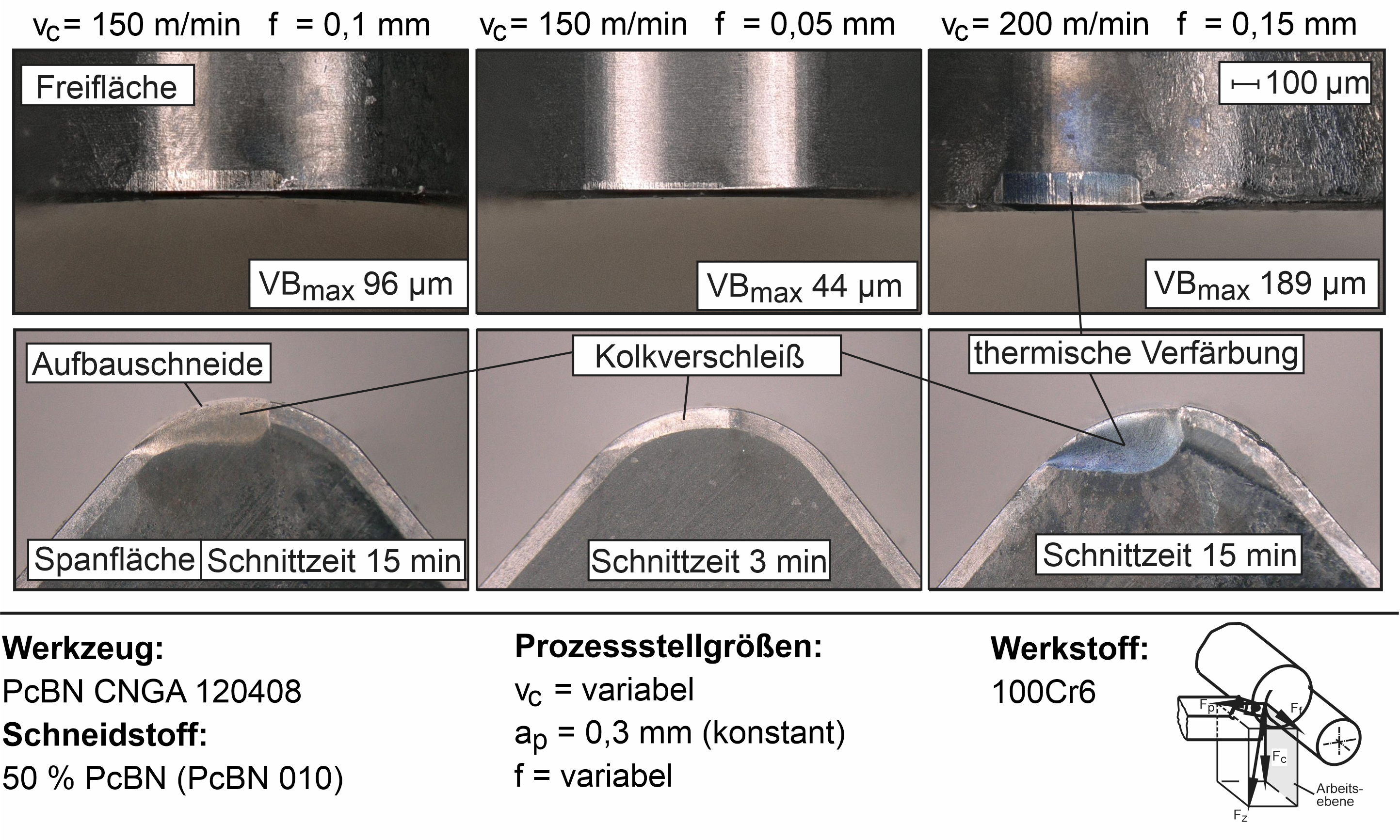
Se observa que en estas series de ensayos el desgaste por cavitación es dominante en la superficie de corte. Esto se debe a las altas temperaturas durante el mecanizado de materiales duros. Un aumento adicional en los parámetros del proceso también conduce a un aumento de la carga térmica, lo que incrementa la tasa de desgaste. Esto resulta en un ancho de marca de desgaste de VBmax= 189 µm y un desgaste por cavitación de un ancho de 260 µm.
Análisis de daños
Para la herramienta con el mayor desgaste, se lleva a cabo posteriormente la investigación de daños internos. Para ello, se tomaron imágenes de pulido y tomas detalladas mediante un microscopio electrónico de barrido (REM) (Figura 3).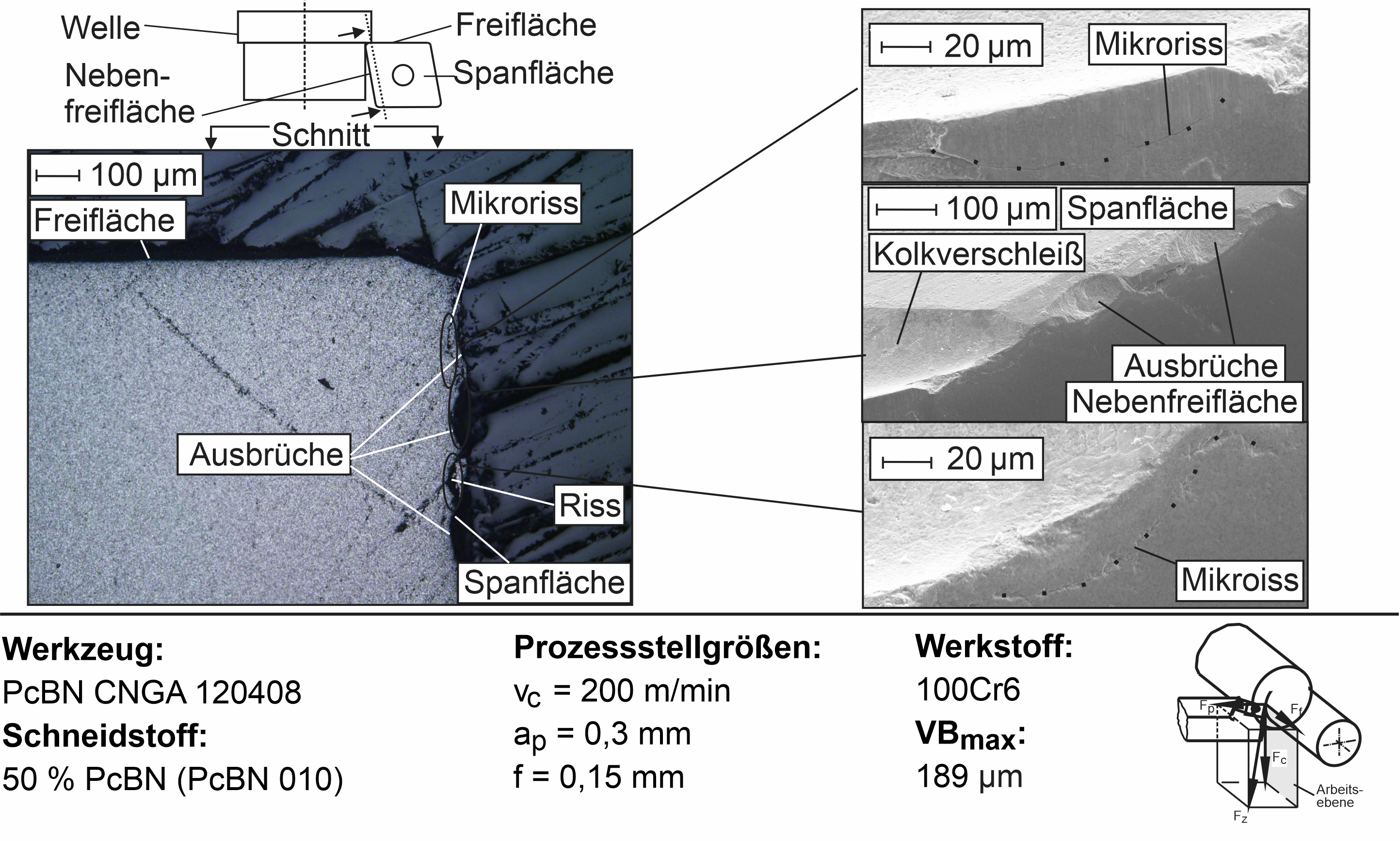
En las imágenes de pulido de esta herramienta se pueden observar pequeñas microfisuras. Sin embargo, se muestra que estos daños están localmente limitados y ocurren en las mismas áreas donde aparecen las fracturas visibles desde el exterior. Además, las imágenes del microscopio electrónico de barrido muestran que las fisuras aparecen en la superficie secundaria y otras pequeñas fracturas a lo largo del filo de corte.
En conclusión, se ha determinado que se encontraron daños internos en el material de corte. Estas fisuras identificadas en el interior de la herramienta se extienden localmente en el área del filo de corte y en estas investigaciones no superan el desgaste de la superficie libre. Para el afilado de las herramientas, se concluye de estas investigaciones que, al afilar desde el lado de la superficie libre, el desgaste por cavitación en la superficie de corte es decisivo para la profundidad de corte. Sin embargo, aún no hay información sobre daños internos en el área de la superficie de corte. En el futuro, se llevarán a cabo más investigaciones sobre la propagación de las fisuras en esta región de la herramienta. Para ello, se eliminará parte de la superficie de corte mediante pulido para luego tomar imágenes del sustrato de la herramienta. El objetivo aquí es analizar los daños en el material de corte que, basándose en las investigaciones actuales, no se eliminan mediante procesos de afilado y, por lo tanto, conducen a una disminución de la capacidad de las plaquetas de corte afiladas. A partir de esto, se llevarán a cabo investigaciones de afilado basadas en los análisis de daños realizados anteriormente. El objetivo aquí es eliminar cualquier desgaste en el interior de la herramienta. En ensayos experimentales finales de torneado, se investigará la capacidad de las plaquetas de corte afiladas.
Autores: Berend Denkena, Benjamin Bergmann, Lars Luthe
Contacto:


