

Kromě šetrnosti k zdrojům je také ekonomika a procesní bezpečnost při použití přebroušených nástrojů v centru pozornosti. Toho je dosaženo tím, že se nezohledňuje pouze viditelné opotřebení nástroje pro stanovení parametrů přebroušení, ale také vnitřní poškození.
Vysoce tvrdé řezné materiály, jako jsou PcBN nebo keramiky, se na rozdíl od tvrdokovových nástrojů vyznačují vyšší tvrdostí, vyšší odolností proti opotřebení a lepší tepelnou a chemickou odolností. Ve srovnání s nástroji z tvrdokovu lze dosáhnout vyšších řezných rychlostí a tím i vyšších objemů třískování při zpracování například slitin na bázi niklu a kalených ocelí. Na druhé straně jsou však výrazně vyšší pořizovací náklady těchto nástrojů. Vzhledem k malým posuvům při použití PcBN nástrojů se během obrábění využívá pouze malý objem řezného materiálu. To vede k tomu, že efektivní využití vysoce tvrdých nástrojů je možné pouze omezeně. Základem pro nákladově a zdrojově efektivní použití je dosáhnout vyššího využití řezného materiálu. Jedním z přístupů, jak plně využít řezný materiál, je přebroušení nástrojů. Aktuálním problémem však je, že přebroušené nástroje často nedosahují životnosti nových nástrojů. To je způsobeno tím, že neexistují žádné poznatky o procesně bezpečných parametrech přebroušení.
Problém při přebroušení vysoce tvrdých řezných materiálů
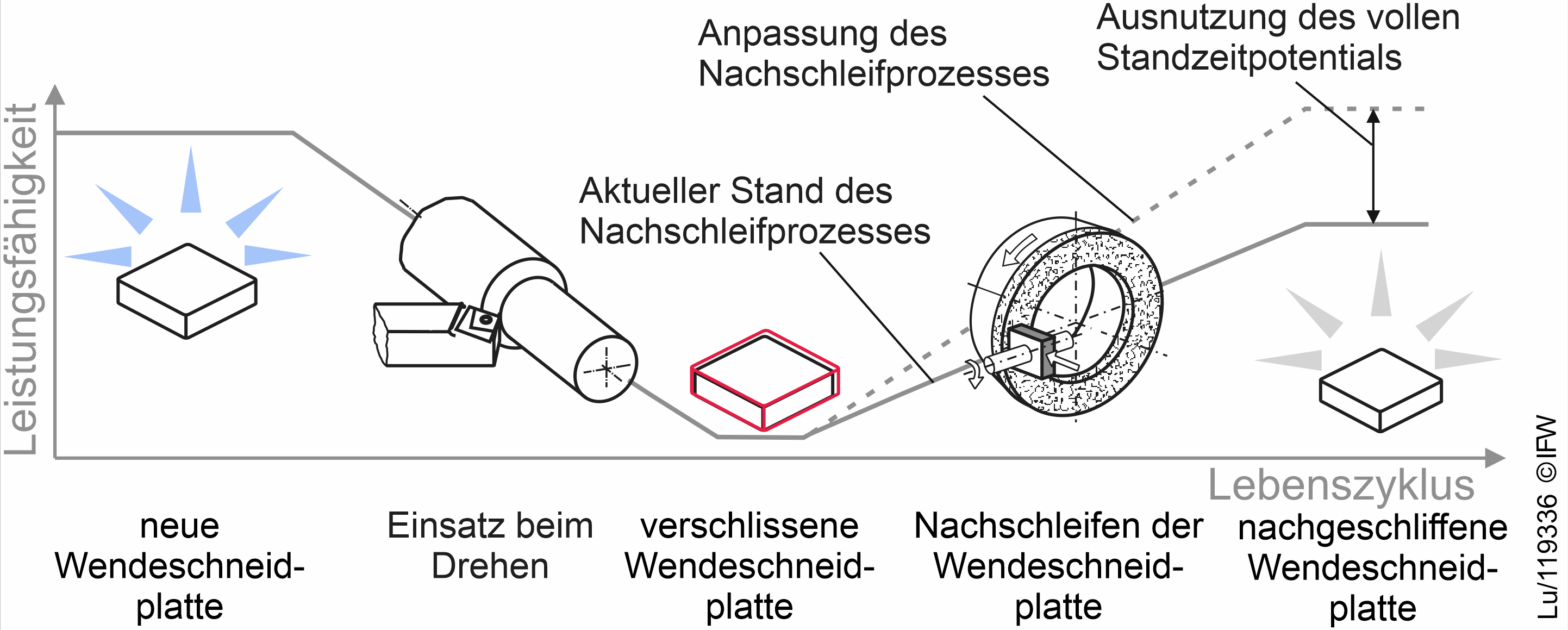
Jedním z důvodů, proč přebroušené výměnné řezné destičky nedosahují životnosti nových nástrojů, je to, že se pro posuv při přebroušení bere v úvahu pouze opticky viditelné opotřebení. Vnitřní poškození nástroje nejsou zohledněna, mohou však překročit opticky měřitelné opotřebení a tím nejsou při přebroušení zcela odstraněna. Tímto způsobem má přebroušený nástroj předběžné poškození, které při opětovném použití vede k předčasnému dosažení konce životnosti. Obrázek 1 ukazuje aktuální stav procesu přebroušení. Cílem je, aby přebroušené výměnné řezné destičky vykazovaly srovnatelnou výkonnost s novými nástroji díky vývoji přizpůsobeného procesu přebroušení.
Aby bylo možné dosáhnout srovnatelných životností přebroušených výměnných řezných destiček jako u nových nástrojů, je třeba přesné analýzy jak opticky měřitelného opotřebení, tak vnitřních poškození. Následně budou odvozeny přizpůsobené parametry pro proces přebroušení. Výzvou je, že při obrábění se používají různé materiály. Kromě toho se variabilizují procesní parametry. Variabilita vede k různým zatížením nástrojů. To má za následek různé projevy opotřebení, jako jsou zejména vnitřní poškození, která musí být zohledněna při návrhu parametrů přebroušení.
Chování opotřebení při tvrdém obrábění
V prvních pokusech byly použity PcBN výměnné řezné destičky s obsahem cBN 50 % a keramickou TiC vazbou při vnější soustružení kalené oceli 100Cr6. Při tom byly variabilizovány řezné rychlosti vc a posuv f, aby se generovalo různé opotřebení při různých řezných časech tc. Na obrázku 2 jsou znázorněny tři různé stavy opotřebení při různých řezných časech a různých procesních parametrech. Vzhledem k malé hloubce řezu v procesu se opotřebení primárně vyskytuje v oblasti rádiusu rohů a vedlejších řezných hran.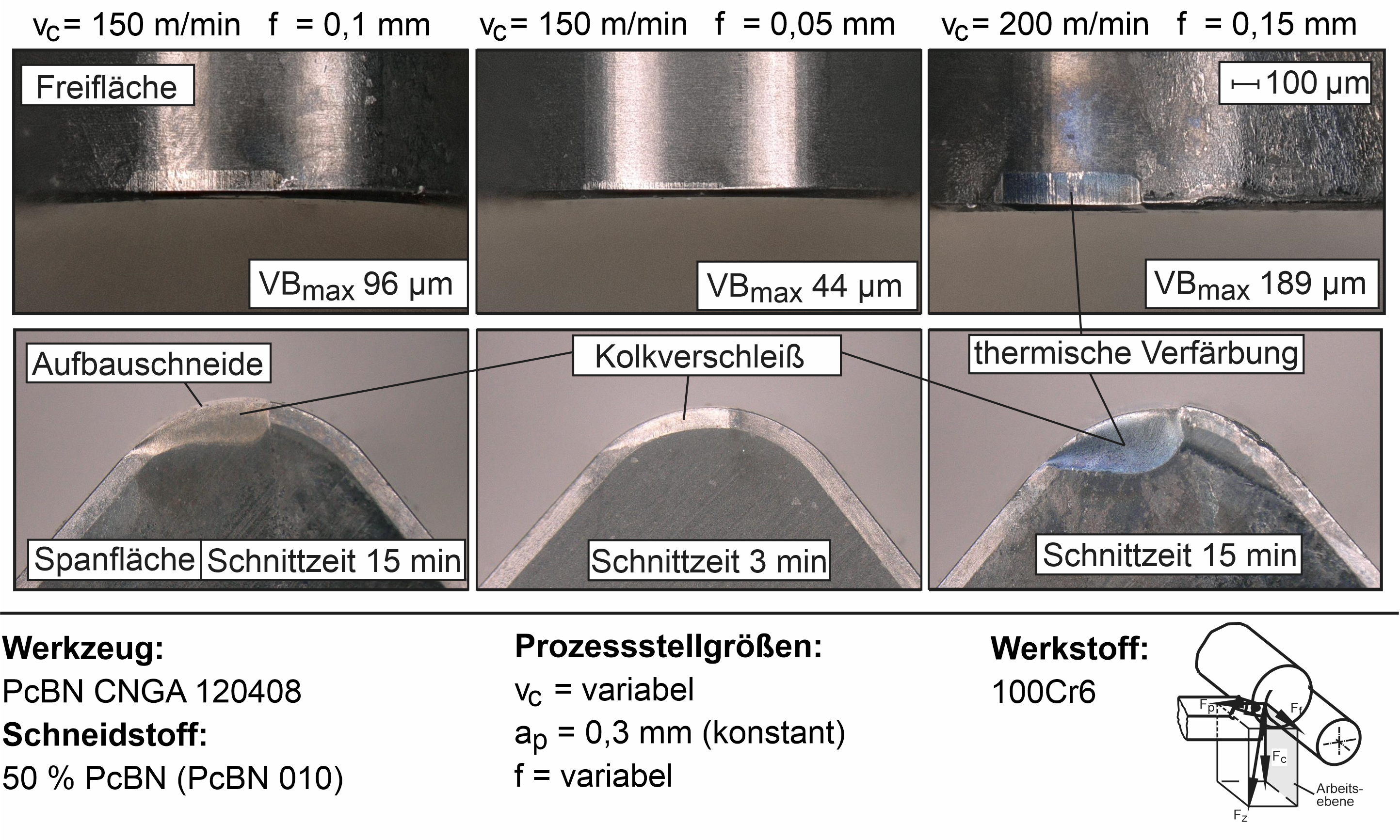
Je třeba poznamenat, že v těchto pokusech dominuje opotřebení v oblasti kolku na třískové ploše. Důvodem jsou vysoké teploty během tvrdého obrábění. Další zvýšení procesních parametrů také vede ke zvýšení tepelného zatížení, což zvyšuje míru opotřebení. Tím se šířka opotřebení zvyšuje na VBmax= 189 µm a opotřebení kolku na šířku 260 µm.
Analýza poškození
Pro nástroj s největším opotřebením následuje vyšetření vnitřních poškození. K tomu byly pořízeny snímky z kluzného broušení a detailní snímky pomocí rastrovacího elektronového mikroskopu (REM) (Obrázek 3).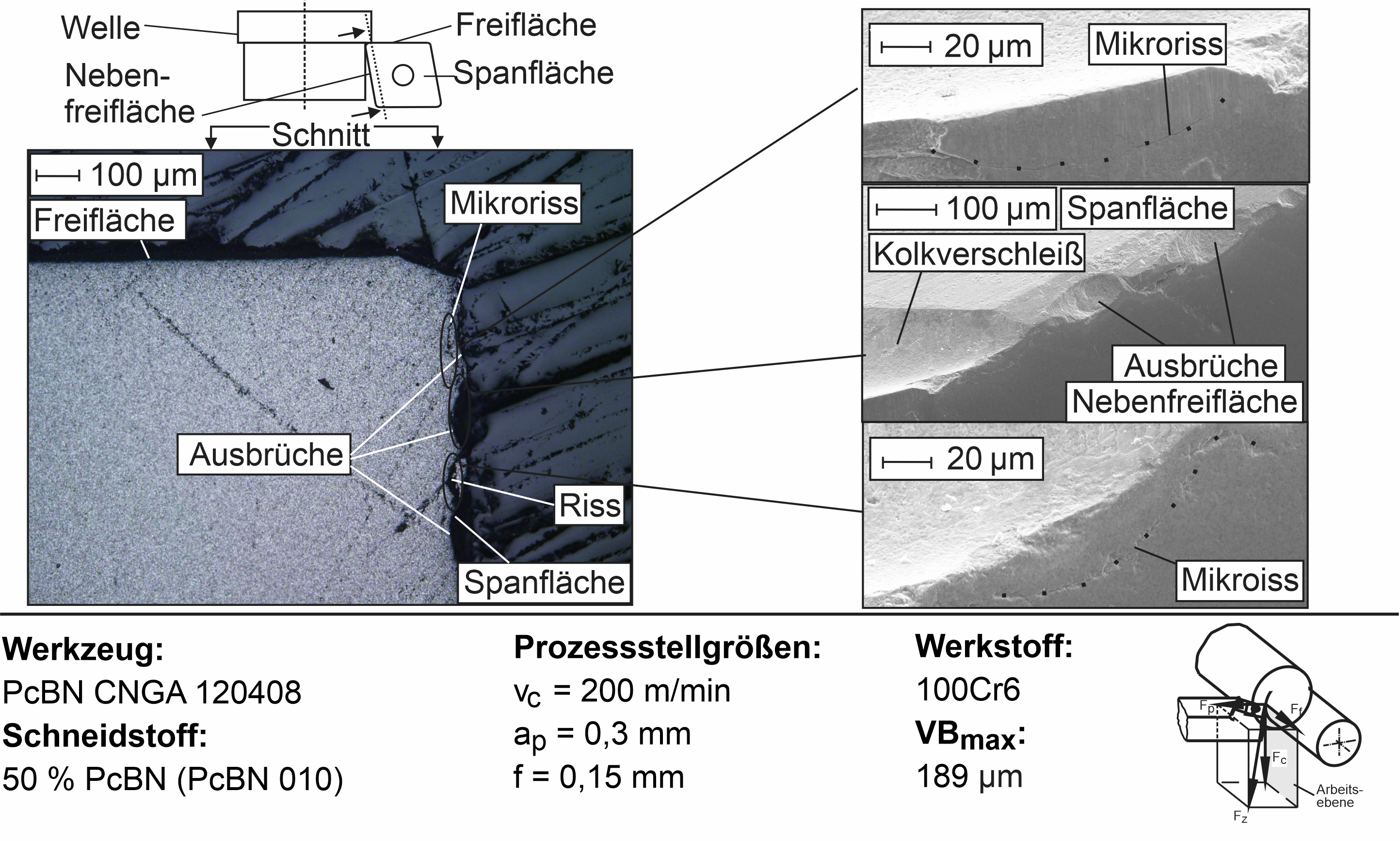
Na snímcích z kluzného broušení tohoto nástroje jsou viditelné malé mikrotrhliny. Ukazuje se však, že tato poškození jsou lokálně omezena a vyskytují se v obdobných oblastech, jako jsou viditelná poškození zvenčí. Dále je na základě snímků z rastrovacího elektronového mikroskopu jasné, že trhliny se objevují na vedlejších řezných plochách a další malé výlomy podél řezné hrany.
Na závěr lze konstatovat, že byla zjištěna vnitřní poškození v řezném materiálu. Tyto identifikované trhliny uvnitř nástroje se lokálně šíří v oblasti řezné hrany a při těchto vyšetřeních nepřekračují opotřebení volné plochy. Pro přebroušení nástrojů vyplývá z těchto vyšetření, že při přebroušení volné plochy je opotřebení kolku na třískové ploše rozhodující pro posuv. Nicméně dosud nejsou žádné poznatky o vnitřních poškozeních v oblasti třískové plochy. V budoucnu budou provedeny další studie o šíření trhlin v této oblasti nástroje. Při tom bude část třískové plochy odstraněna kluzným broušením, aby byly následně pořízeny snímky substrátu nástroje. Cílem je analýza poškození v řezném materiálu, které nejsou odstraněny procesy přebroušení na základě současných vyšetření a tím vedou k poklesu výkonnosti přebroušených výměnných řezných destiček. Na základě toho budou provedeny studie přebroušení na základě předchozích analýz poškození. Cílem je odstranit veškeré opotřebení uvnitř nástroje. V závěrečných experimentálních soustružnických vyšetřeních bude zkoumána výkonnost přebroušených výměnných řezných destiček.
Autoři: Berend Denkena, Benjamin Bergmann, Lars Luthe
Kontakt:


