

A forráshatékonyság mellett a gazdaságosság és a folyamatbiztonság is középpontba kerül a felújított szerszámok használatakor. Ezt úgy érik el, hogy nemcsak a látható szerszámkopást veszik figyelembe a felújítási paraméterek meghatározásakor, hanem a belső sérüléseket is figyelembe veszik.
A magas keménységű vágóanyagok, mint a PcBN vagy a kerámiák, a keményfém szerszámokkal ellentétben magasabb keménységgel, nagyobb kopásállósággal, valamint jobb hő- és kémiai ellenállással rendelkeznek. A keményfém szerszámokhoz képest magasabb vágási sebességek és ebből adódóan nagyobb időtartamú térfogatok érhetők el például nikkel alapú ötvözetek és edzett acél megmunkálása során. A felsorolt előnyökkel ellentétben ezeknek a szerszámoknak a beszerzési költségei lényegesen magasabbak. A PcBN szerszámok használata során a kis előtolások miatt a vágóanyag térfogatának csak egy kis része kerül felhasználásra a forgácsolás során. Ez azt eredményezi, hogy a magas keménységű szerszámok erőforrás-hatékony használata csak korlátozottan lehetséges. Az alapvető feltétel a költséghatékony és erőforrás-hatékony használathoz a vágóanyag magasabb kihasználtságának elérése. Az egyik megoldás, hogy a teljes vágóanyagot kihasználjuk, a szerszámok utóélezése. A jelenlegi probléma azonban az, hogy az utóélezett szerszámok gyakran nem érik el az új szerszámok élettartamát. Ennek oka, hogy nincsenek ismeretek a folyamatbiztos utóélezési paraméterekről.
Probléma a kemény vágószerszámok utócsiszolásánál
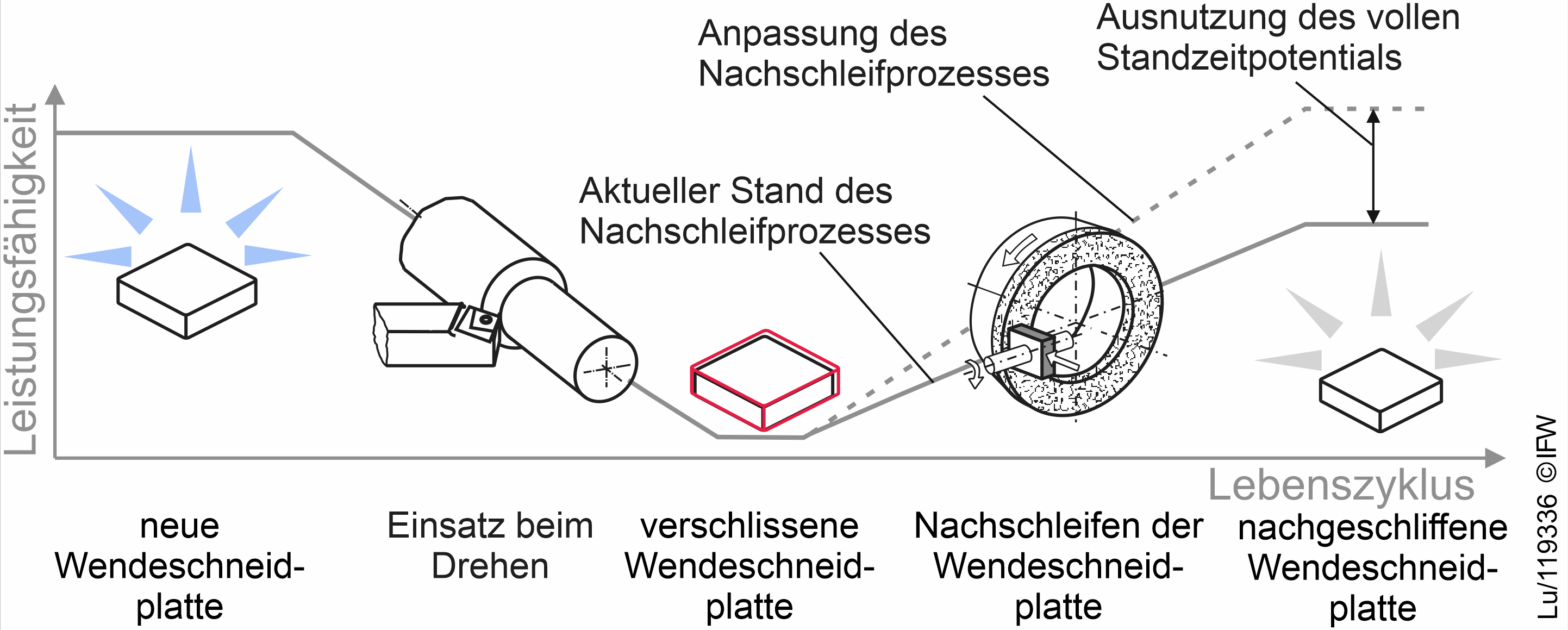
Az egyik oka annak, hogy a megélezett váltólapkák nem érik el az új szerszámok élettartamát, az, hogy csak a szabad szemmel látható kopást veszik figyelembe a megélezés során. A szerszámon belüli sérülések nincsenek figyelembe véve, pedig ezek a szabad szemmel mérhető kopást meghaladhatják, és így a megélezés során nem távolítják el őket teljesen. Ennek következtében a megélezett szerszámok előzetes sérülésekkel rendelkeznek, amelyek újbóli használatkor a korai élettartam-vég eléréséhez vezetnek. Az 1. ábra a megélezési folyamat jelenlegi állapotát mutatja. A cél az, hogy a megfelelően kidolgozott megélezési folyamat révén a megélezett váltólapkák hasonló teljesítményt nyújtsanak, mint az új szerszámok.
Ahhoz, hogy a felújított váltólapkák hasonló élettartamot érjenek el, mint az új szerszámok, pontos elemzés szükséges mind a látható kopás, mind a belső sérülések tekintetében. Ezt követően ebből származtatják a köszörülési folyamatra vonatkozóan a megfelelő beállítási paramétereket. A kihívást az jelenti, hogy különböző anyagokat használnak a forgácsolás során. Ezenkívül a folyamatbeállításokat is változtatják. A változtatás különböző terheléseket eredményez a szerszámok számára. Ez különböző kopási formákhoz vezet, mint például a belső sérülések, amelyeket figyelembe kell venni a köszörülési paraméterek meghatározásakor.
Kopásviselkedés kemény megmunkálás során
Az első kísérletek során 50%-os cBN-tartalmú PcBN váltakozó vágólemezeket használtak a megkeményített 100Cr6 külső hosszanti esztergálásánál, kerámiai TiC kötőfázissal. Itt a vágási sebességet (vc) és a táplálási sebességet (f) változtatták, hogy különböző kopásokat generáljanak különböző vágási időszakok (tc) alatt. A 2. ábrán három különböző kopási állapot látható különböző vágási időszakokban, valamint különböző folyamatparaméterek mellett. A folyamatban a kis vágási mélység miatt a kopás elsősorban a sarokradiusz és a mellékél területén jelentkezik.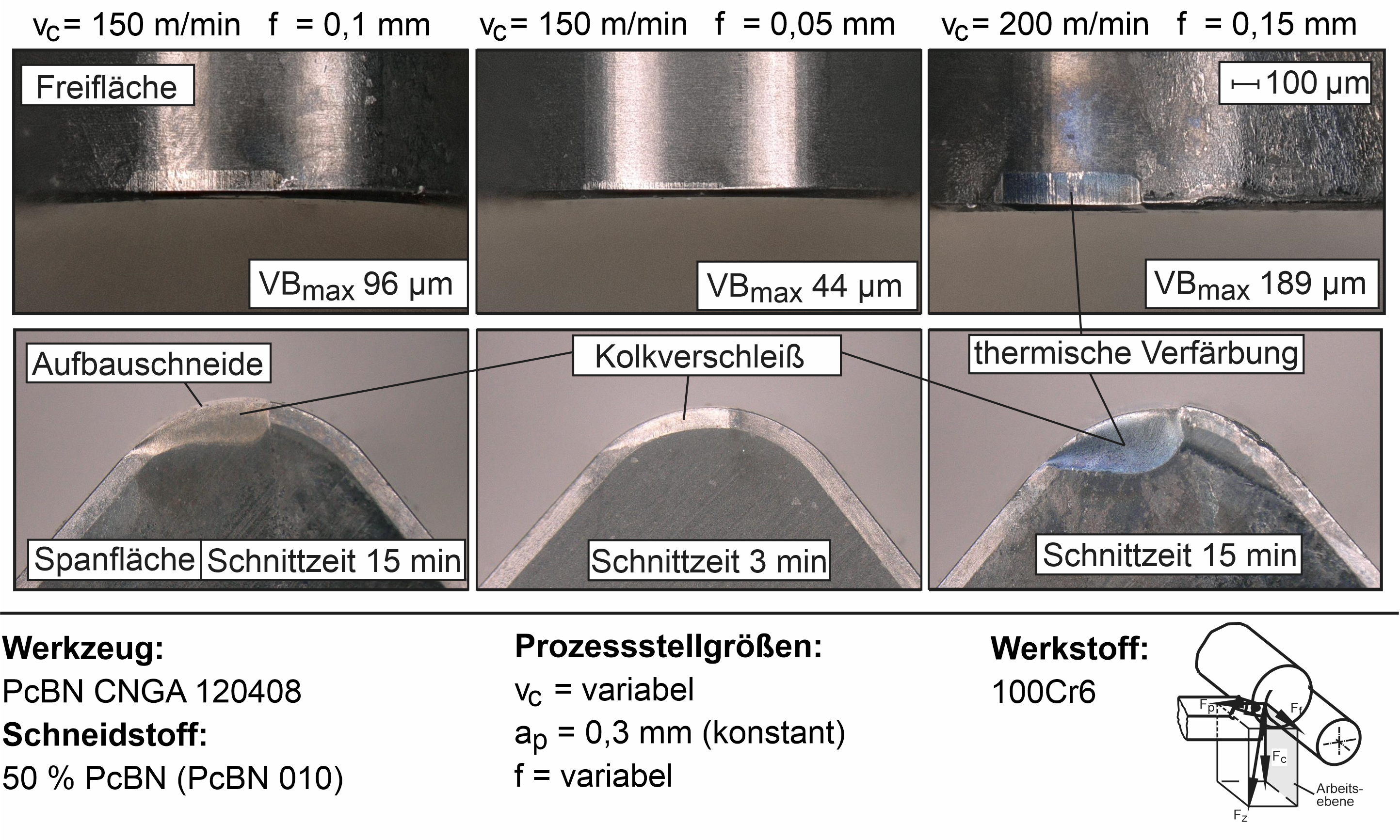
Megállapítható, hogy ezeknél a kísérletsorozatoknál a horonykopás a forgácsoló felületen dominál. Ennek oka a magas hőmérséklet a kemény megmunkálás során. A folyamat paramétereinek további növelése a hőterhelés növekedéséhez vezet, ami a kopási sebesség emelkedését eredményezi. Ennek következtében a kopásnyom szélessége VBmax= 189 µm-ra, a horonykopás szélessége pedig 260 µm-ra nő.
Károsodás elemzés
A legnagyobb kopású szerszám esetében ezt követően a belső károsodások vizsgálata történik. Ehhez csúszócsiszolásos felvételek és részletes felvételek készültek a pásztázó elektronmikroszkóppal (REM) (3. ábra).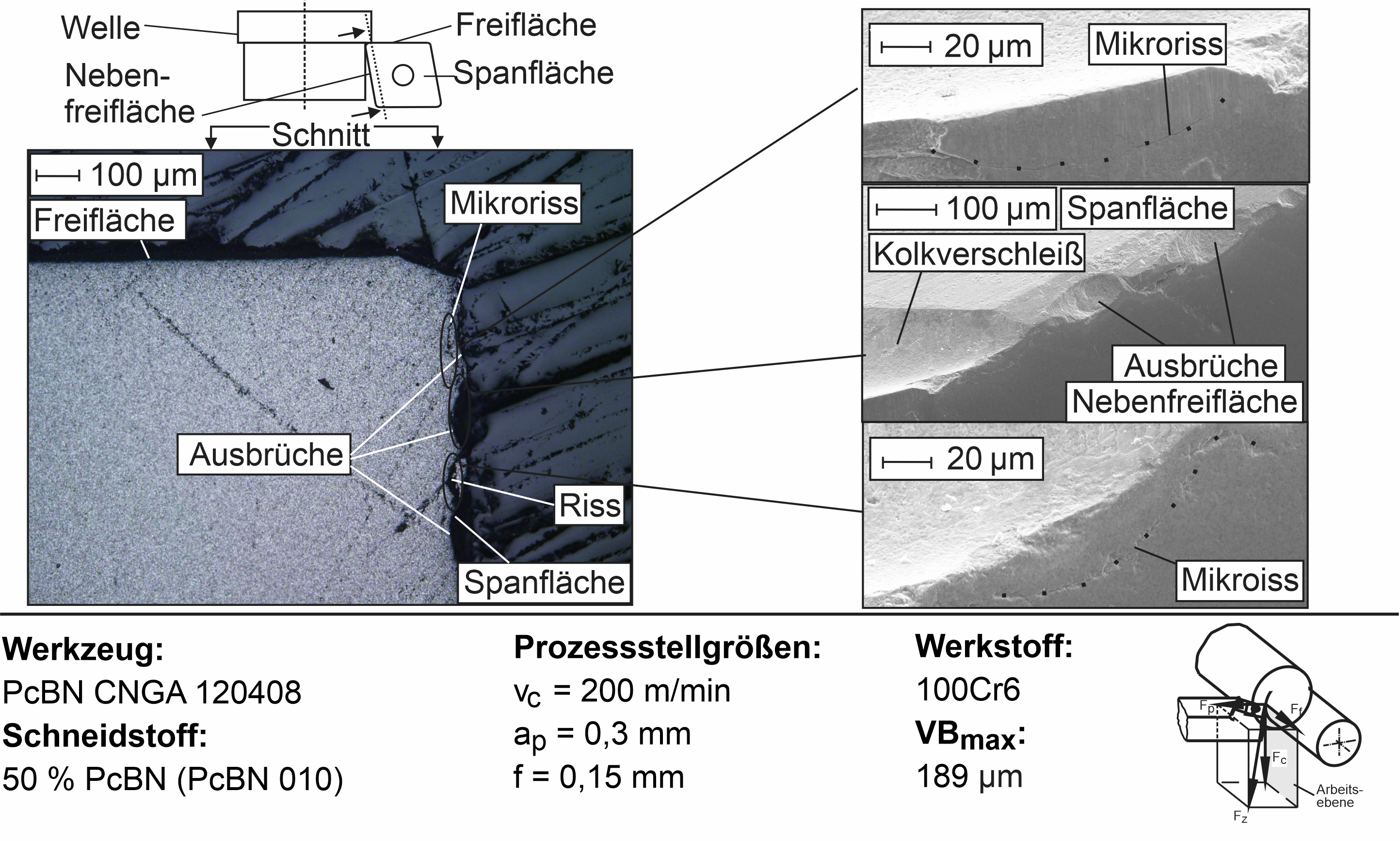
A szerszám gleitschlifffelvételein kis mikrorészek láthatók. Azonban kiderül, hogy ezek a károsodások helyileg korlátozottak, és olyan területeken jelentkeznek, ahol kívülről látható törések is előfordulnak. Ezenkívül a pásztázó elektronmikroszkópos felvételek alapján világossá válik, hogy repedések találhatók a mellék szabad felületen, valamint további kis törések a vágóél mentén.
Összegzésképpen megállapítható, hogy a vágóanyag belső sérüléseit észlelték. Ezek az azonosított repedések a szerszám belsejében helyben terjednek el a vágóél területén, és ezek a vizsgálatok során nem haladják meg a szabadfelületi kopást. A szerszámok utóélezésére vonatkozóan ezekből a vizsgálatokból következik, hogy a szabadfelületi utóélezésnél a horpadás kopása a forgácsoló felületen lényeges a beállításhoz. Azonban még nincsenek ismeretek a forgácsoló felületen belüli sérülésekről. A jövőben további vizsgálatokra kerül sor a repedések terjedésének megértésére ezen a szerszámterületen. Ekkor a forgácsoló felület egy részét csiszolással eltávolítják, hogy később képeket készítsenek a szerszám alapanyagáról. A cél az, hogy elemezzék a vágóanyagban lévő sérüléseket, amelyek az utóélezési folyamatok során, a jelenlegi vizsgálatok alapján, nem távolíthatók el, és így csökkentik az utóélezett betétek teljesítményét. Ezen alapulva utóélezési vizsgálatok folynak a korábban végzett sérüléselemzések alapján. A cél itt az, hogy eltávolítsák a bármilyen kopást a szerszám belsejében. A végső kísérleti forgácsolási vizsgálatok során az utóélezett betétek teljesítményét vizsgálják.
Szerzők: Berend Denkena, Benjamin Bergmann, Lars Luthe
Kapcsolat:


