

Pe lângă economisirea resurselor, se concentrează și pe rentabilitate și siguranța procesului în utilizarea uneltelor reascuțite. Acest lucru se realizează nu doar prin utilizarea uzurii vizibile a uneltei pentru stabilirea parametrilor de reascuțire, ci și prin luarea în considerare a daunelor interne.
Materialele de tăiere foarte dure, cum ar fi PcBN sau ceramica, se caracterizează, spre deosebire de uneltele din metal dur, printr-o duritate mai mare, o rezistență mai mare la uzură și o mai bună rezistență termică și chimică. Comparativ cu uneltele din metal dur, se pot atinge viteze de tăiere mai mari și, prin urmare, volume de tăiere mai mari în prelucrarea, de exemplu, aliajelor pe bază de nichel și oțelului călit. În contrast cu avantajele enumerate, costurile de achiziție ale acestor unelte sunt semnificativ mai mari. Datorită avansurilor mici în utilizarea uneltelor PcBN, doar o mică proporție din volumul materialului de tăiere este utilizată în timpul prelucrării. Acest lucru duce la faptul că utilizarea eficientă a resurselor cu unelte foarte dure este posibilă doar într-o măsură limitată. Fundamental pentru o utilizare eficientă din punct de vedere al costurilor și resurselor este atingerea unei utilizări mai mari a materialului de tăiere. O abordare pentru a utiliza întregul material de tăiere constă în reascuțirea uneltelor. Problema actuală este însă că uneltele reascuțite adesea nu ating durata de viață a uneltelor noi. Acest lucru se datorează faptului că nu există cunoștințe despre parametrii de reascuțire siguri din punct de vedere al procesului.
Problema reascuțirii materialelor de tăiere foarte dure
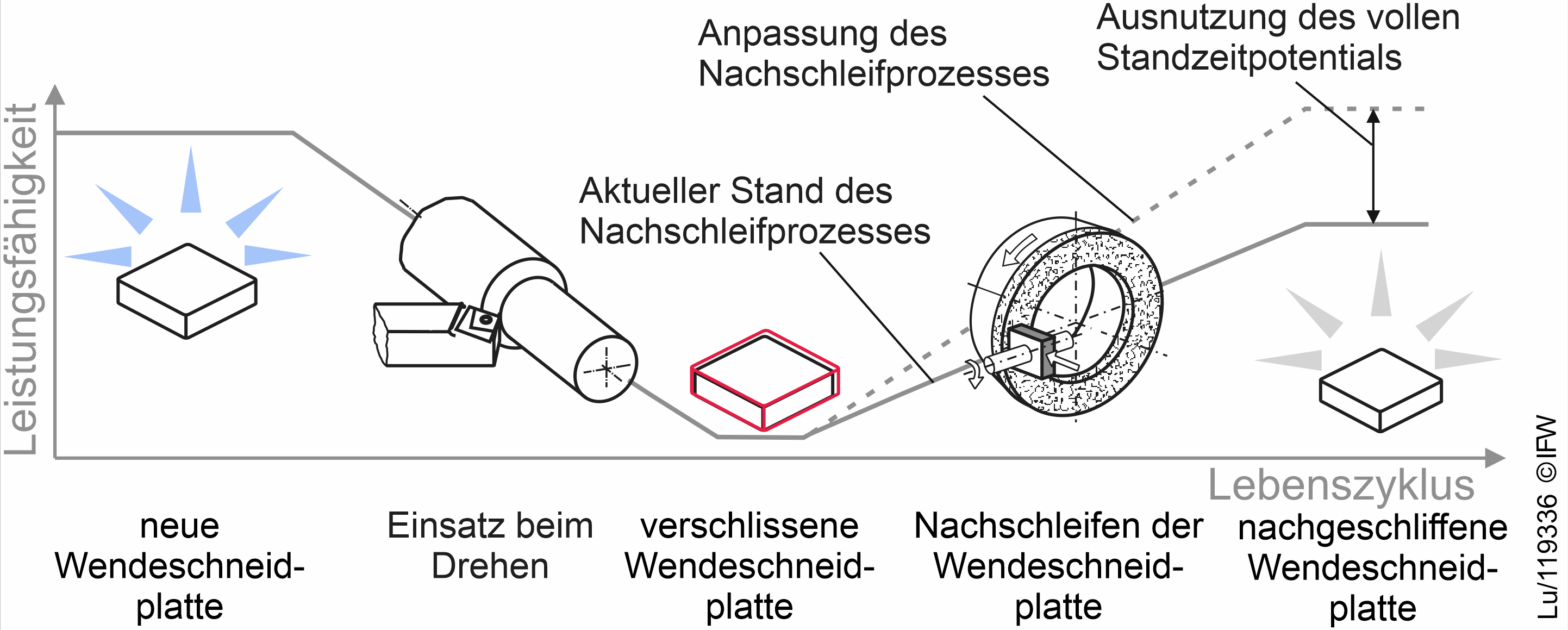
Un motiv pentru care plăcile de tăiere reascuțite nu ating durata de viață a uneltelor noi este că doar uzura vizibilă este luată în considerare pentru avansul în reascuțire. Daunele interne ale uneltei nu sunt luate în considerare, dar pot depăși uzura măsurabilă vizibil și astfel nu sunt complet eliminate prin reascuțire. Prin urmare, unealta reascuțită prezintă daune preexistente care, la o utilizare ulterioară, duc la atingerea prematură a sfârșitului duratei de viață. Figura 1 arată stadiul actual al procesului de reascuțire. Scopul este ca, prin dezvoltarea unui proces de reascuțire adaptat, plăcile de tăiere reascuțite să prezinte o capacitate comparabilă cu uneltele noi.
Pentru a atinge durate de viață comparabile cu uneltele noi cu plăci de tăiere reascuțite, este necesară o analiză precisă atât a uzurii măsurabile vizibil, cât și a daunelor interne. Ulterior, din acestea se derivă parametrii adaptați pentru procesul de reascuțire. Provocarea este că diferite materiale sunt utilizate în prelucrare. În plus, parametrii procesului sunt variați. Această variație duce la diferite sarcini asupra uneltelor. Acest lucru rezultă în diferite forme de uzură, cum ar fi în special daunele interne, care trebuie luate în considerare în proiectarea parametrilor de reascuțire.
Comportamentul uzurii în prelucrarea dură
În primele încercări, plăcile de tăiere PcBN cu un conținut de cBN de 50% și o fază de legare ceramică TiC au fost utilizate la strunjirea exterioară a oțelului călit 100Cr6. Aici, viteza de tăiere vc și avansul f au fost variate pentru a genera diferite uzuri după diferite timpuri de tăiere tc. În Figura 2 sunt prezentate trei stări diferite de uzură la diferite timpuri de tăiere, precum și diferite parametrii de proces. Datorită adâncimii mici de tăiere în proces, uzura apare în principal în zona razei colțului și a muchiei secundare.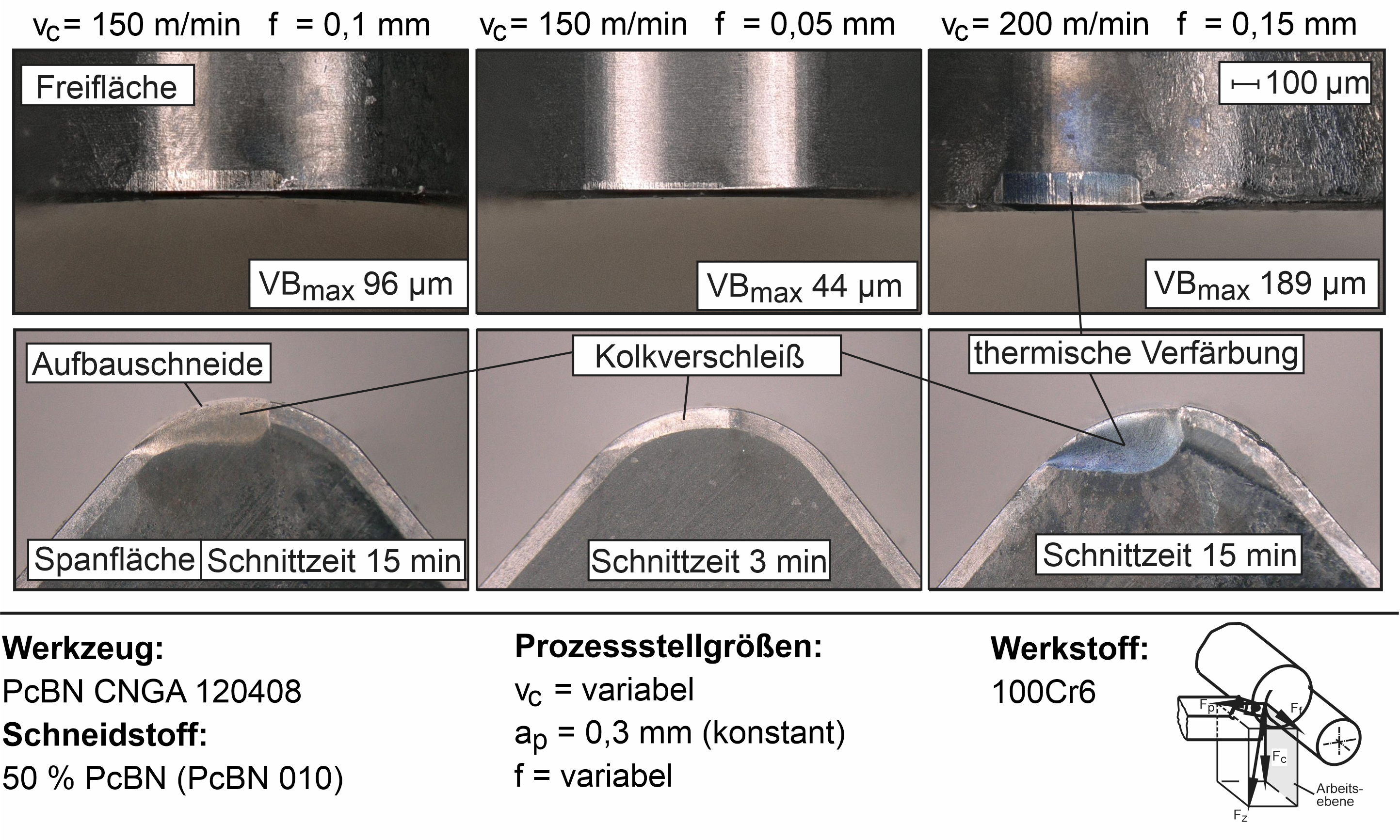
Se constată că, în aceste serii de experimente, uzura prin cavitare este dominantă pe suprafața de așchiere. Motivul pentru aceasta sunt temperaturile ridicate în timpul prelucrării dure. O creștere suplimentară a parametrilor procesului duce, de asemenea, la o creștere a sarcinii termice, ceea ce duce la o creștere a ratei de uzură. Astfel, lățimea semnelor de uzură crește la VBmax= 189 µm, iar uzura prin cavitare crește la o lățime de 260 µm.
Analiza daunelor
Pentru unealta cu cea mai mare uzură, se efectuează ulterior o examinare a daunelor interne. În acest scop, au fost realizate imagini de polizare și imagini detaliate prin microscopie electronică de scanare (REM) (Figura 3).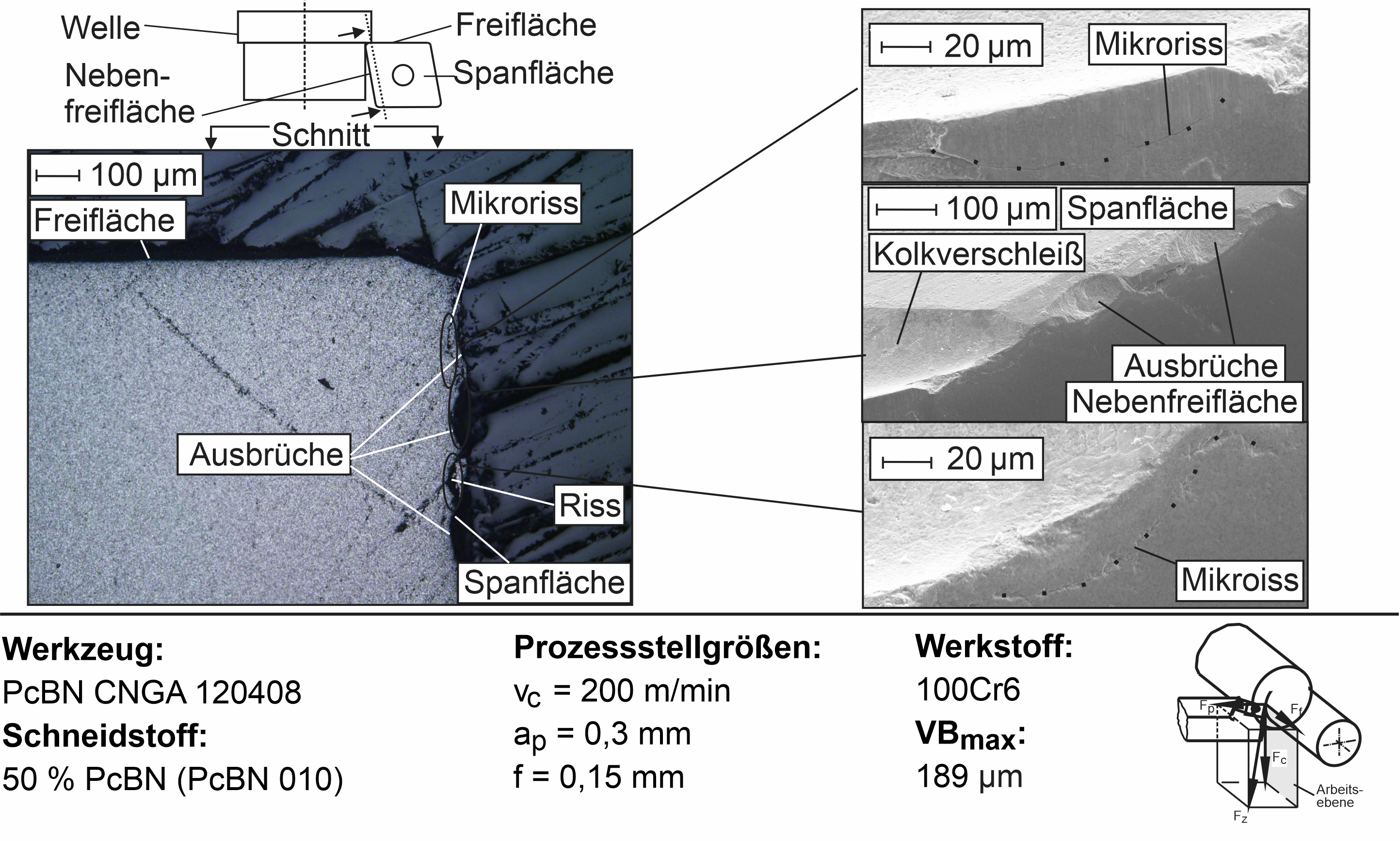
În imaginile de polizare ale acestei unelte se pot observa mici microfisuri. Se arată însă că aceste daune sunt localizate și apar în aceleași zone în care apar erupții vizibile din exterior. În plus, din imaginile microscopului electronic de scanare reiese că fisuri apar pe suprafața secundară, precum și alte mici erupții de-a lungul marginii de tăiere.
În concluzie, se poate afirma că au fost identificate daune interne în materialul de tăiere. Aceste fisuri identificate în interiorul uneltei se extind local în zona marginii de tăiere și nu depășesc uzura de pe suprafața liberă în aceste investigații. Din aceste investigații, pentru reascuțirea uneltelor rezultă că, în cazul reascuțirii pe partea liberă, uzura prin cavitare pe suprafața de așchiere este decisivă pentru avans. Cu toate acestea, nu există încă cunoștințe despre daunele interne în zona suprafeței de așchiere. În viitor, vor avea loc investigații suplimentare asupra extinderii fisurilor în această regiune a uneltei. În acest scop, o parte din suprafața de așchiere va fi îndepărtată prin polizare, pentru a obține ulterior imagini ale substratului uneltei. Scopul este analiza daunelor în materialul de tăiere, care, pe baza investigațiilor actuale, nu sunt eliminate prin procesele de reascuțire și, prin urmare, duc la reducerea capacității plăcilor de tăiere reascuțite. Pe baza acestor analize de daune efectuate anterior, vor avea loc investigații de reascuțire. Scopul este de a elimina orice uzură din interiorul uneltei. În investigațiile experimentale finale de strunjire, se va examina capacitatea plăcilor de tăiere reascuțite.
Autori: Berend Denkena, Benjamin Bergmann, Lars Luthe
Contact:


