

Oltre alla sostenibilità delle risorse, l'economicità e la sicurezza del processo nell'uso di utensili riaffilati sono al centro dell'attenzione. Questo viene raggiunto non solo considerando l'usura visibile dell'utensile per determinare i parametri di riaffilatura, ma anche tenendo conto dei danni interni.
Materiali da taglio ad alta durezza, come PcBN o ceramiche, si distinguono rispetto agli utensili in metallo duro per una maggiore durezza, maggiore resistenza all'usura e una migliore resistenza termica e chimica. Rispetto agli utensili in metallo duro, è possibile raggiungere velocità di taglio più elevate e, di conseguenza, volumi di materiale asportato più elevati durante la lavorazione di leghe a base di nichel e acciaio temprato. Tuttavia, a fronte dei vantaggi elencati, ci sono costi di acquisto significativamente più elevati per questi utensili. A causa delle piccole avanzamenti nell'uso degli utensili PcBN, solo una piccola percentuale del volume del materiale da taglio viene utilizzata durante la lavorazione. Questo porta a una limitata possibilità di utilizzo efficiente delle risorse degli utensili ad alta durezza. Fondamentale per un utilizzo economico ed efficiente delle risorse è raggiungere un maggiore sfruttamento del materiale da taglio. Un approccio per sfruttare completamente il materiale da taglio è il riaffilatura degli utensili. Tuttavia, la problematica attuale è che gli utensili riaffilati spesso non raggiungono la durata degli utensili nuovi. Questo è dovuto al fatto che non ci sono informazioni sui parametri di riaffilatura sicuri per il processo.
Problematica del riaffilatura dei materiali da taglio ad alta durezza
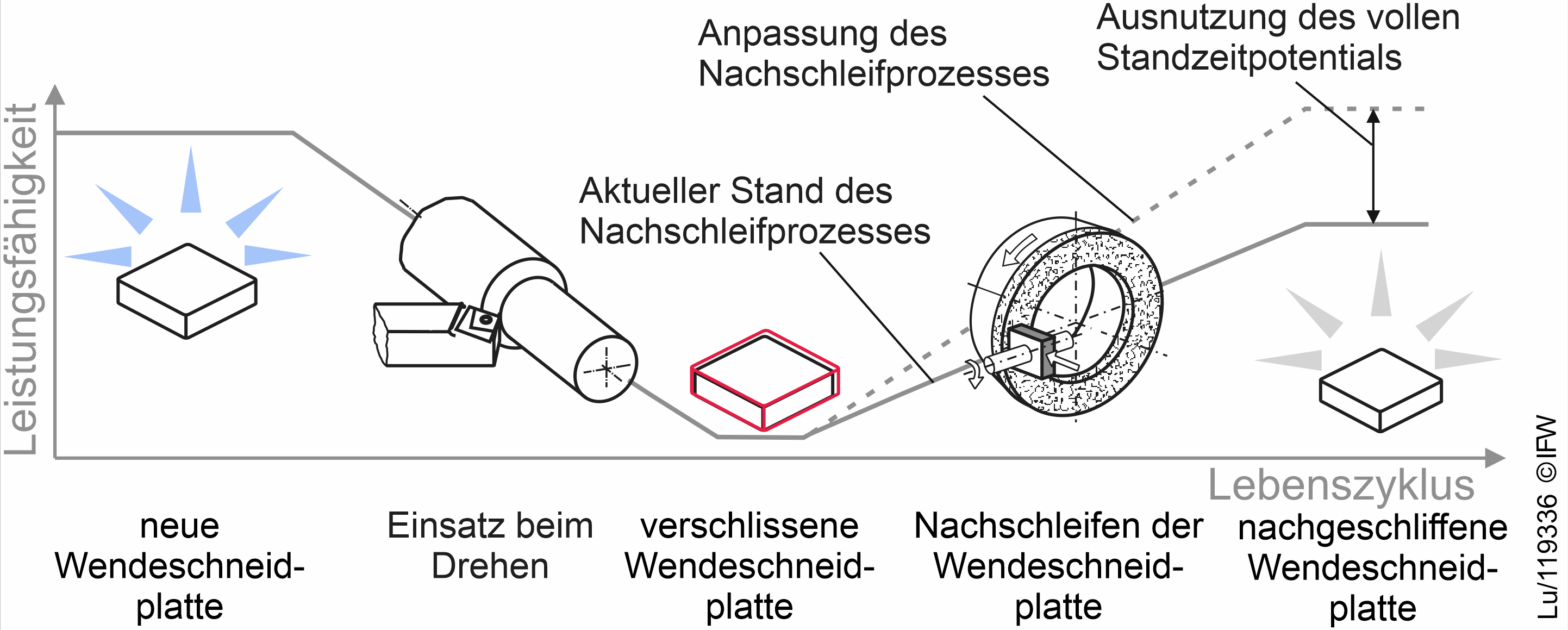
Un motivo per cui gli inserti riaffilati non raggiungono le durate degli utensili nuovi è che solo l'usura visibile viene considerata per l'avanzamento durante il riaffilatura. I danni interni all'utensile non vengono considerati, ma possono superare l'usura misurabile visivamente e quindi non vengono completamente rimossi dal riaffilatura. Di conseguenza, l'utensile riaffilato presenta pregiudizi che portano a un raggiungimento prematuro della fine della durata durante un nuovo utilizzo. La figura 1 mostra lo stato attuale del processo di riaffilatura. L'obiettivo è sviluppare un processo di riaffilatura adattato in modo che gli inserti riaffilati presentino una capacità comparabile a quella degli utensili nuovi.
Per raggiungere durate comparabili con gli inserti riaffilati come con gli utensili nuovi, è necessaria un'analisi accurata sia dell'usura misurabile visivamente che dei danni interni. Successivamente, da queste analisi vengono derivati parametri adattati per il processo di riaffilatura. La sfida qui è che vengono utilizzati materiali diversi durante la lavorazione. Inoltre, i parametri del processo vengono variati. La variazione porta a carichi diversi sugli utensili. Questo si traduce in diverse manifestazioni di usura, come in particolare danni interni, che devono essere considerati nella definizione dei parametri di riaffilatura.
Comportamento dell'usura nella lavorazione dell'acciaio duro
Nei primi esperimenti sono stati utilizzati inserti PcBN con un contenuto di cBN del 50% e una fase legante ceramica TiC durante la tornitura esterna di acciaio temprato 100Cr6. In questo caso, sono state variate la velocità di taglio vc e l'avanzamento f per generare diversi tipi di usura dopo diversi tempi di taglio tc. Nella figura 2 sono mostrati tre diversi stati di usura a diversi tempi di taglio e diverse grandezze del processo. A causa della bassa profondità di taglio nel processo, l'usura si verifica principalmente nell'area del raggio di spigolo e del tagliente secondario.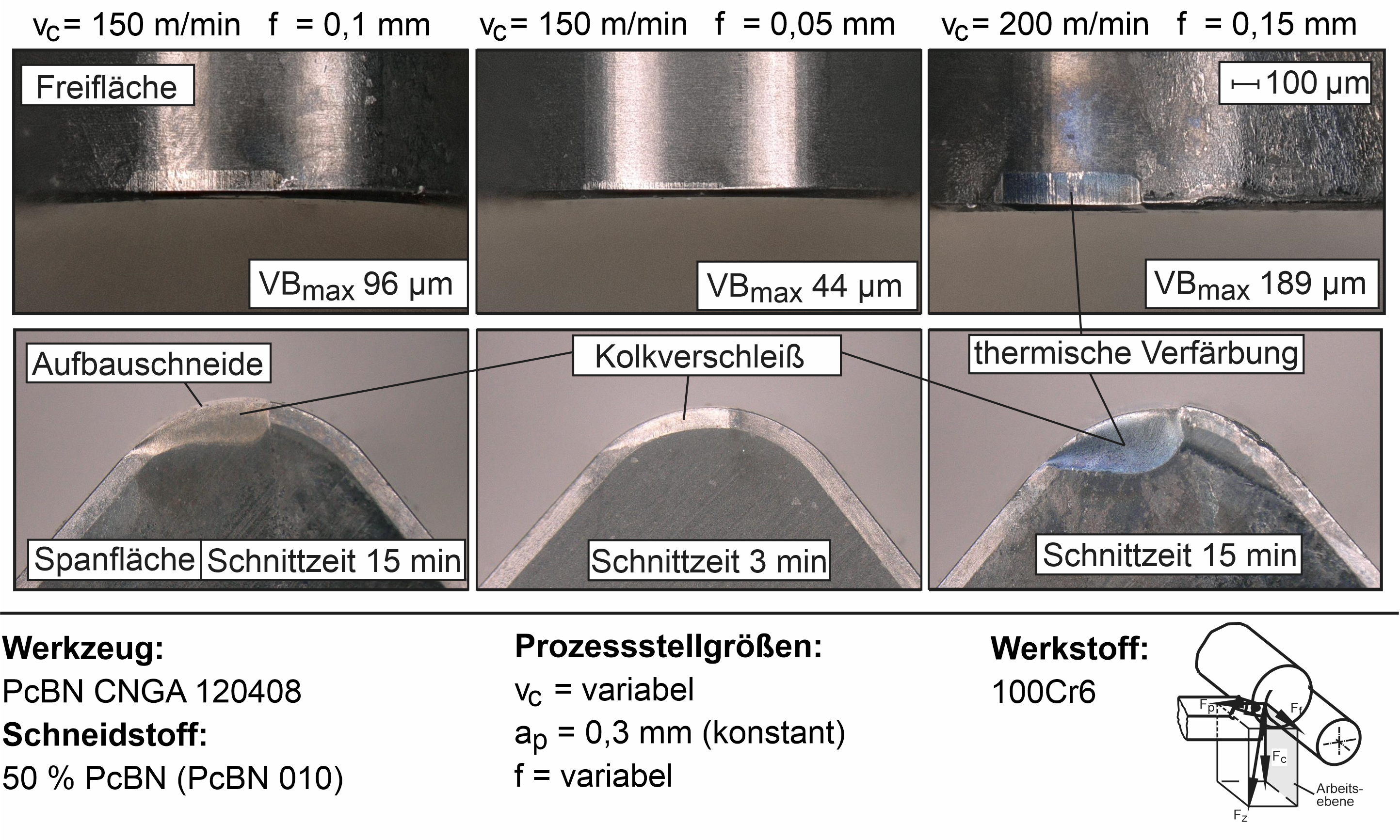
Si osserva che in queste serie di esperimenti l'usura a forma di cratere sulla superficie di truciolo è predominante. Questo è dovuto alle alte temperature durante la lavorazione dell'acciaio duro. Un ulteriore aumento delle grandezze del processo porta anche a un aumento del carico termico, il che porta a un aumento del tasso di usura. Di conseguenza, la larghezza delle tracce di usura aumenta a VBmax= 189 µm e l'usura a forma di cratere a una larghezza di 260 µm.
Analisi dei danni
Per l'utensile con il maggiore usura, viene successivamente esaminato il danno interno. A tal fine, sono state effettuate riprese di lucidatura e riprese dettagliate tramite microscopia elettronica a scansione (SEM) (Figura 3).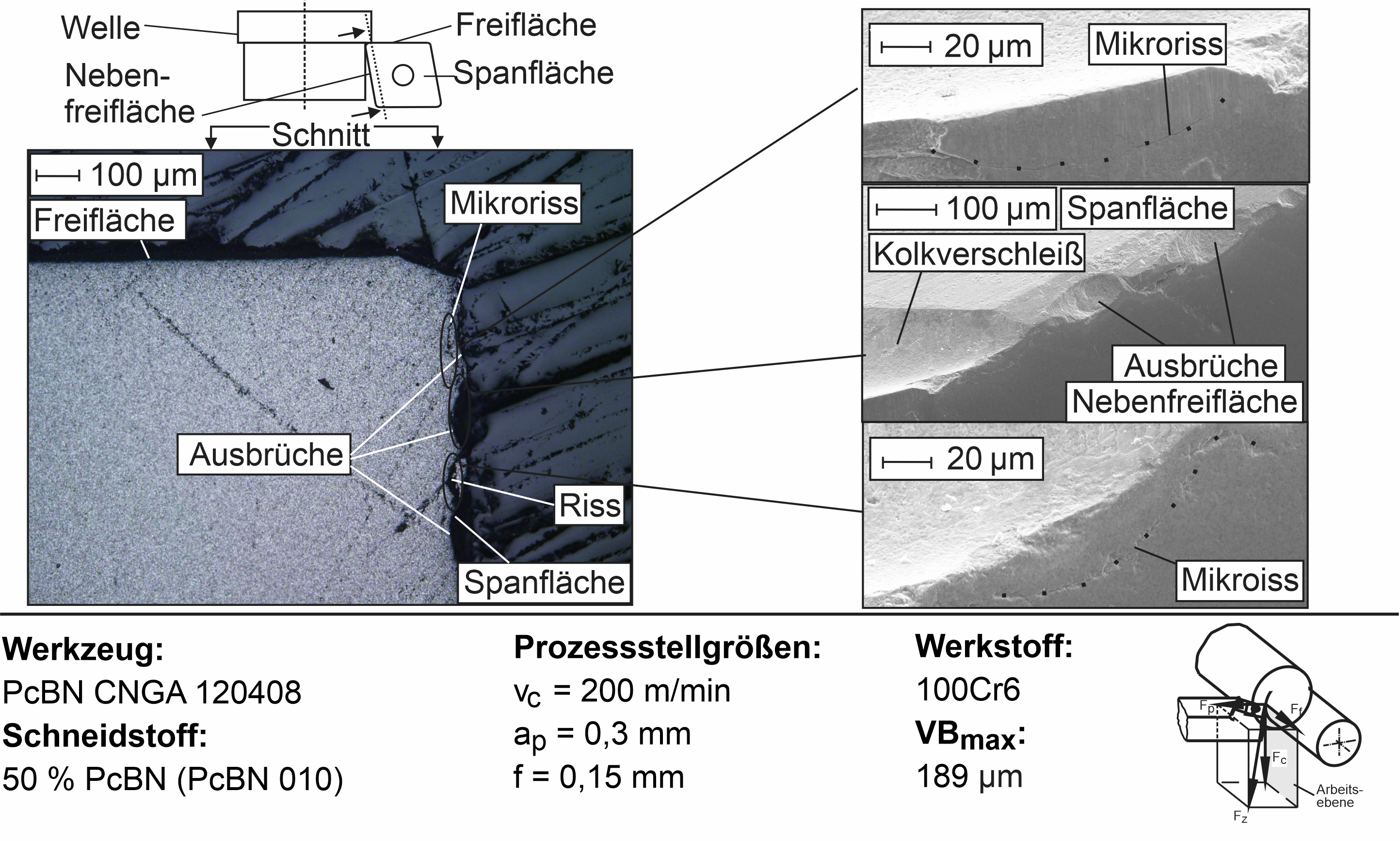
Nelle riprese di lucidatura di questo utensile sono visibili piccole microfessure. Tuttavia, si osserva che questi danni sono localizzati e si verificano nelle stesse aree in cui si verificano le rotture visibili dall'esterno. Inoltre, dalle immagini della microscopia elettronica a scansione emerge chiaramente che si verificano fessure sulla superficie secondaria e ulteriori piccole rotture lungo il bordo di taglio.
In conclusione, si può affermare che sono stati riscontrati danni interni nel materiale da taglio. Queste fessure identificate all'interno dell'utensile si espandono localmente nell'area del bordo di taglio e non superano, in queste indagini, l'usura della superficie libera. Per il riaffilatura degli utensili, da queste indagini emerge che, durante il riaffilatura della superficie libera, l'usura a forma di cratere sulla superficie di truciolo è determinante per l'avanzamento. Tuttavia, non ci sono ancora informazioni sui danni interni nell'area della superficie di truciolo. In futuro, verranno effettuate ulteriori indagini sulla diffusione delle fessure in questa regione dell'utensile. A tal fine, una parte della superficie di truciolo verrà rimossa tramite lucidatura, per poi acquisire immagini del substrato dell'utensile. L'obiettivo è analizzare i danni nel materiale da taglio, che non vengono rimossi dai processi di riaffilatura, basandosi sulle attuali indagini, e quindi portano a una riduzione della capacità degli inserti riaffilati. Sulla base di ciò, verranno effettuate indagini di riaffilatura basate sulle precedenti analisi dei danni. L'obiettivo è rimuovere qualsiasi usura all'interno dell'utensile. Negli esperimenti di tornitura conclusivi, verrà esaminata la capacità degli inserti riaffilati.
Autori: Berend Denkena, Benjamin Bergmann, Lars Luthe
Contatto:


