

In addition to resource conservation, economic efficiency and process reliability when using re-sharpened tools are also the focus. This is achieved by not only considering visible tool wear to determine the re-sharpening parameters, but also taking into account internal damages.
Highly hard cutting materials, such as PcBN or ceramics, are characterized by higher hardness, higher wear resistance, and better thermal and chemical stability compared to carbide tools. In comparison to carbide tools, higher cutting speeds and consequently higher material removal rates can be achieved when machining materials such as nickel-based alloys and hardened steel. However, the significantly higher acquisition costs of these tools stand in contrast to the aforementioned advantages. Due to the small feed rates when using PcBN tools, only a minor volume share of the cutting material is utilized during machining. This leads to a limited resource-efficient use of highly hard tools. A fundamental requirement for a cost- and resource-efficient use is to achieve a higher utilization of the cutting material. One approach to fully utilize the cutting material lies in the regrinding of tools. However, the current problem is that regrinded tools often do not achieve the tool life of new tools. This is due to the lack of knowledge about process-reliable regrinding amounts.
Problem of regrinding highly hard cutting materials
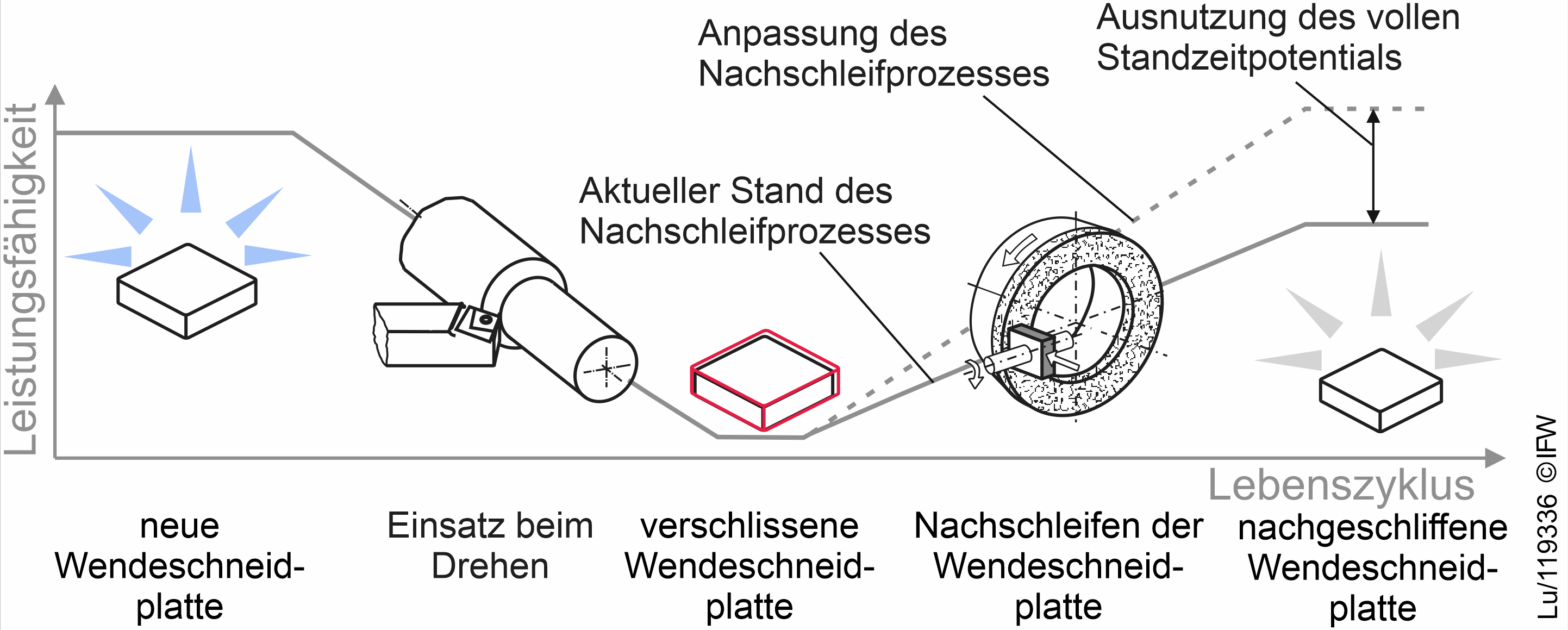
One reason that regrinded indexable cutting inserts do not achieve the tool lives of new tools is that only the visually observable wear is considered for the feed during regrinding. Internal damages in the tool are not taken into account, but they can exceed the visually measurable wear and thus are not completely removed by regrinding. As a result, the regrinded tool exhibits pre-damages that lead to premature end of tool life upon re-use. Figure 1 shows the current state of the regrinding process. The goal is that through the development of an adapted regrinding process, regrinded indexable cutting inserts exhibit a comparable performance to new tools.
To achieve comparable tool lives with regrinded indexable cutting inserts as with new tools, a precise analysis of both the visually measurable wear and the internal damages is required. Subsequently, adapted parameters for the regrinding process will be derived from this. A challenge here is that different materials are used during machining. Additionally, the process parameters are varied. The variation leads to different loads on the tools. This results in different wear patterns, particularly internal damages, which must be considered when designing the regrinding parameters.
Wear behavior in hard machining
In initial experiments, PcBN indexable cutting inserts with a cBN content of 50% and a ceramic TiC binder phase were used in external longitudinal turning of hardened 100Cr6. Here, the cutting speed vc and the feed f were varied to generate different wear after different cutting times tc. Figure 2 shows three different wear states at different cutting times and different process parameters. Due to the low cutting depth in the process, the wear primarily occurs in the area of the corner radius and the secondary cutting edge.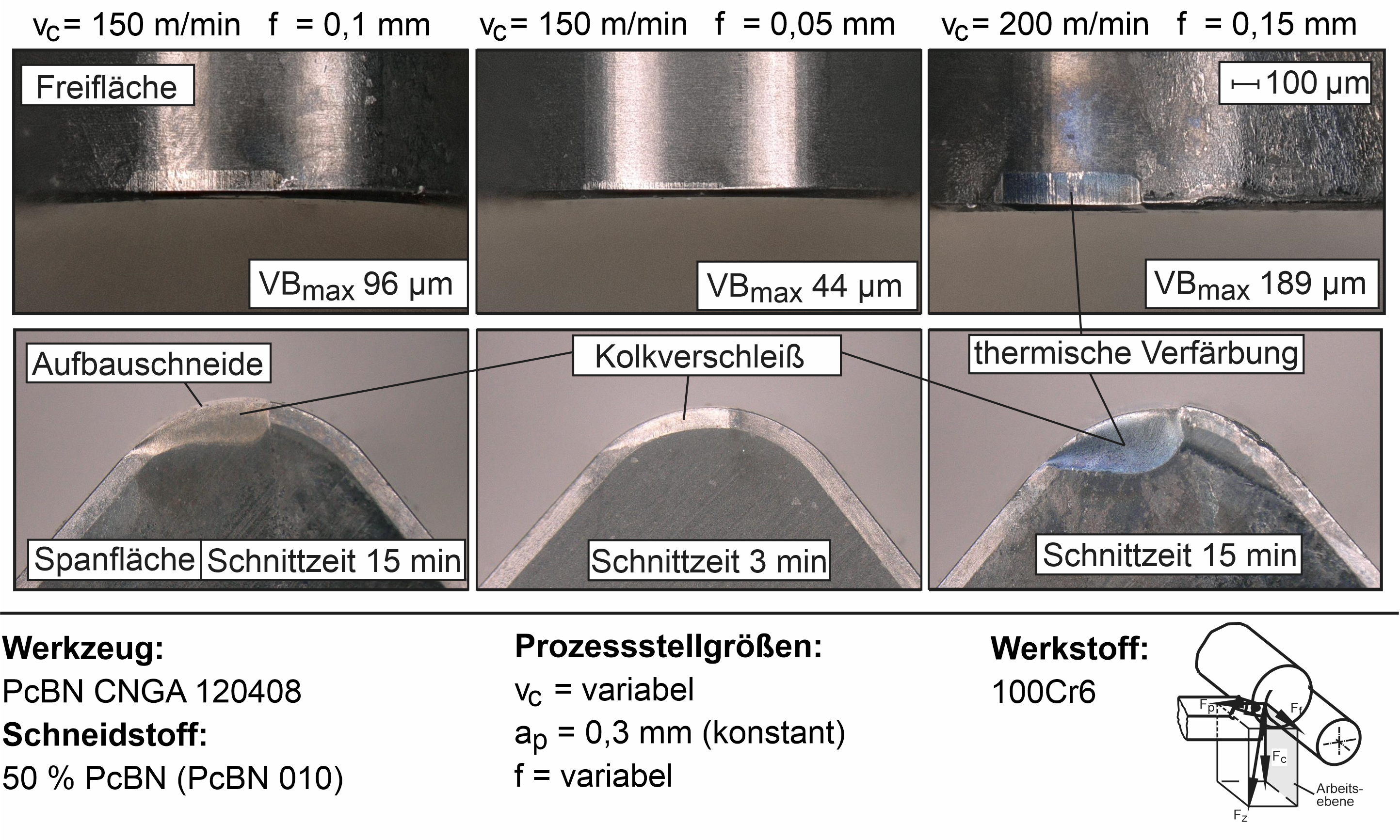
It can be observed that in these experimental series, crater wear on the cutting surface is dominant. This is due to the high temperatures during hard machining. Furthermore, an increase in the process parameters also leads to an increase in thermal load, which in turn increases the wear rate. Consequently, the wear mark width increases to VBmax= 189 µm and the crater wear increases to a width of 260 µm.
Damage analysis
For the tool with the highest wear, an investigation of internal damages follows. For this purpose, grinding images and detailed images were taken using a scanning electron microscope (SEM) (Figure 3).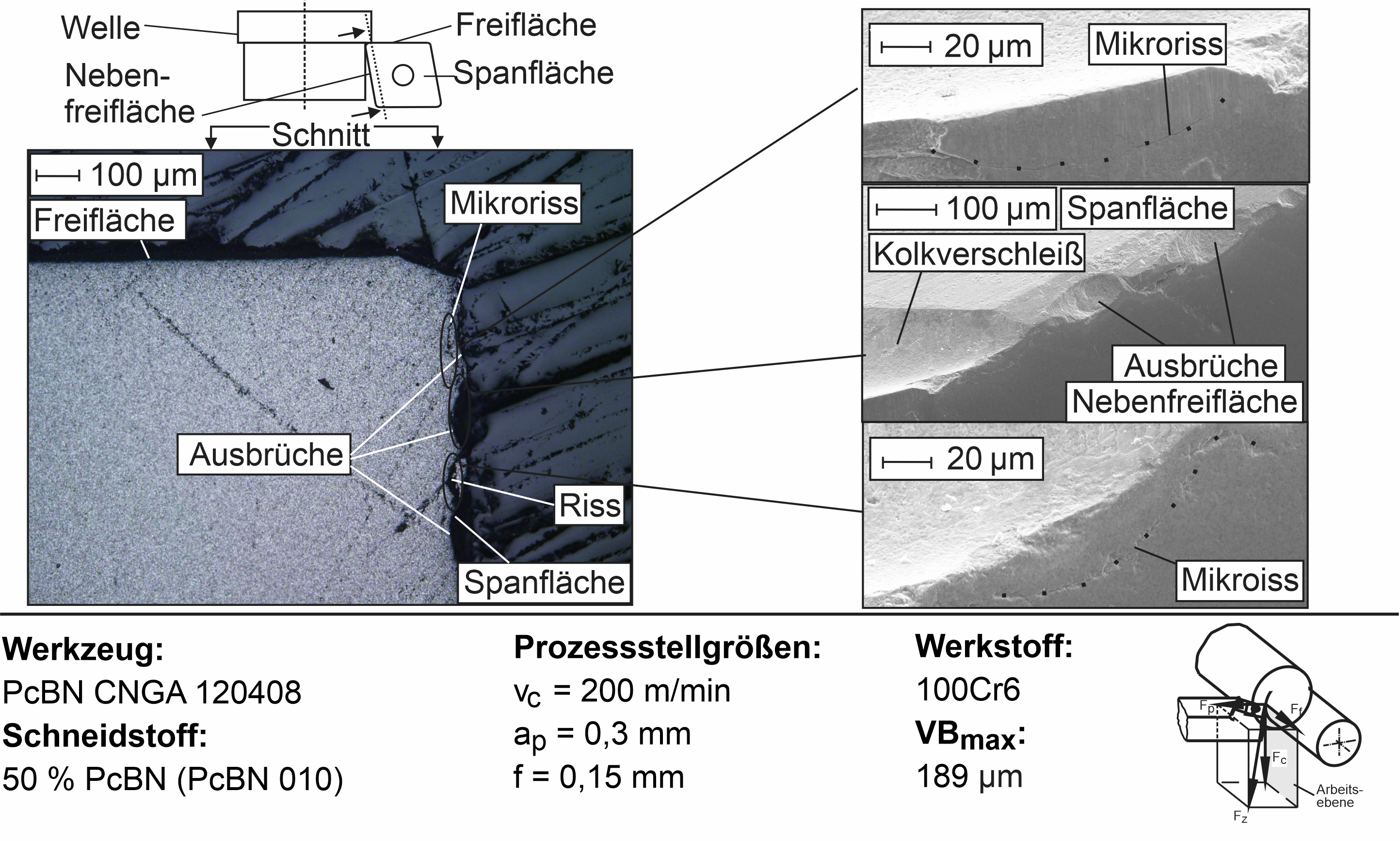
In the grinding images of this tool, small micro-cracks can be seen. However, it is evident that these damages are locally limited and occur in the same areas as externally visible breakouts. Additionally, the scanning electron microscope images clearly show that cracks occur on the secondary cutting edge as well as other small breakouts along the cutting edge.
In conclusion, it can be stated that internal damages in the cutting material have been identified. These identified cracks inside the tool spread locally in the area of the cutting edge and do not exceed the flank wear in these investigations. For the regrinding of the tools, it follows from these investigations that when regrinding from the flank side, the crater wear on the cutting surface is crucial for the feed. However, there is still no knowledge about internal damages in the area of the cutting surface. In the future, further investigations will be conducted on the propagation of cracks in this tool region. Here, part of the cutting surface will be removed by grinding to subsequently take images of the tool substrate. The goal here is to analyze the damages in the cutting material that are not removed by regrinding processes based on the current investigations and thus lead to a reduction in the performance of regrinded indexable cutting inserts. Building on this, regrinding investigations will be conducted based on the previously carried out damage analyses. The aim here is to remove any wear in the tool interior. In concluding experimental turning investigations, the performance of the regrinded indexable cutting inserts will be examined.
Authors: Berend Denkena, Benjamin Bergmann, Lars Luthe
Contact:


