

Obok oszczędności zasobów, na pierwszym planie znajduje się również opłacalność i bezpieczeństwo procesu przy użyciu narzędzi po ostrzeniu. Osiąga się to poprzez uwzględnienie nie tylko widocznego zużycia narzędzi przy ustalaniu parametrów ostrzenia, ale także wewnętrznych uszkodzeń.
Wysokotwarde materiały skrawające, takie jak PcBN czy ceramika, w przeciwieństwie do narzędzi węglikowych charakteryzują się wyższą twardością, większą odpornością na zużycie oraz lepszą odpornością termiczną i chemiczną. W porównaniu do narzędzi węglikowych można osiągnąć wyższe prędkości skrawania, a co za tym idzie, również wyższe objętości skrawania podczas obróbki na przykład stopów na bazie niklu i stali utwardzanej. W przeciwieństwie do wymienionych zalet, stoją znacznie wyższe koszty zakupu tych narzędzi. Z powodu małych posuwów przy użyciu narzędzi PcBN tylko niewielka część objętości materiału skrawającego jest wykorzystywana podczas obróbki. Prowadzi to do tego, że efektywne wykorzystanie zasobów wysokotwardych narzędzi jest tylko ograniczone. Kluczowe dla kosztownego i efektywnego wykorzystania zasobów jest osiągnięcie wyższego wykorzystania materiału skrawającego. Jednym z podejść do pełnego wykorzystania materiału skrawającego jest ponowne ostrzenie narzędzi. Aktualnym problemem jest jednak to, że ponownie ostrzone narzędzia często nie osiągają trwałości nowych narzędzi. Wynika to z braku wiedzy na temat procesów bezpiecznego ponownego ostrzenia.
Problem z ponownym szlifowaniem wysokotwardych materiałów skrawających
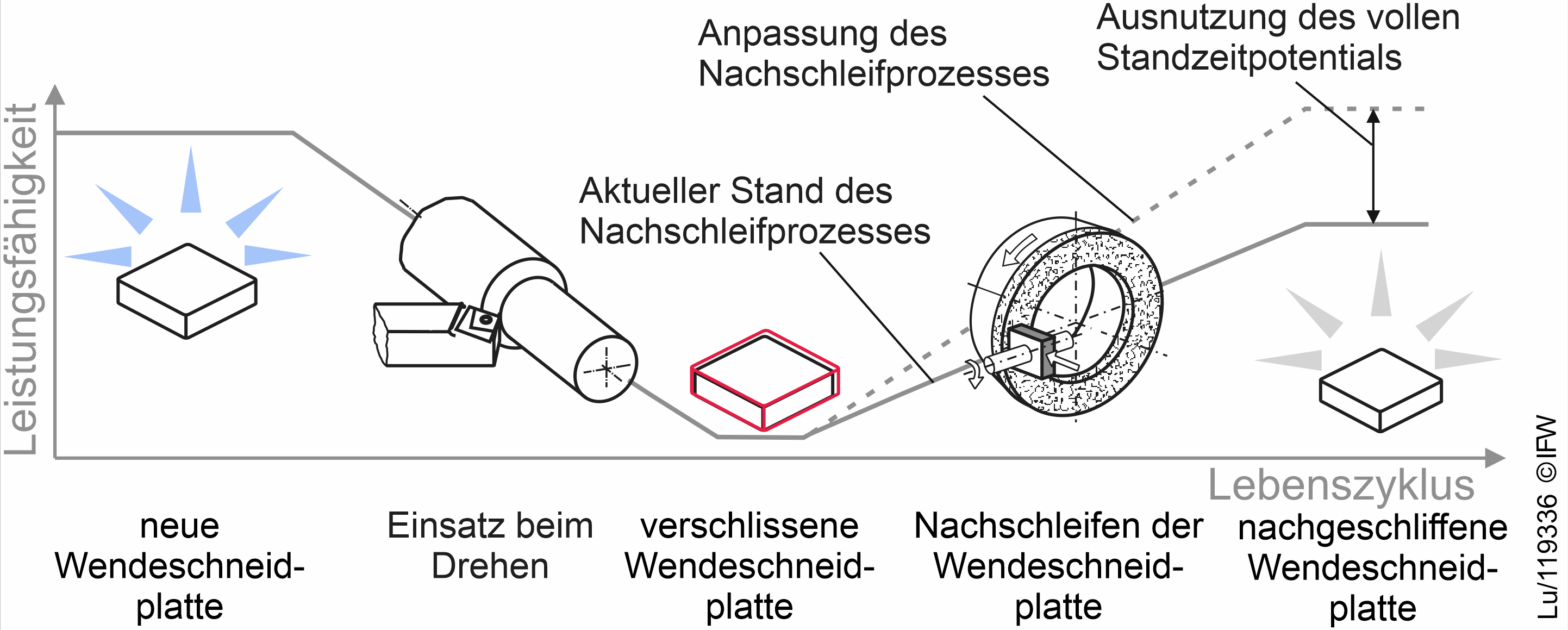
Jednym z powodów, dla których ostrza skrawające po szlifowaniu nie osiągają czasów pracy nowych narzędzi, jest to, że jedynie widoczny gołym okiem zużycie jest brane pod uwagę przy szlifowaniu. Uszkodzenia wewnętrzne narzędzia nie są brane pod uwagę, mogą jednak przekraczać mierzalne zużycie i w związku z tym nie są całkowicie usuwane podczas szlifowania. W rezultacie narzędzie po szlifowaniu ma wstępne uszkodzenia, które przy ponownym użyciu prowadzą do przedwczesnego osiągnięcia końca czasu pracy. Rysunek 1 pokazuje aktualny stan procesu szlifowania. Celem jest opracowanie dostosowanego procesu szlifowania, aby ostrza skrawające po szlifowaniu miały porównywalną wydajność z nowymi narzędziami.
Aby osiągnąć porównywalne czasy eksploatacji narzędzi po ostrzeniu w porównaniu do nowych narzędzi, konieczna jest dokładna analiza zarówno optycznie mierzalnego zużycia, jak i wewnętrznych uszkodzeń. Następnie na tej podstawie opracowywane są dostosowane parametry dla procesu ostrzenia. Wyzwanie polega na tym, że przy obróbce skrawaniem stosowane są różne materiały. Dodatkowo parametry procesu są zmieniane. Ta zmiana prowadzi do różnych obciążeń narzędzi. Skutkuje to różnymi formami zużycia, w szczególności wewnętrznymi uszkodzeniami, które muszą być uwzględnione przy projektowaniu parametrów ostrzenia.
Zachowanie zużycia podczas obróbki twardej
W pierwszych próbach zastosowano wkładki skrawające PcBN z zawartością cBN wynoszącą 50 % oraz ceramiczną fazą wiążącą TiC podczas toczenia zewnętrznego utwardzonego 100Cr6. W tym przypadku zmieniano prędkość skrawania vc oraz posuw f, aby wygenerować różny stopień zużycia w zależności od różnych czasów skrawania tc. Na rysunku 2 przedstawiono trzy różne stany zużycia w różnych czasach skrawania oraz przy różnych parametrach procesu. Z powodu małej głębokości skrawania w procesie, zużycie występuje głównie w obszarze promienia narożnika oraz na krawędzi bocznej.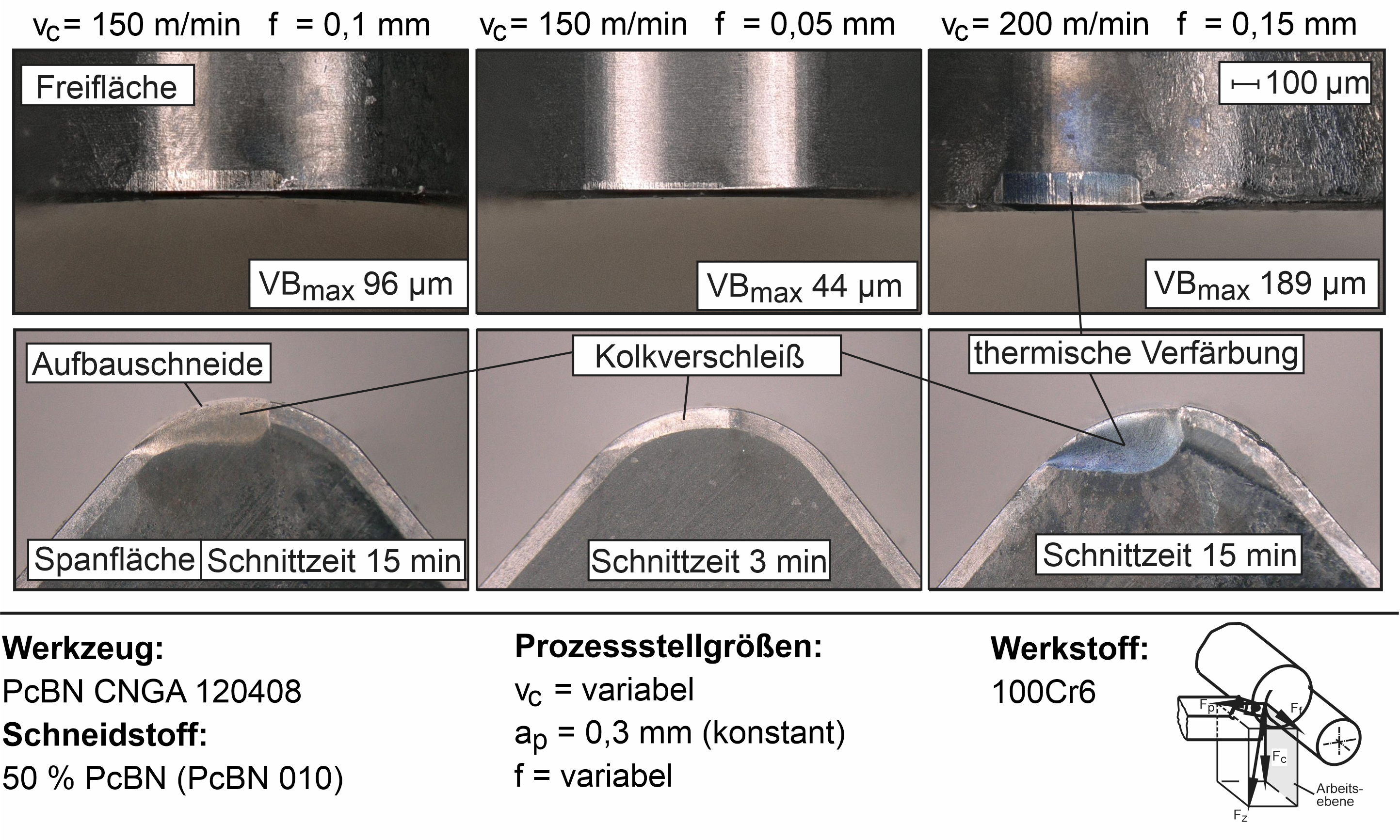
Należy stwierdzić, że w tych seriach prób zużycie w postaci wgłębień na powierzchni skrawania jest dominujące. Przyczyną tego są wysokie temperatury podczas obróbki twardej. Dalsze zwiększenie parametrów procesu prowadzi również do wzrostu obciążenia termicznego, co skutkuje zwiększeniem wskaźnika zużycia. W związku z tym szerokość oznak zużycia wzrasta do VBmax = 189 µm, a zużycie w postaci wgłębień do szerokości 260 µm.
Analiza uszkodzeń
Dla narzędzia z największym zużyciem przeprowadzono następnie badanie wewnętrznych uszkodzeń. W tym celu wykonano zdjęcia z szlifowania oraz zdjęcia szczegółowe za pomocą mikroskopu elektronowego skaningowego (SEM) (Rysunek 3).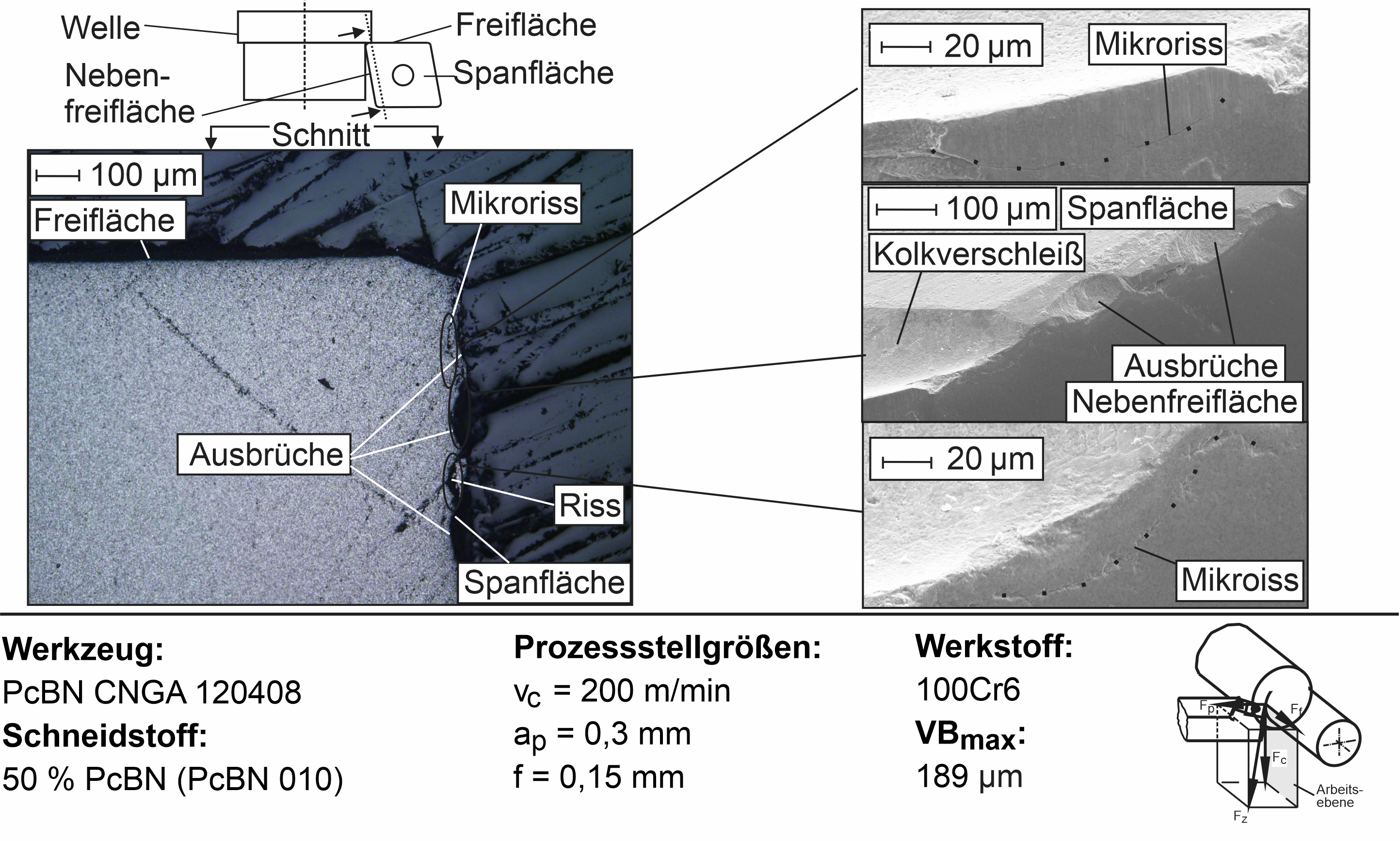
Na zdjęciach z obróbki ściernej tego narzędzia widać małe mikropęknięcia. Okazuje się jednak, że te uszkodzenia są lokalnie ograniczone i występują w tych samych obszarach, co widoczne z zewnątrz odpryski. Ponadto z obrazów uzyskanych za pomocą mikroskopii elektronowej wynika, że pęknięcia występują na powierzchni bocznej oraz dodatkowe małe odpryski wzdłuż krawędzi skrawającej.
Na koniec można stwierdzić, że wewnętrzne uszkodzenia w materiale skrawającym zostały stwierdzone. Zidentyfikowane pęknięcia wewnątrz narzędzia rozprzestrzeniają się lokalnie w obszarze krawędzi skrawającej i w trakcie tych badań nie przekraczają zużycia powierzchni wolnej. Z tych badań wynika, że podczas szlifowania z boku powierzchni wolnej, zużycie w obszarze wklęsłości na powierzchni wióra ma decydujące znaczenie dla dostosowania. Jednakże, jak dotąd nie ma jeszcze informacji na temat wewnętrznych uszkodzeń w obszarze powierzchni wióra. W przyszłości przeprowadzone zostaną dalsze badania nad rozprzestrzenianiem się pęknięć w tym obszarze narzędzia. W tym celu część powierzchni wióra zostanie usunięta za pomocą szlifowania, aby następnie zarejestrować obrazy podłoża narzędzia. Celem jest analiza uszkodzeń w materiale skrawającym, które nie są usuwane w procesach szlifowania, na podstawie obecnych badań, co prowadzi do obniżenia wydajności szlifowanych wkładek skrawających. Na tej podstawie przeprowadzone zostaną badania szlifowania oparte na wcześniejszych analizach uszkodzeń. Celem jest usunięcie wszelkiego zużycia wewnątrz narzędzia. W końcowych eksperymentalnych badaniach obrotowych zostanie zbadana wydajność szlifowanych wkładek skrawających.
Autorzy: Berend Denkena, Benjamin Bergmann, Lars Luthe
Kontakt:


