

En plus de la préservation des ressources, l'accent est également mis sur la rentabilité et la sécurité des processus lors de l'utilisation d'outils réaffûtés. Cela est réalisé en prenant en compte non seulement l'usure visible des outils pour déterminer les paramètres de réaffûtage, mais aussi en tenant compte des dommages internes.
Les matériaux de coupe très durs, tels que le PcBN ou les céramiques, se distinguent des outils en carbure par une dureté plus élevée, une résistance à l'usure supérieure ainsi qu'une meilleure résistance thermique et chimique. Par rapport aux outils en carbure, des vitesses de coupe plus élevées et, par conséquent, des volumes d'enlèvement de matière plus importants peuvent être atteints lors du traitement d'alliages à base de nickel et d'acier trempé, par exemple. En revanche, les coûts d'acquisition de ces outils sont nettement plus élevés. En raison des faibles avances lors de l'utilisation d'outils en PcBN, seule une petite fraction du volume du matériau de coupe est utilisée pendant l'usinage. Cela conduit à une utilisation efficace des ressources des outils très durs qui est seulement limitée. Fondamentalement, pour une utilisation rentable et efficace en ressources, il est essentiel d'atteindre une meilleure exploitation du matériau de coupe. Une approche pour exploiter pleinement le matériau de coupe consiste à réaffûter les outils. Cependant, le problème actuel est que les outils réaffûtés n'atteignent souvent pas la durée de vie des outils neufs. Cela est dû au fait qu'il n'existe pas de connaissances sur les montants de réaffûtage sûrs pour le processus.
Problématique du réaffûtage des matériaux de coupe très durs
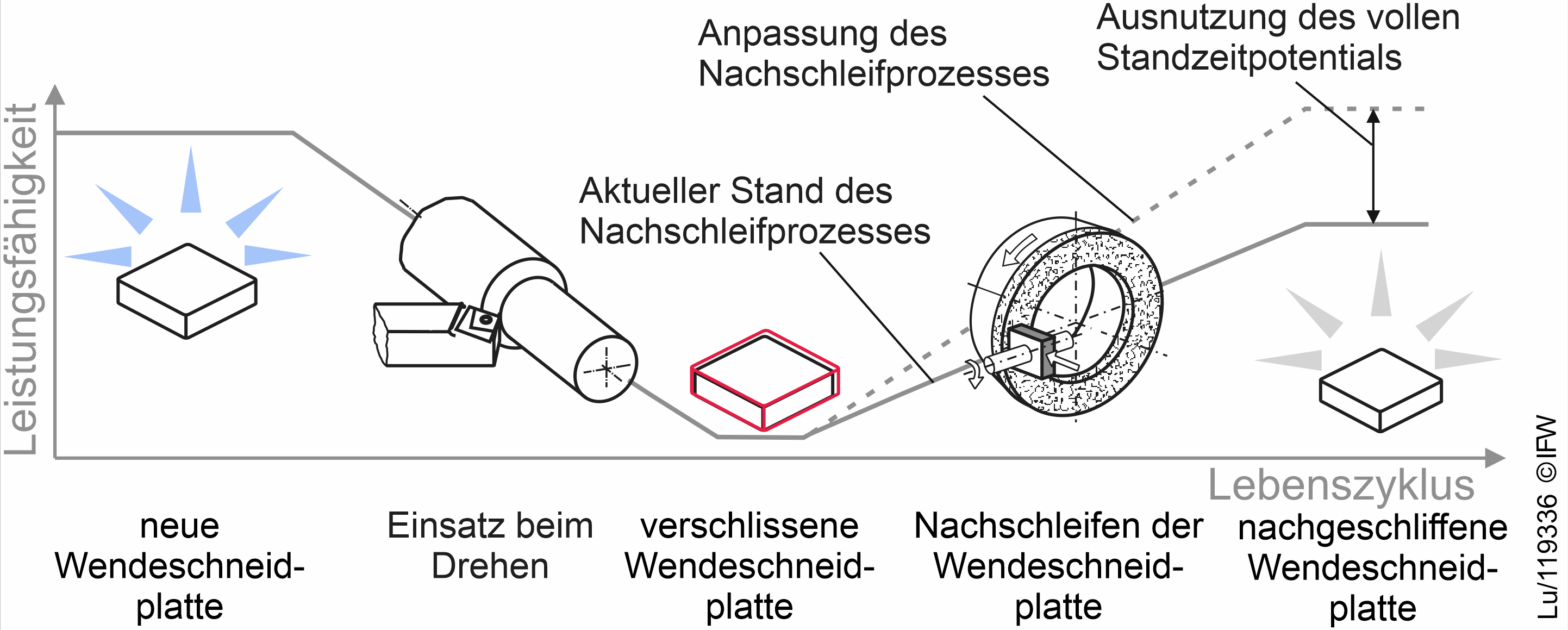
Une des raisons pour lesquelles les plaquettes de coupe réaffûtées n'atteignent pas la durée de vie des outils neufs est que seule l'usure visible est prise en compte pour l'avance lors du réaffûtage. Les dommages internes dans l'outil ne sont pas pris en compte, mais peuvent dépasser l'usure mesurable visuellement et ne sont donc pas complètement éliminés par le réaffûtage. Cela signifie que l'outil réaffûté présente des préjudices qui conduisent à une atteinte prématurée de la durée de vie lors d'une nouvelle utilisation. La figure 1 montre l'état actuel du processus de réaffûtage. L'objectif est que, grâce au développement d'un processus de réaffûtage adapté, les plaquettes de coupe réaffûtées présentent une capacité comparable à celle des outils neufs.
Pour atteindre des durées de vie comparables avec des plaquettes de coupe réaffûtées comme avec des outils neufs, une analyse précise de l'usure mesurable visuellement ainsi que des dommages internes est nécessaire. Ensuite, des paramètres ajustés pour le processus de réaffûtage seront dérivés. Le défi ici est que différents matériaux sont utilisés lors de l'usinage. De plus, les paramètres du processus sont variés. La variation entraîne des charges différentes sur les outils. Cela se traduit par des formes d'usure différentes, notamment des dommages internes qui doivent être pris en compte lors de la conception des paramètres de réaffûtage.
Comportement d'usure lors de l'usinage dur
Lors des premiers essais, des plaquettes de coupe en PcBN avec une teneur en cBN de 50 % et une phase liant céramique TiC ont été utilisées lors du tournage extérieur de l'acier trempé 100Cr6. Dans ce cas, la vitesse de coupe vc et l'avance f ont été variées pour générer différentes usures après différents temps de coupe tc. La figure 2 montre trois états d'usure différents à différents temps de coupe ainsi que différents paramètres de processus. En raison de la faible profondeur de coupe dans le processus, l'usure se produit principalement dans la zone du rayon d'angle et de la coupe secondaire.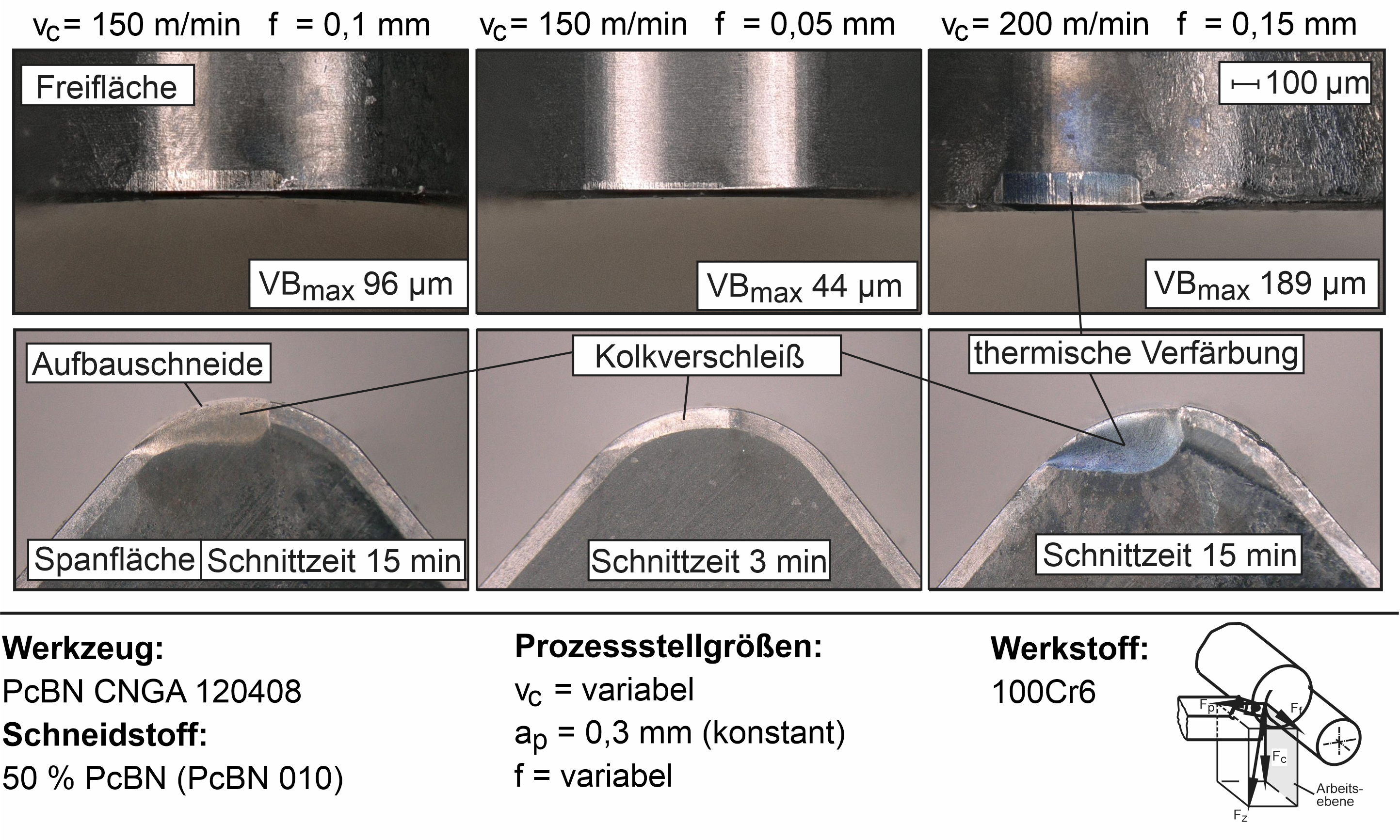
Il est à noter que lors de ces séries d'essai, l'usure par cavitation sur la surface de copeaux est dominante. Cela est dû aux températures élevées pendant l'usinage dur. Une augmentation supplémentaire des paramètres de processus entraîne également une augmentation de la charge thermique, ce qui augmente le taux d'usure. Cela fait augmenter la largeur des marques d'usure à VBmax = 189 µm et l'usure par cavitation à une largeur de 260 µm.
Analyse des dommages
Pour l'outil avec l'usure la plus élevée, l'examen des dommages internes est ensuite effectué. À cet effet, des images de polissage et des prises de vue détaillées par microscope électronique à balayage (MEB) ont été réalisées (figure 3).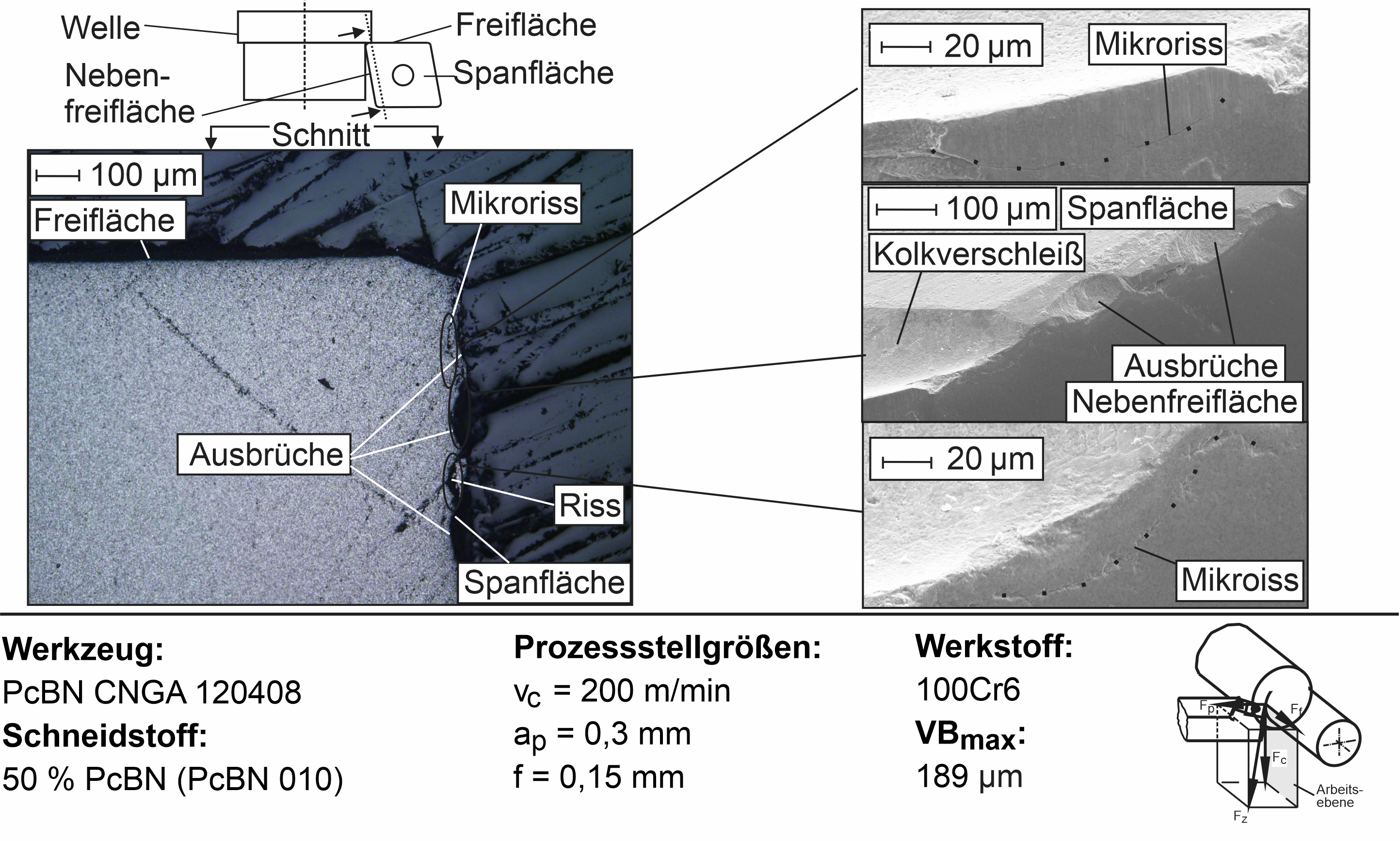
Dans les images de polissage de cet outil, de petites microfissures sont visibles. Cependant, il apparaît que ces dommages sont localement limités et se produisent dans les mêmes zones que les éclats visibles de l'extérieur. De plus, les images du microscope électronique à balayage montrent que des fissures apparaissent sur la surface secondaire ainsi que d'autres petits éclats le long du bord de coupe.
En conclusion, il peut être affirmé que des dommages internes dans le matériau de coupe ont été identifiés. Ces fissures identifiées à l'intérieur de l'outil se propagent localement dans la zone du bord de coupe et ne dépassent pas l'usure de la surface libre lors de ces examens. Pour le réaffûtage des outils, ces études montrent que lors du réaffûtage du côté de la surface libre, l'usure par cavitation sur la surface de copeaux est déterminante pour l'avance. Cependant, il n'existe pas encore de connaissances sur les dommages internes dans la zone de la surface de copeaux. À l'avenir, d'autres études seront menées sur la propagation des fissures dans cette région de l'outil. À cet égard, une partie de la surface de copeaux sera retirée par polissage, afin de prendre ensuite des images du substrat de l'outil. L'objectif ici est d'analyser les dommages dans le matériau de coupe, qui ne sont pas éliminés par les processus de réaffûtage, basés sur les études actuelles, et qui conduisent ainsi à une diminution de la capacité des plaquettes de coupe réaffûtées. Sur cette base, des études de réaffûtage seront menées en fonction des analyses de dommages précédemment réalisées. L'objectif ici est d'éliminer toute usure à l'intérieur de l'outil. Dans les expériences de tournage expérimentales finales, l'examen de la capacité des plaquettes de coupe réaffûtées sera effectué.
Auteurs : Berend Denkena, Benjamin Bergmann, Lars Luthe
Contact :


