


Mikroobróbka odgrywa kluczową rolę w rozwoju i produkcji wysoko precyzyjnych i funkcjonalnych komponentów. Dzięki obróbce skomplikowanych elementów o wymagających tolerancjach powstają wyroby dla medycyny, przemysłu elektronicznego, precyzyjnej mechaniki i przemysłu zegarmistrzowskiego. Obrabiane są głównie stal nierdzewna, metale szlachetne i metale nieżelazne, ale także tytan i materiały ceramiczne. „Chociaż jest to powszechnie stosowane, to właściwie jest to trochę nieprecyzyjne, aby używać terminu mikroobróbka dla całego zakresu obróbki małych części,” mówi Daniel Keller, menedżer produktu w ISCAR Hartmetall. „Mikro oznacza komponenty o średnicy mniejszej niż 2,5 milimetra, przy większych średnicach powinniśmy właściwie mówić o Décolletage.”

To rozróżnienie nie jest przypadkowe: dla narzędzi do obróbki najmniejszych średnic stawiane są inne wymagania, a możliwości innowacyjne dla producentów są bardzo ograniczone. „Prosto mówiąc, w tej dziedzinie chodzi właściwie tylko o to, aby oferować ekstremalnie ostro naostrzone krawędzie,” wyjaśnia menedżer produktu. „Nie ma formujących wióry, promień narożnika wynosi zero, a nawet najcieńsza powłoka może być zbyt gruba.”
W przypadku większych średnic użytkownik może dzięki narzędziom z optymalnymi kształtami wiórów, powłokami i przygotowaniami krawędzi osiągnąć duże korzyści. Możliwe są znaczne oszczędności materiałowe, dobre prowadzenie, długi czas eksploatacji oraz wysoka jakość powierzchni podczas toczenia, wiercenia i gwintowania.
Oszczędny i przyjazny dla użytkownika
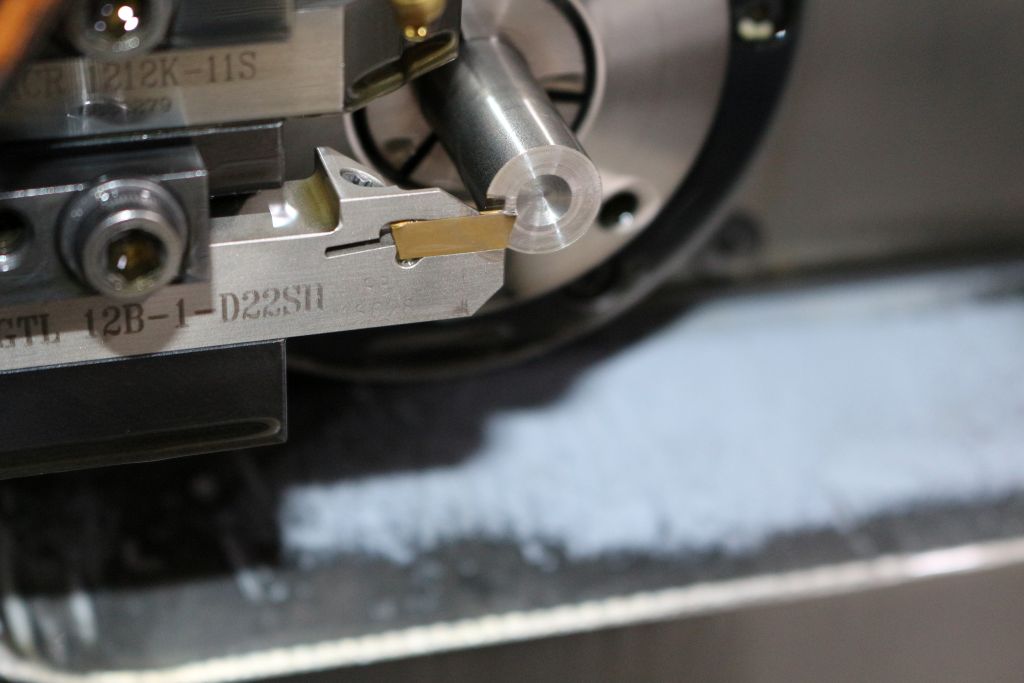
Z uwagi na to, że użytkownicy obrabiają drogie materiały, takie jak złoto czy tytan, dbają o oszczędne gospodarowanie surowcem. Oprócz wysokich kosztów, istotną rolę odgrywają również rozważania dotyczące zrównoważonego rozwoju. „Tutaj nasze narzędzia mogą odegrać cenną rolę, na przykład ekstra wąskie narzędzia DOGRIP do odcinania,” mówi Keller. „Dzięki ostrzom o szerokości cięcia między 0,8 a 1,2 milimetra znacznie redukują zużycie surowców.”
Użytkownik może w ten sposób bezpiecznie i ekonomicznie odcinać materiały prętowe o średnicach do 22 milimetrów, a formujący wiór wytwarza gładkie cięcie, co skutkuje pięknymi, wąskimi wiórami sprężynowymi, które łatwo można usunąć. Również inne modułowe systemy oszczędzają zasoby i wspierają użytkownika w osiąganiu celów zrównoważonego rozwoju. „W tym przypadku wystarczy wymienić wkładkę skrawającą lub głowicę wiertarską zamiast całego narzędzia, na przykład w przypadku wierteł PICCOSUMOCHAM,” wyjaśnia menedżer produktu. „Dzięki temu użytkownik oszczędza duże ilości węglika spiekanego i kosztów narzędzi.”
Rozwiązania z wymiennymi głowicami przynoszą jeszcze jedną zaletę: upraszczają obsługę i skracają czas przezbrojenia. W przypadku narzędzia skrawającego NEOSWISS trzon pozostaje w maszynie podczas wymiany ostrzy. Operator maszyny wyjmuje tylko głowicę i wymienia ostrza na zewnątrz, często w wąskim wnętrzu wytaczarki. „To idzie błyskawicznie, a ponadto odpada ponowne pomiarowanie po wymianie ostrzy,” mówi Keller. „W ten sposób czas przezbrojenia praktycznie wynosi zero.”
Długi czas eksploatacji i wysoka jakość powierzchni dzięki chłodzeniu
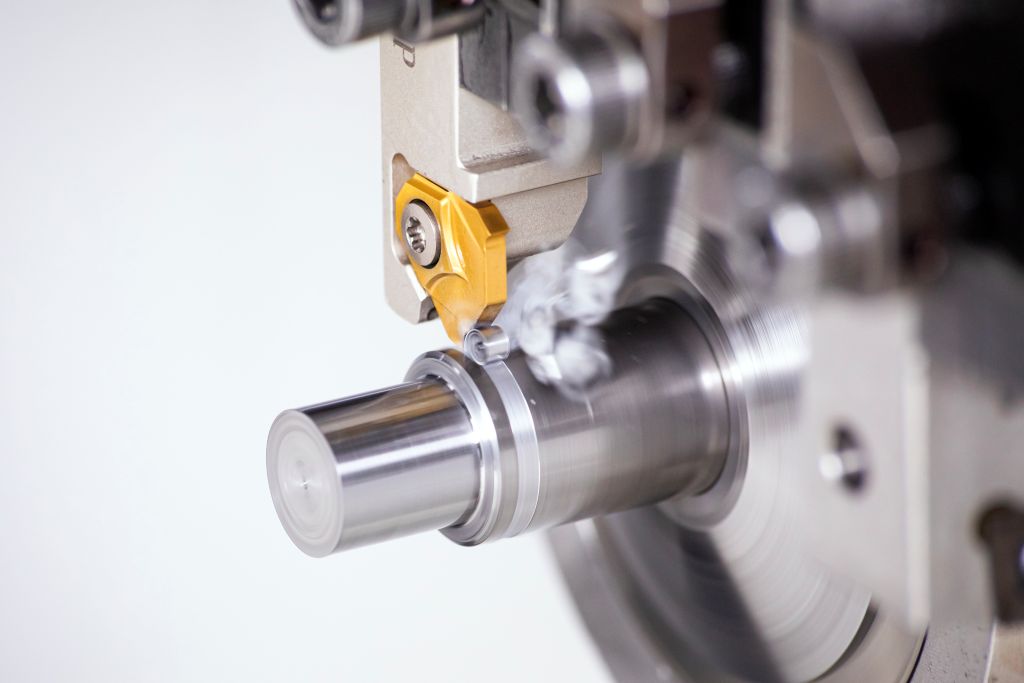
„W przypadku obróbki miniaturowej użytkownicy oczywiście kładą duży nacisk na długie czasy eksploatacji i wysoką jakość powierzchni“, wie produktmanager. „W tym zakresie wspiera nasza ukierunkowana chłodzenie wysokociśnieniowe bezpośrednio w strefie skrawania.“ Kanały chłodzące umieszczone w narzędziu – zoptymalizowane pod względem przepływu i wytwarzane addytywnie – dostarczają chłodziwo bezpośrednio i pod wysokim ciśnieniem do ostrza, co optymalnie odprowadza powstające tam ciepło. Użytkownik zyskuje na tym wielokrotnie:
Chłodzenie chroni narzędzie i wydłuża jego żywotność. Ponadto wysoki ciśnienie medium chłodzącego pomaga w usuwaniu wiórów i umożliwia uzyskanie gładszych powierzchni z wyraźnie mniejszą ilością rys spowodowanych wiórami. „W kontroli wiórów również nowo opracowane formy wiórów odgrywają ważną rolę, zapewniając stabilne procesy i wyższą wydajność” – mówi Keller. „Dzięki temu użytkownik może pracować również bezobsługowo.”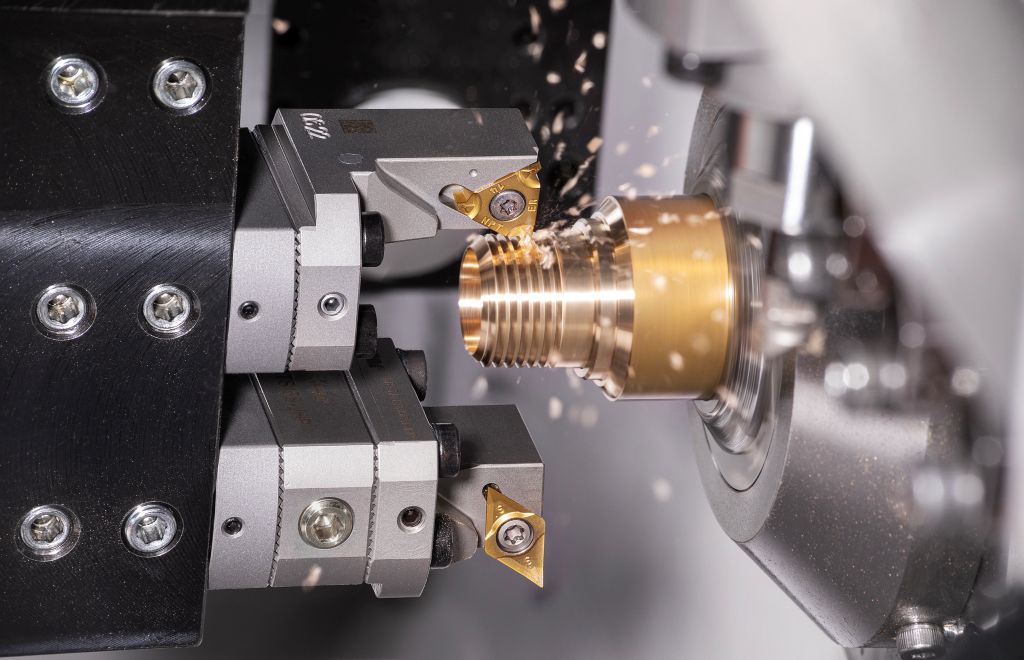
ISCAR ma w swoim portfolio liczne rozwiązania narzędziowe, które umożliwiają użytkownikom osiągnięcie tych korzyści – oszczędności materiału, dobrej obsługi, długiej żywotności i wysokiej jakości powierzchni – przy obróbce miniaturowych komponentów. Daniel Keller: „Nasz system PICCO na przykład obejmuje całe spektrum, a do tego dochodzą specjalistyczne narzędzia do toczenia, wytaczania i wiercenia.”
Generalista: System PICCO
Dzięki swoim wielofunkcyjnym, chłodzonym strumieniowo wkładkom, system PICCO firmy ISCAR oferuje odpowiednie narzędzie do każdego zastosowania. Dzięki PICCOCUT specjalista od narzędzi udostępnia użytkownikowi wszystkie powszechnie stosowane geometrie wkładek skrawających do szerokiego zakresu obróbki wewnętrznej. Wkładki te wykonane są z drobnoziarnistego materiału IC908 pokrytego powłoką TiAlN-PVD i mają wewnętrzne doprowadzenie chłodziwa bezpośrednio do krawędzi skrawającej. To zapewnia dłuższy czas eksploatacji i lepszą kontrolę wiórów. Dla większej stabilności i wyższej precyzji ISCAR wyposażył wkładki skrawające w dłuższe powierzchnie mocujące i obrócił je o 90 stopni. „Dzięki temu użytkownik może bezpiecznie i efektywnie wykonywać toczenie, wcinanie, toczenie gwintów, fazowanie, toczenie kształtowe oraz wcinanie osiowe,” mówi Keller.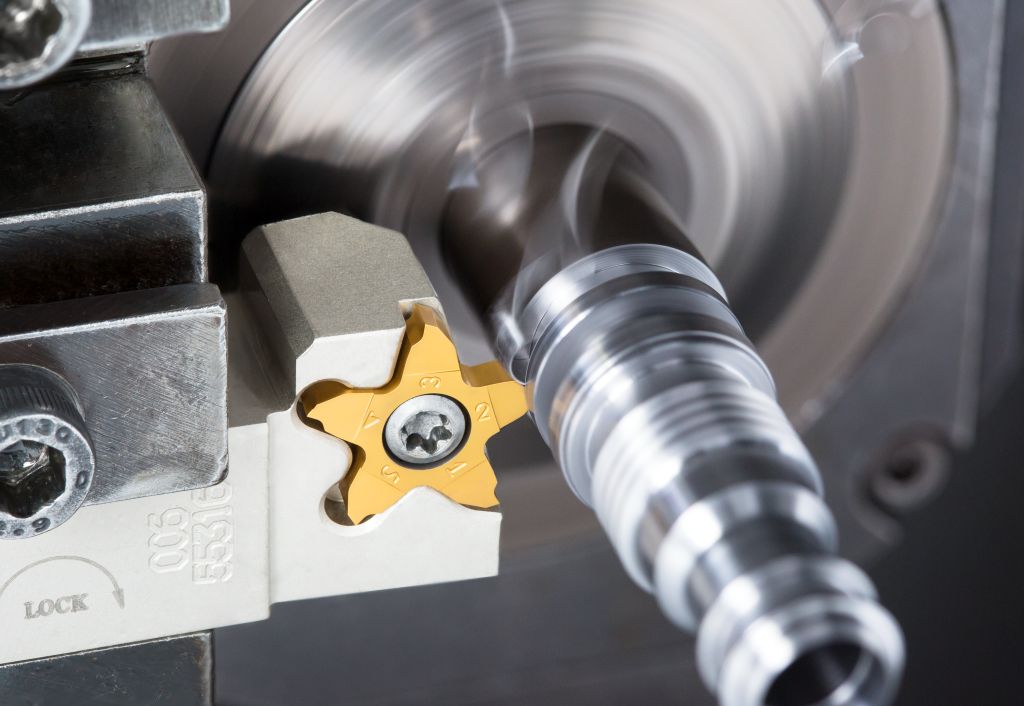
W ramach swojej nowej kampanii LOGIQUICK firma ISCAR ponownie rozszerzyła swoją linię PICCO. Do precyzyjnej i efektywnej obróbki wewnętrznej małych elementów na tokarkach długich wprowadzono teraz trzyskalowy PICCO3CUT o średnicach od trzech do siedmiu milimetrów. Jego ukierunkowane chłodzenie na wszystkich ostrzach minimalizuje zużycie, zwiększa trwałość, poprawia jakość powierzchni i ułatwia usuwanie wiórów. Nowością w linii PICCO jest również wiertło wymienne PICCOSUMOCHAM.
„Narzędzie o ekstremalnie małych średnicach między czterema a dziesięcioma milimetrami można wygodnie wyposażyć w głowice wiertarskie o różnych geometriach i posiada wewnętrzne kanały chłodzące dla efektywnego chłodzenia“ - wyjaśnia Keller. „Ta nowość uzupełnia wkłady PICCOINDEX.“ Małe narzędzie z wymiennymi płytkami skrawającymi jest wszechstronnie stosowane, dostępne w średnicach od 4,5 do sześciu milimetrów i również posiada wewnętrzne kanały do ukierunkowanego chłodzenia.
Narzędzie skrawarskie o małej średnicy
„Aby zapewnić maksymalną elastyczność podczas toczenia małych części, w naszym portfolio znajdują się narzędzia wymienne z serii NEOSWISS“, mówi Daniel Keller. Modułowy system szybkiej wymiany dla tokarek długich składa się z trzonka i różnych głowic narzędziowych do wszystkich typowych operacji, takich jak toczenie, wcinanie i wkręcanie gwintów lub toczenie wzdłużne. Trzonek pozostaje w maszynie podczas wymiany. Operator maszyny usuwa tylko głowicę narzędziową, którą po zakończeniu obróbki lub wymiany głowicy po prostu ponownie zakłada. Kalibracja lub ponowne ustawianie nie są konieczne, a maszyna jest praktycznie gotowa do pracy bez czasu przezbrojenia.
„Aby jeszcze szybciej i efektywniej obracać, użytkownik może skorzystać z nowego QUICKSWISS” - mówi menedżer produktu. Modułowy system obróbczy jest wyposażony w stabilne mocowanie płyty, dzięki czemu może być również używany do precyzyjnego obracania wstecz.
Specjaliści od wcinania
„Różne kształty wiórów i geometrie zapewniają, że narzędzia wcinające z linii PENTACUT umożliwiają użytkownikom efektywną kontrolę wiórów i obróbkę wymagających materiałów z wysoką powtarzalnością” - wyjaśnia Daniel Keller. Narzędzie zawdzięcza swoją nazwę pięciu ostrzom na jednym wkładzie skrawającym. Płyta o średnicy 17 milimetrów i specjalnej geometrii nadaje się szczególnie do bezpiecznego procesu na długich tokarkach.
Dzięki przemyślanemu mocowaniu płytki operatorzy maszyn mogą również używać pozostałych czterech ostrzy w przypadku złamania. Wysoce pozytywny kształt wióra zapewnia wyjątkowo gładkie cięcie. Precyzyjnie szlifowany wkład skrawający umożliwia bardzo wysoką dokładność wymiany, eliminując czasochłonne korekty wymiarowe. Ponadto użytkownik osiąga wysoką jakość powierzchni i dokładność wymiarową na elemencie.
Oszczędność materiału dzięki wymiennym płytkom skrawającym (WSP) w szerokościach skrawania między 0,33 a dwoma milimetrami oraz czyste cięcie podczas wysokoprecyzyjnego wcinania i wycinania na długich tokarkach są w centrum uwagi dwuskrzydłowego QUICK2CUT. Użytkownicy mogą w ten sposób bezpiecznie obrabiać elementy o średnicach do dwunastu milimetrów. Stabilne i bezpieczne mocowanie z pełnym wsparciem podstawy dodatkowo stabilizuje narzędzie i redukuje występujące siły. „Czar tego narzędzia polega na tym, że wszystkie WSP mogą być używane na tym samym uchwycie narzędziowym” - dodaje Keller.
Do wewnętrznego wcinania i wcinania na tokarkach ISCAR oferuje czteroskrzydłowy QUICKIGROOVE. Narzędzie jest wszechstronne i może być montowane zarówno na narzędziach prawych, jak i lewych. Posiada stabilne mocowanie śrubowe i oferuje bardzo wysoką precyzję oraz powtarzalność podczas wymiany ostrzy. „Dzięki chłodzeniu strumieniowemu bezpośrednio w strefie cięcia użytkownik osiąga bardzo długie czasy eksploatacji, doskonałe odprowadzanie wiórów i doskonałe powierzchnie” - mówi Daniel Keller.
Wiercenie z długimi wysunięciami
Dla głębokich wierceń o małej średnicy ISCAR oferuje teraz sprawdzony wiertło wymienne SUMOCHAM również z interfejsem MULTIMASTER. Szczególną zaletą jest: oprócz łatwej obsługi i szybkiej wymiany narzędzi w maszynie, co redukuje czasy przestoju, oraz efektywnego chłodzenia bezpośrednio w strefie cięcia, co zapewnia długie czasy eksploatacji i dobre odprowadzanie wiórów, narzędzia MULTIMASTER umożliwiają bezpieczną obróbkę z długimi wysunięciami przy małej średnicy narzędzia.
„Czy to generalista, czy specjalista - ISCAR ma odpowiednie narzędzie w ofercie do każdej pracy w obróbce miniaturowej” - podsumowuje Daniel Keller. „A jeśli rzeczywiście nie da się zdobyć żadnej nagrody za pomocą standardowego narzędzia, możemy oczywiście zaoferować rozwiązanie na miarę.”
Kontakt:


