


The modular SUMOCHAM drilling system from ISCAR, with different drill bodies and interchangeable drill heads, has proven itself in machining for many years. The principle is as simple as it is practical and allows for a process-safe, economical, and almost setup-time-free use. SUMOCHAM already covers a wide range of applications in its standard scope and is a powerful, reliable basis for numerous tasks. For specific requirements, the system also offers flexible customization options. And this is where the SUMOCHAM special tools come into play.

ISCAR's SUMOCHAM system offers standard drills with interchangeable heads in diameters from four to 32.9 millimeters and lengths from 1.5 to 12xD. The drill bodies can be equipped with twelve different drill head geometries. An internal coolant supply directly into the cutting zone ensures high tool life and very good chip control. The drill heads are made of the TiAlN-PVD coated fine grain type IC908. This makes them temperature-resistant and wear-resistant even at high cutting values. 'Many drilling processes are already covered, but when it comes to optimizing to fractions of a second, users often cannot avoid a special construction,' says Patrick Muller, Product Manager Drilling at ISCAR, listing the advantages: 'With a special tool tailored to the component, the machining process can be simplified and the engagement time reduced. The effort for setup and run-in processes is reduced, as is the number of tools.'

Only a few restrictions

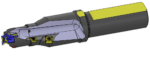
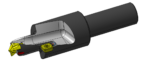
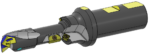
In the modular SUMOCHAM, both the drill bodies and the heads can be modified. ISCAR can design the drill bodies so that multiple machining steps are combined in one tool, such as reaming, planing, chamfering, or step machining. For even more flexibility in machining, solutions with cassettes are also possible, allowing for adjustments to the length of drilling stages and the diameter. Users also have numerous modification options with the drill heads. Deviating diameters, special point angles, small steps, special corner radii, or alternative coatings for optimized tool life are among the frequently implemented modifications. 'We can tailor the tools precisely to the respective application,' says Patrick Muller. 'Basically, there are only a few technical limitations here.
Everything that can be implemented with a length of 300 millimeters and a diameter of 32.9 millimeters is possible. Larger holes can be represented by alternative tools.'
Simple adjustments, such as an additional chamfer or a small step, can be defined by users themselves via ISCAR's iQuote. For more complex projects, ISCAR employees work together with the user to determine the specific solution. Subsequently, the design checks the feasibility thoroughly before manufacturing takes place in Ettlingen.
Custom-made solutions for higher productivity

This results in solutions that go far beyond the standard and are precisely tailored to the application case. They often combine several machining steps in a single tool, significantly reducing the number of tool changes per cycle. 'We are talking about four or five different process steps in one tool,' says the product manager. 'For example, we built a 5-in-1 tool that allows the user to drill, ream, chamfer, back deburr, and thread mill. With this solution, we reduced non-productive times in the process and were able to measurably increase productivity.'
Contact:


