


Machine operators know the problem: When switching from a short tool to a long one during milling, the coolant supply must be adjusted. Especially when no internal coolant supply is available, this leads to a high setup effort to ensure process reliability. The company Asch & Sebert has addressed this issue and developed a coolant ring that automatically adjusts the coolant jets to the tool length. For the production of the patented system, owner Gerald Sebert relies on precision tools from Paul Horn GmbH. 'For milling the gears, we have no choice but to use Horn tools,' says Sebert.
The development of the coolant rings began in the challenging economic year of 2009. Due to the poor order situation worldwide, the idea arose at Asch & Sebert to bring their own product to market. As in many productions, the issue of coolant supply for tools of varying lengths also arose in their own production. 'Here we wanted to take action and began developing the automatically adjustable coolant ring,' says Sebert. After several prototypes, the system was in use on their own machines for long-term testing. 'Development is one thing, sales is another. We spent a lot of time on patent research. We researched back to the 1930s to see if our idea infringed on any patents,' Sebert recounts. In 2015, it was finally time: Sebert applied for a patent for the system.
Successes and setbacks
'We are absolutely convinced of the system, but it was a struggle to market the coolant ring widely without a corresponding marketing budget,' says Sebert. The managing director contacted various machine manufacturers. 'A large machine builder promised us an extensive cooperation, but after years of development work, pulled the plug overnight. That was a tough setback after the high development costs,' Sebert recounts.
But the tinkerer did not give up and deepened discussions with other machine manufacturing companies. With success: Sebert convinced several well-known companies of his development, so that it is now used on numerous machining centers. Fanuc has already developed an app for the coolant system that automatically controls the position of the coolant jets based on the entered tool data.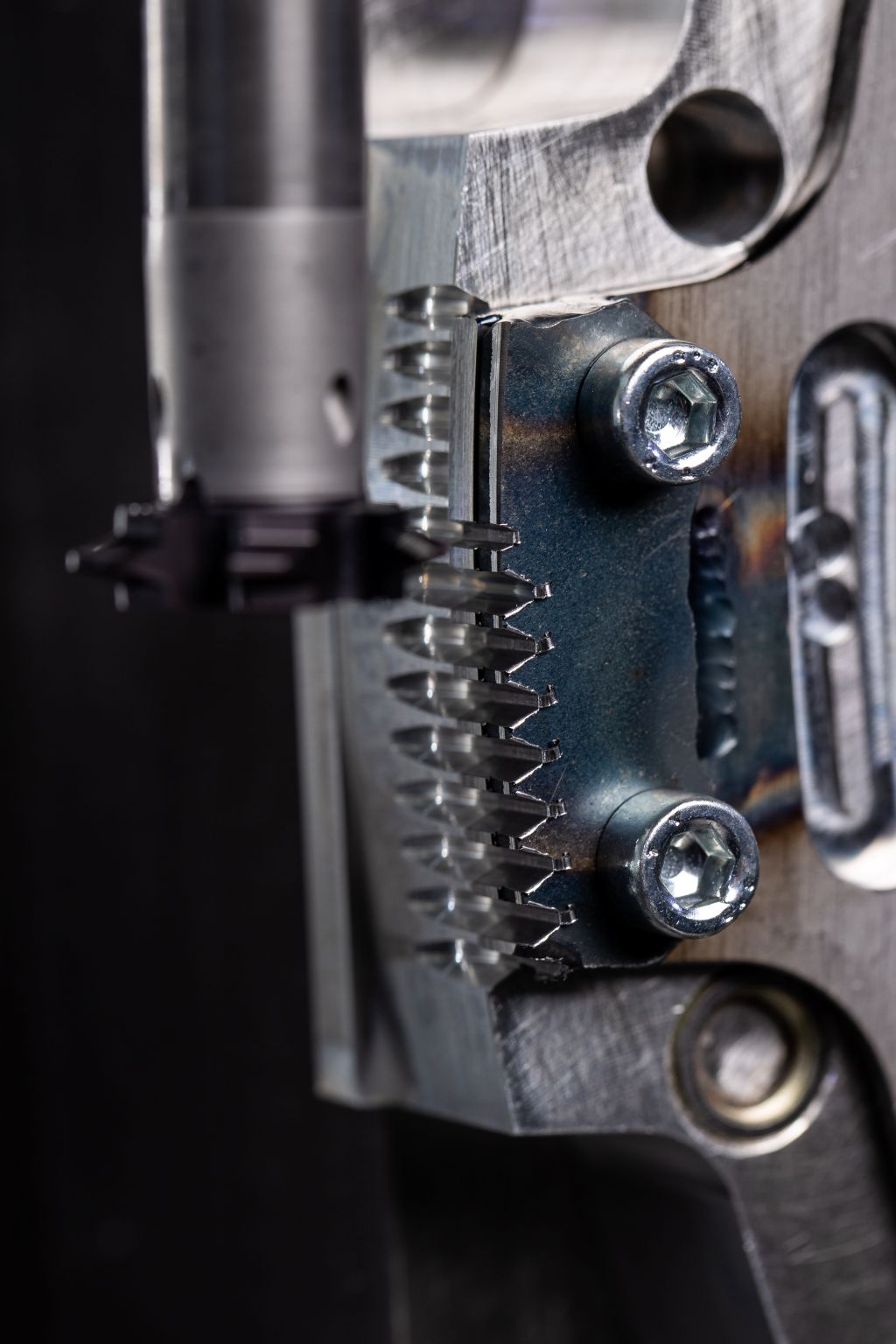
The production of the mechanical components of the coolant rings takes place in-house. The movement of the coolant jets is controlled by a mechanism that is managed by a gear transmission. For milling the gearing with module 1, Sebert and his team of experienced machinists rely on the circular milling system from Horn. 'From the beginning, we relied on Horn systems. We also looked at numerous tools from different tool manufacturers, but no milling system offered us the flexibility like Horn's milling tools. We work with sometimes very long tool overhangs, and that is where the wheat is separated from the chaff,' says Sebert.
Circular gear milling cutter in use
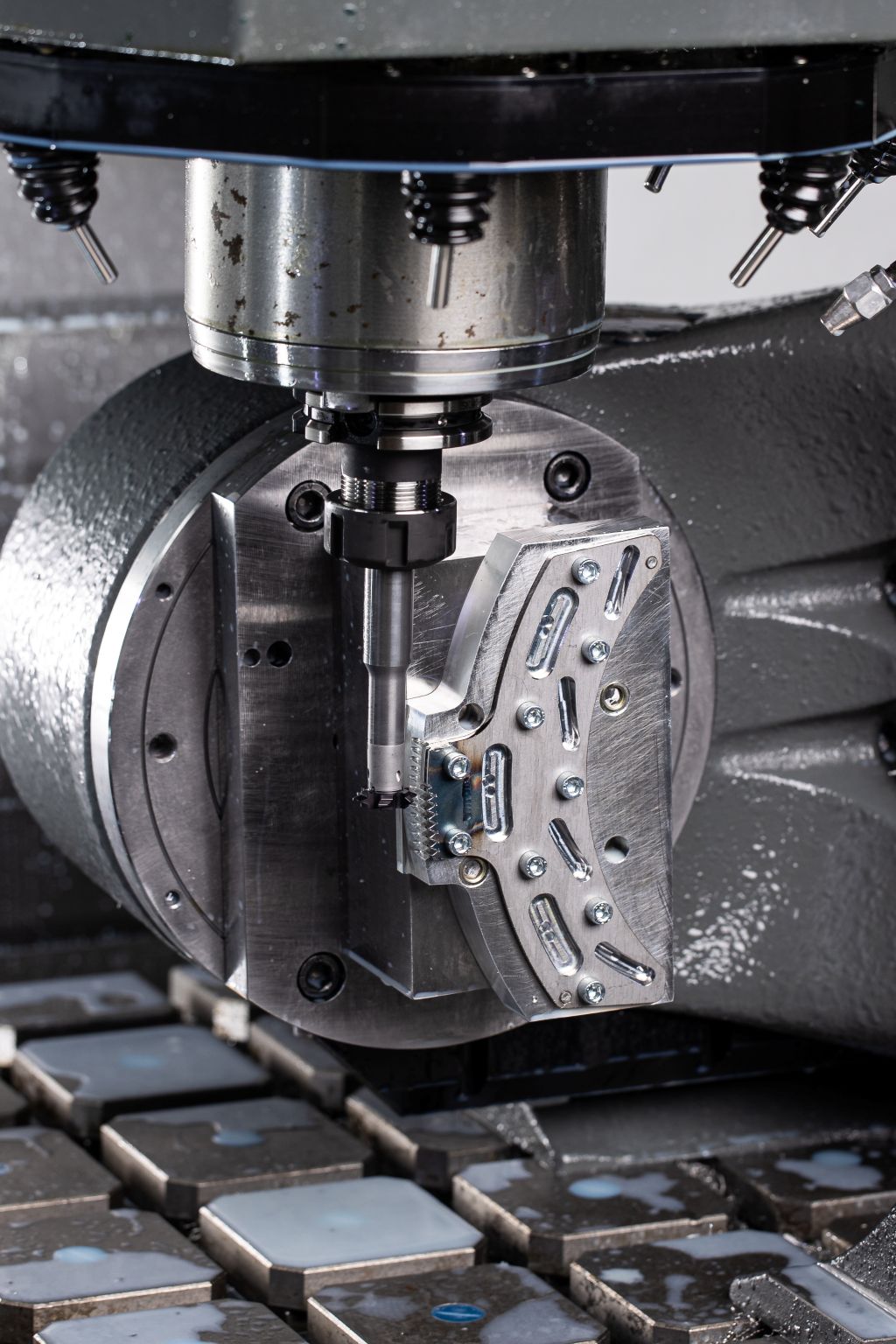
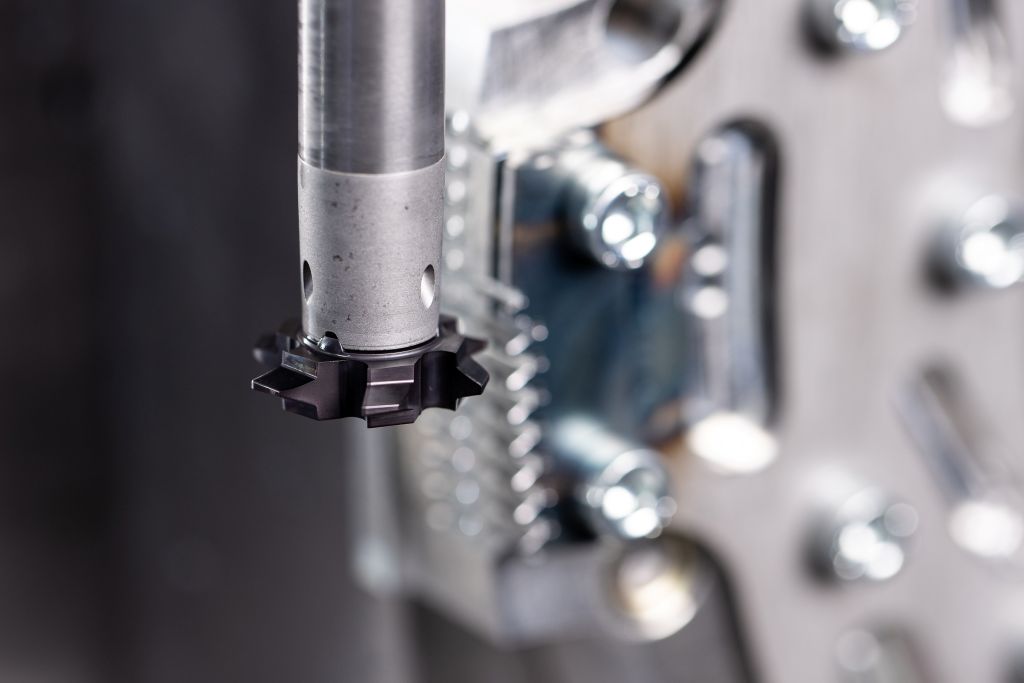
The Horn circular milling system 613 is used. The special profile of the six teeth of the tool matches the target profile of the tooth flanks of the workpiece. The overhang of the tool is long due to the conditions. There are no issues with tool vibrations due to the vibration-damping solid carbide shank. The precise interface between the holder and the cutting insert enables a micro-accurate round and flat run of the cutting insert during changeover. Roughing and finishing are done with the same tool.
With several passes, the tool mills the individual teeth into the workpiece. The roughing cuts have a depth of ap = 0.2 mm and are milled with a cutting speed of vc = 100 m/min. The finishing allowance is 0.1 mm. The finishing pass for the last tenth up to the finished dimension mills the tool with a cutting speed of vc = 100 m/min. The milling direction is counter to the feed. Despite the high cutting pressure from the six teeth, Horn's tools exhibit high stability. The six teeth provide high milling performance and the ability to achieve higher cutting speeds. 'Despite the long tool overhang, we have no problems with chatter marks on the surface. Of course, we also pay attention to a very rigid clamping of the components. The tools would also mill the teeth effortlessly in full cut. However, we consciously opted for several passes to achieve the optimal gearing quality for this central component,' says Sebert.
Multitalents for milling processes

Groove milling, separating milling, or gear milling: These are just three mentioned milling processes that the Horn circular milling system productively masters. As a true all-rounder, the extensive tool portfolio of this tool system also masters several other milling processes. Usable from an inner diameter of 8 mm for precise hole machining, slot milling of narrow grooves with a width of 0.2 mm, or milling of fitting gears:
The milling tools prove to be problem solvers in numerous standard variants, as well as in special custom forms for some other milling processes.
The Horn circular milling system offers users a range of process advantages: It is fast, process-reliable, and achieves good surface results. The tool, guided on a helical path, enters the material at an angle or very flat. This allows for example, threads to be produced in reproducibly high quality. Compared to machining with indexable inserts at larger diameters or solid carbide end mills at smaller diameters, circular milling is generally more economical. Circular milling cutters have a wide range of applications. They process steel, special steels, titanium, or aluminum and special alloys. The precision tools are particularly suitable for the processes of groove milling, circular hole milling, thread milling, T-slot milling, profile milling, as well as gear milling. They also excel in special applications such as milling sealing grooves or in connecting rod machining.
Retrofitting and OEM

In addition to the OEM original equipment for several machine manufacturers, Asch & Sebert also offers coolant rings for retrofitting existing and older machines. The system consists of the actual coolant ring and the corresponding control box. The box is directly connected to the machine's control system to capture the tool data. The installation requires communication with the respective machine manufacturer.
Another variant is the coolant ring with a manual control. The installation does not require direct communication with the machine software. The position of the coolant nozzles can be controlled via a control panel next to the machine control. The system delivers a maximum coolant pressure of 15 bar. This is sufficient for the external coolant supply in most cases. If the pressure increases, the coolant lubricant becomes too misty and loses its properties.
Sebert emphasizes the importance of collaboration with Horn: 'From the very beginning, we rely on Horn systems. No other milling system offers us the flexibility we need.' For the managing director, collaboration with Horn is an important factor for the successful development of the coolant ring.
Asch & Sebert:
Asch & Sebert is an innovative company specializing in the development and production of high-quality precision parts. With many years of experience, the company offers tailored solutions for various industries, including mechanical engineering, automotive industry, and medical technology. The range of services includes CNC turning, milling, grinding, and surface treatment, always focusing on the highest quality and precision. State-of-the-art machines and a dedicated team ensure efficient production and flexible order processing. Asch & Sebert places great importance on sustainability and environmental compatibility to create sustainable values. The company is characterized by reliability, innovation, and customer satisfaction and is a reliable partner for demanding manufacturing tasks. With their expertise, they support customers in realizing complex projects while adhering to the highest standards in quality and service.
Contact:


